I could really do with a little help - how do I actually do this in Carbide Motion?
I am not able to get it to do what I want, either I have to hit panic button because z is trying to go to a range it is not able to or it does not work as expected.
Would someone mind explaining the workflow I need to carry out to achieve minimal impact on spoil board with my cuts.
As Always thanks in advance for all your help and support - I would have put the SO3 back in the box without all your help lol
Prerequisite: You have surfaced your spoilboard. If you have only aligned the machine, and have not surfaced the spoilboard, it is almost certainly not aligned to the machine enough to have this work properly - all it takes is a few thousandths of an inch. When you’re done, you’ll see that in some places the cut goes all the way through the material, sometimes cuts into the spoilboard, and sometimes doesn’t cut far enough, all in the same toolpath.
When creating your design, you will set the work origin, set it to the bottom of stock. You must do this in CC (or whatever tool you’re making gcode paths in).
When setting the zero on the machine, assuming you have no probe, jog to the spoilboard, with the tool installed. Sneak up, carefully, a thousandth (.001") at a time when you’re close. Put a piece of paper under the bit and between it and the spoilboard. Keep jogging down until you feel some drag when you try to move the paper. This is (almost) the Z height of the spoilboard, set Z0 in the jog screen of CM.
Now place your material on the spoilboard, clamp it down, etc. Set X and Y zero’s as you would otherwise, to match where you placed it in CC. Don’t skip this
At this point you should be all set up and ready to go. To do an “air cut”, use a toolpath generated with a bottom of stock origin, but set the Z0 -above the material-. The machine should run it’s whole operation without hitting the material, so you can see exactly what it will do.
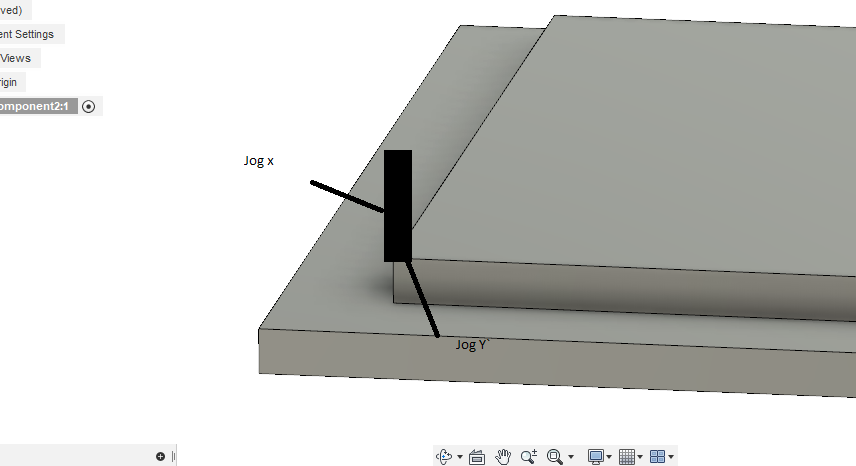
so this is where I am a bit confused - do I now jog x & y as I would to the top of the material and set them to zero, but what do I do with z (do I do anything or keep it at the zero I did in step 2)
Thanks Mike, two last follow ups and then I think I am good.
first when I jog x,y to set them to zero I have my mill on the z just touching the top of the stock (but I DO NOT SET ZERO) or it will mess the DOC up?
Second - so having set zero now on all axis am I correct in saying that the Cam software in fusion will now cleverly do the rest to avoid any end mill strike into the stock while it transitions to the lead in. to better help express myself:
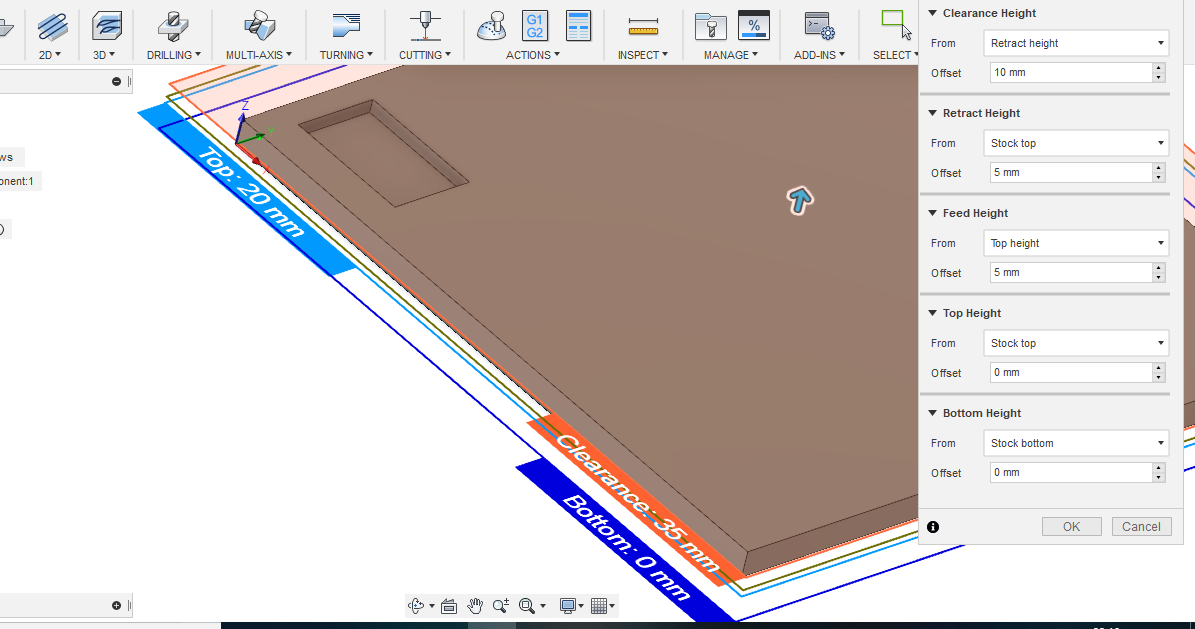
because origin is now at the bottom cam gives it a value of 0 - I have set the stock thickness in the design to 20mm so now it knows the top of the stock is 20mm.
The Clearance height is the first height the tool rapids to on its way to the start of the tool cutting job (this will lift the mill off the stock that I have just set x and y to 0 and lift it 10mm above my stock).
The Retract height sets the height that the tool moves up to before the next cutting pass?.
The Feed height is the height that the tool rapids to before changing to the feed/plunge rate to into the stock.
@Sherpa You seem to have a grasp of everything. Just remember to set those zeros and measure your stock correctly. If you’ll always use your wasteboard as zero, you never have to set it again until you resurface your wasteboard.
Exactly. You can set each axis whenever you want. For example, you could set X, jog somewhere else, set y, then somewhere else and set Z. In this case, we’re doing Z, then x and y at the same location.
When you set it in CAM, you’re telling it what you’re going to set up the machine to do, and it assumes you’re going to do what you say. So, basically, yes.
Yes, but it’s up to you to make sure you’re making a toolpath that’s reasonable - ie. DOC that’s reasonable, multiple passes if necessary, ramping entries, and so forth.
The clearance height is the height that will clear all the clamps and fixtures. It’s set above the retract height. This will generally be used only on the first move to the zero position, and for the last move back to home. As far as I can tell, I might be wrong.
It’s the height to retract to when the feed height doesn’t apply, and not leaving the stock area. If leaving the stock area, the clearance height applies instead.
Almost. This one can be dynamic in some of the tool path types, such that a retract doesn’t need to happen all the way up to this height. If the tool path doesn’t do that, then the feed height is used. For example, in “adaptive” toolpaths, there’s an option to “stay down” for up to “stay down distance” with a “stay down height” (i think that’s what it’s called), which just means the tool stays close to the current working surface (the stay down height) when moving between it’s smaller cuts, if the distance to move is “stay down distance” or less. There are some other cases where you can make the toolpath keep track of what material has already been cleared, and if it’s all been cleared in the path between rapids, it can stay down lower and not retract so high.
Depending on the post, the plunges are optimized such that there is a rapid feed on plunge until the current working level of Z, then it switches to the plunge rate. This can save a lot of time if there’s a lot of space between the retract height and the current working level and the plunge is a slow speed. That’s not very well described, but it’ll make more sense when you see it.
One more thing (I love Fusion360!) - don’t be afraid to use the simulator in CAM. Select the setup, then click the simulate icon (the one that looks kinda like a joystick, leftmost in the “actions” menu) - turn on “stock” and you can watch the whole machining operation, and what it will look like when you’re done with the toolpaths you’ve set up. This can save a LOT of time and material, and give you a good idea of exactly what to expect the machine to do, so if you see the machine starting differently, you can stop before something bad happens. The simulator is excellent.
As always, if you’ve got questions, don’t be afraid to ask!