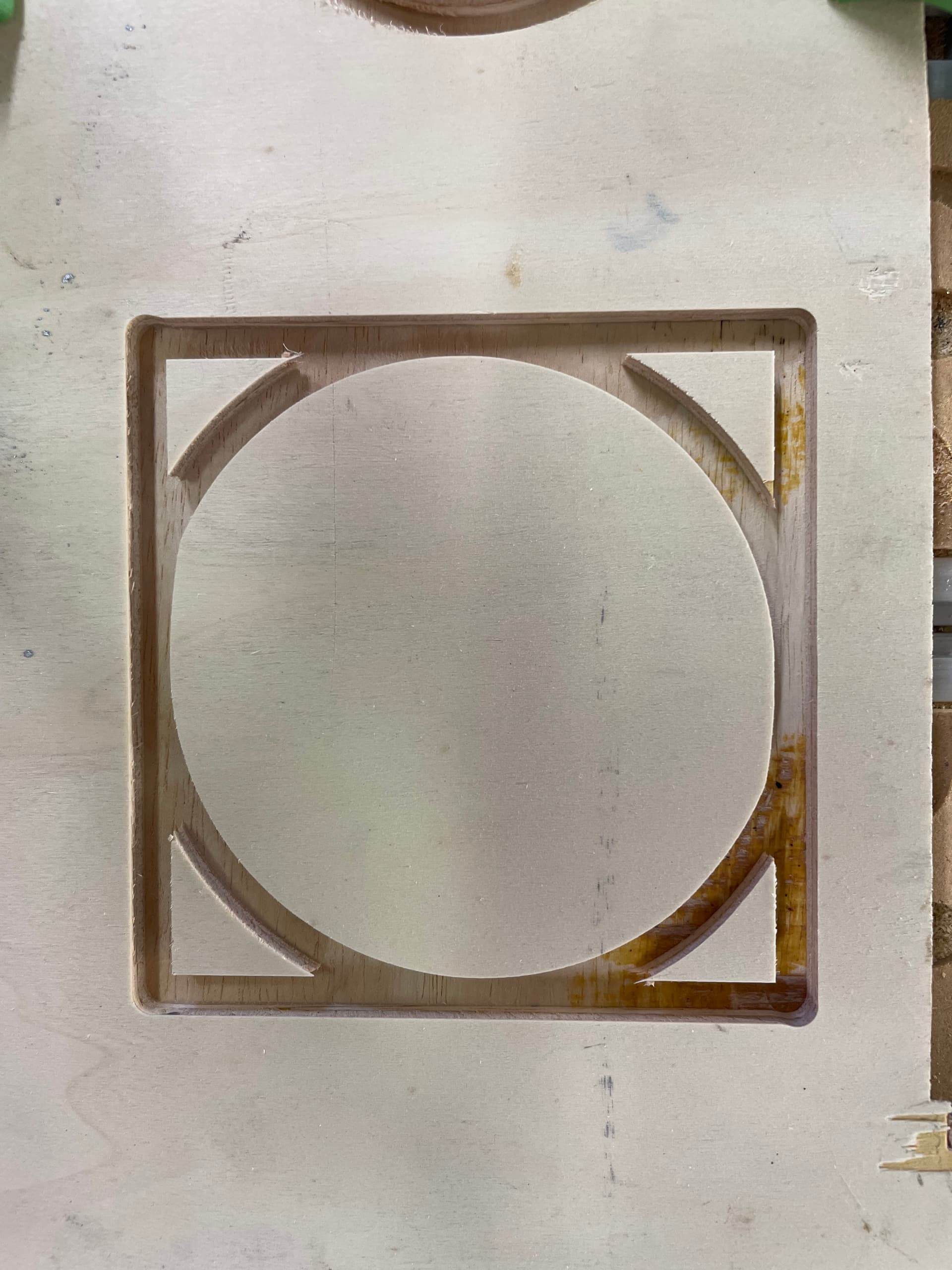
I’m having an issue which looks to resemble backlash on my 5 Pro. When cutting circles, they carve in an oblong shape. They’ll also cut this way consistently on a project (see the intake manifold adapter template I cut) regardless of the size.
I ran a separate test with a perfect circle contour cut with a square counter overlapping (no offset) and the same happened. I noticed on 2 of the square corners, there seems to be a backlash / over-travel cut. I did use a newer bit which is why the cut looks cleaner.
I’ve checked all the bolts, gantry hardware, and Z axis, but found no movement. When the machine is powered on, the gantry and Z are solid and I can’t move the spindle in either direction, so I’m not sure what could be causing this.
I have been on the forum for a long time. In the past SO3 and some SO4 had circles there were not round. Usually it was a mechanical problem on the belt driven machines. However if all the mechanics were good people solved this by changing the parameters in the controller. Before you start changing any parameters make sure your mechanics are good. If you have not oiled your linear bearings start there. Make sure your machine is mechanically correct. That included your bearing blocks and etc.
If all that is good you can modify your gbrl parameters to compensate for the steps per MM of the stepper motors. However as previously stated that is a last resort. It is likely a mechanical issue. There are posts here on the forum for using the MDI to change your gbrl parameters. The changes are simple but would likely need to be done over if you do any firmware updates. So be sure to record what you did to correct your circles.
The tests in the past was to create squares and circles of a particular size and cut them out and then measure them for correctness. Change your parameters and then re run the squares and circles to verify the changes corrected your problem.
Thanks, Guy. I’ll have a double-check again today when I head to the shop. I did notice that one of the homing sensors on the left rear of the machine would have trouble registering movement (no red light, then causing a GRBL error), but after adjusting the screws on all the sensors to move them closer, the error quit coming up.
I did wipe down the rails and the ball screw parts with some silicon lube to make sure there wasn’t an issue with debris, as well as air dusted the machine completely.
Thanks for the fast reply. It will take me a bit to go through the links you sent, but will provide feedback once I have. I’ll start with the maintenance first and have a closer look at the hardware.
machine calibrated? Worth to check.
And for rel. deep cuts consider William’s reommendation to convert deep straight cuts to pockets. Makes some difference!
I think I’ve found some issues. I reinforced the homing switch brackets after finding them to be unreliably flexible. Longer screws helped me use the threaded fittings in the plastic holdersProcessing: IMG_4319.jpeg…
The tab above them was threaded and so when the bolts were installed, it was had to noticed. I ran the new bolts all the way through so they’re fully reinforced.
Ran the new machine setup to failure a few times with the Y2 homing switch failing. Replaced it with a spare, but still had the issue. Tested with a metal Allen wrench to success, but the error was still intermittent.
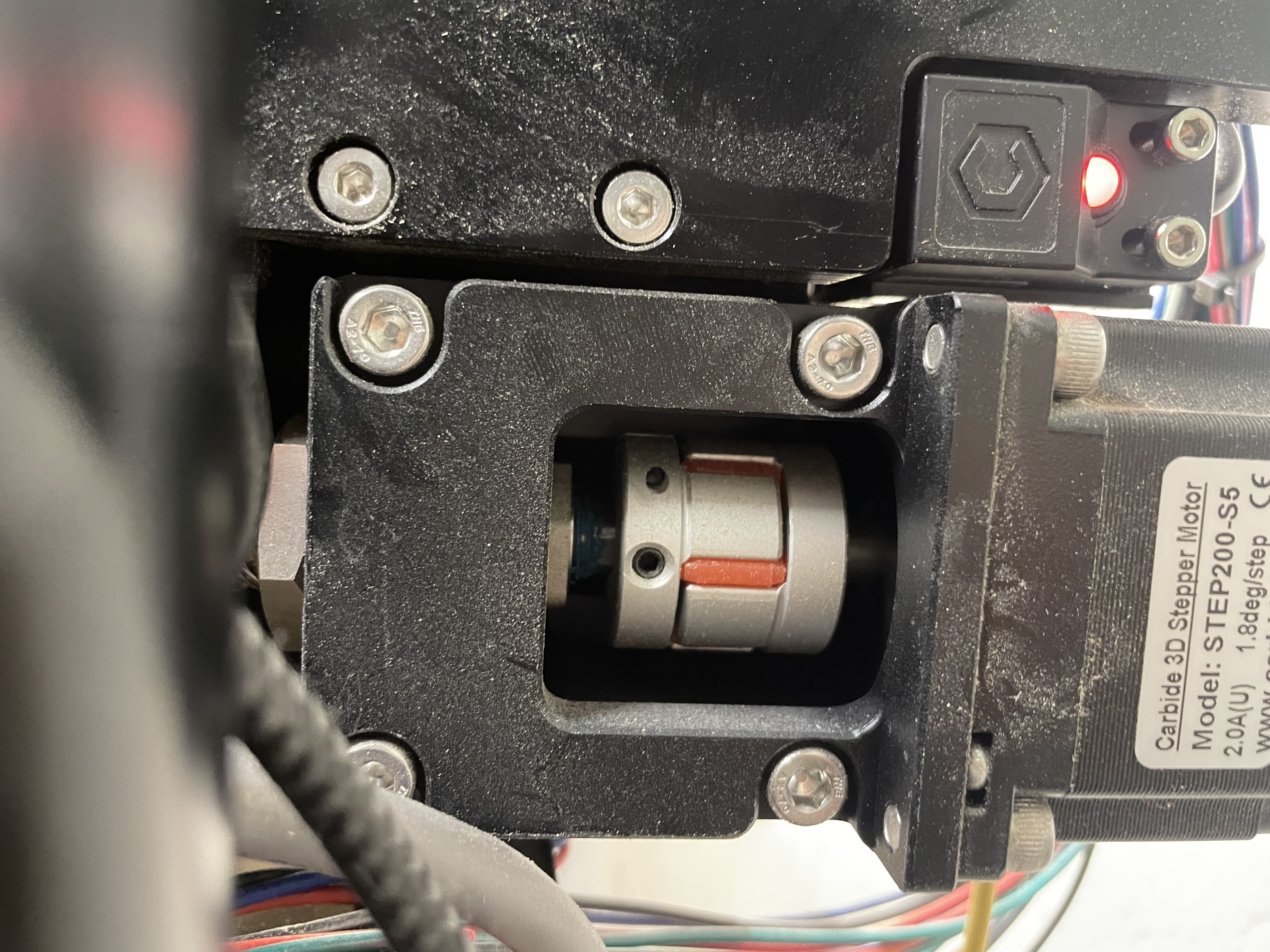
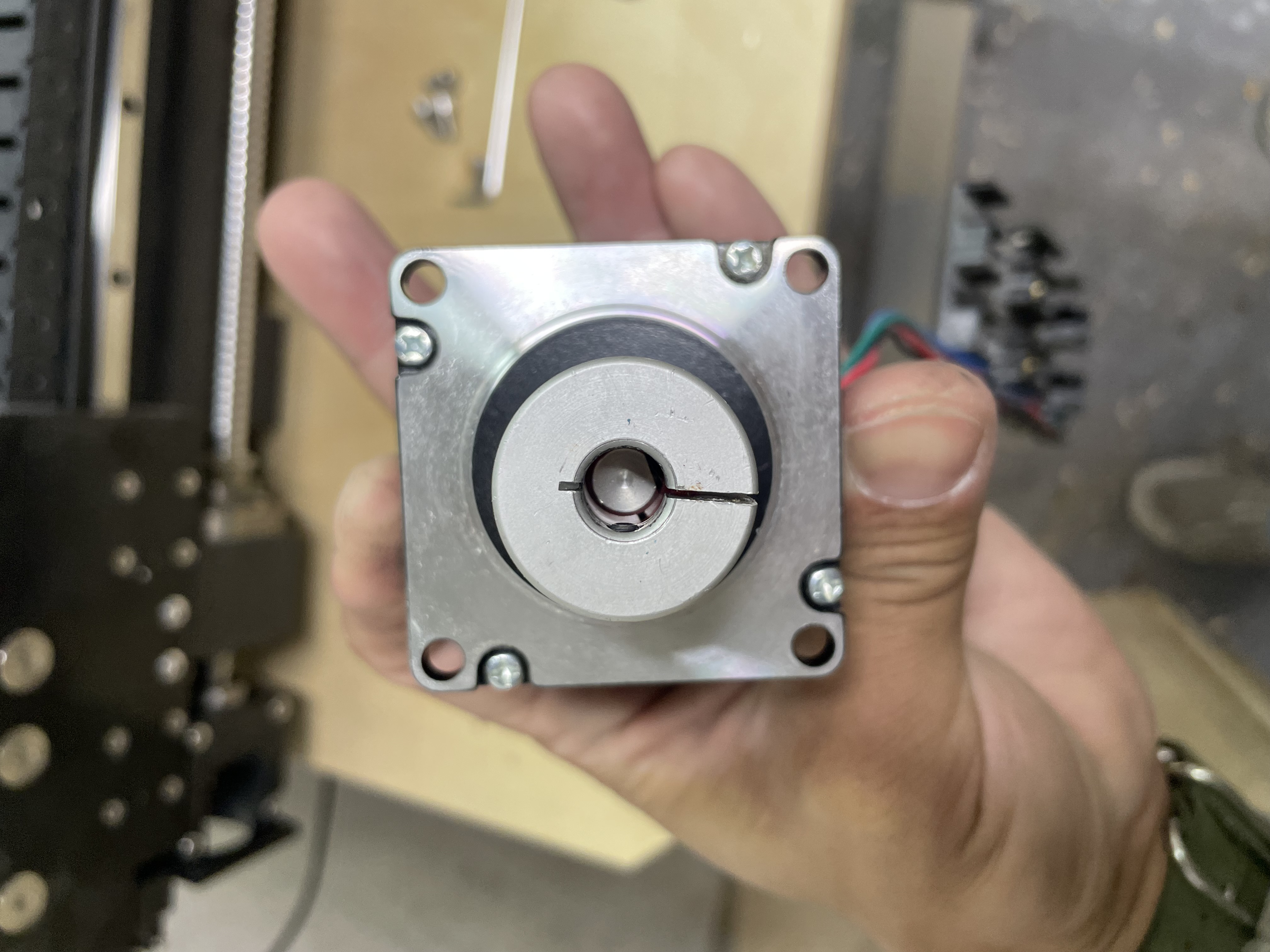
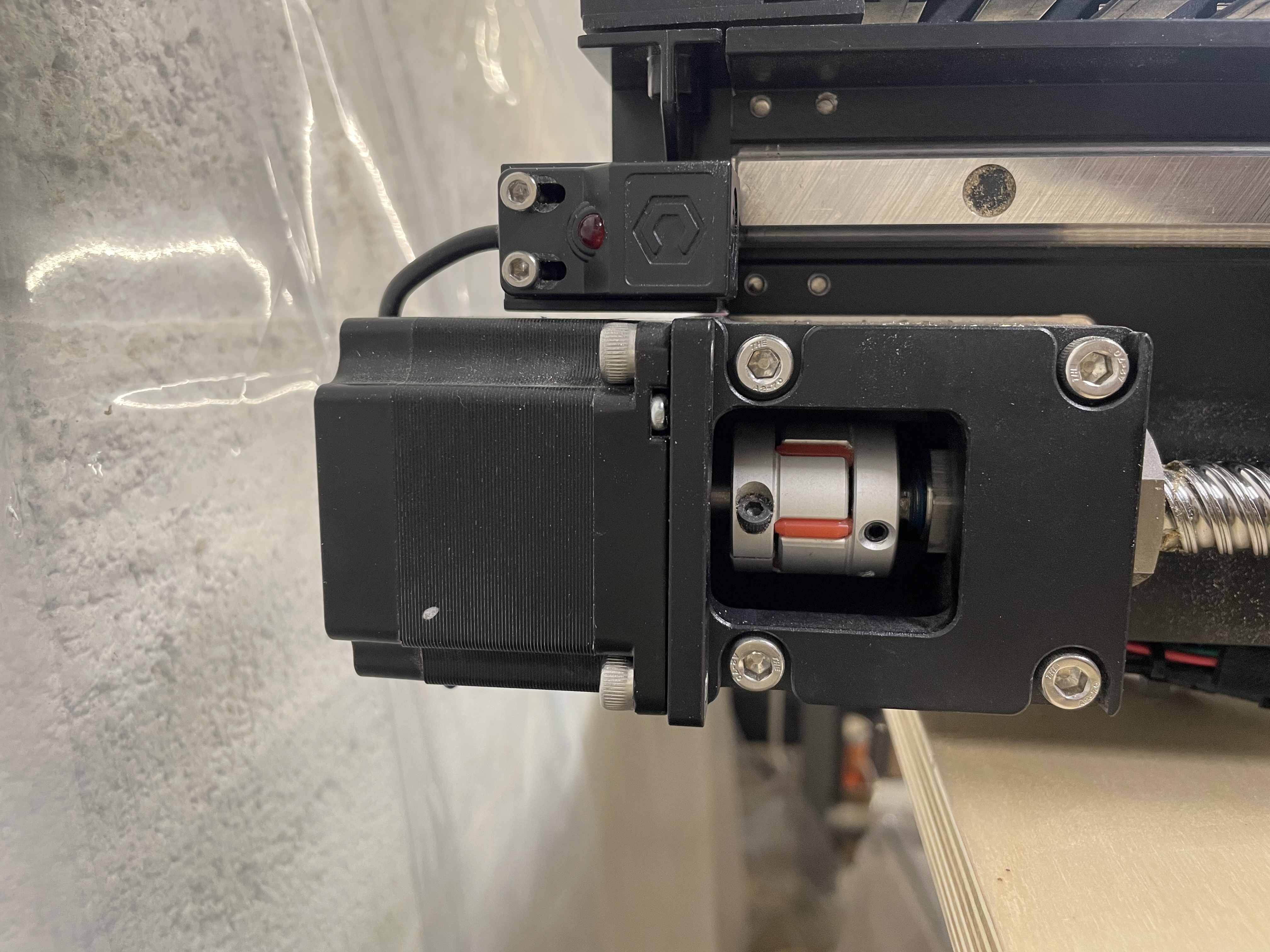
Considered JC’s note about the couplers. Looks like they are somewhat separated and I was able to rotate it easily with my thumb with the machine powered down.
Found a grub screw backed out. Now to figure out if any damage has occurred and if I can put the screw back in.
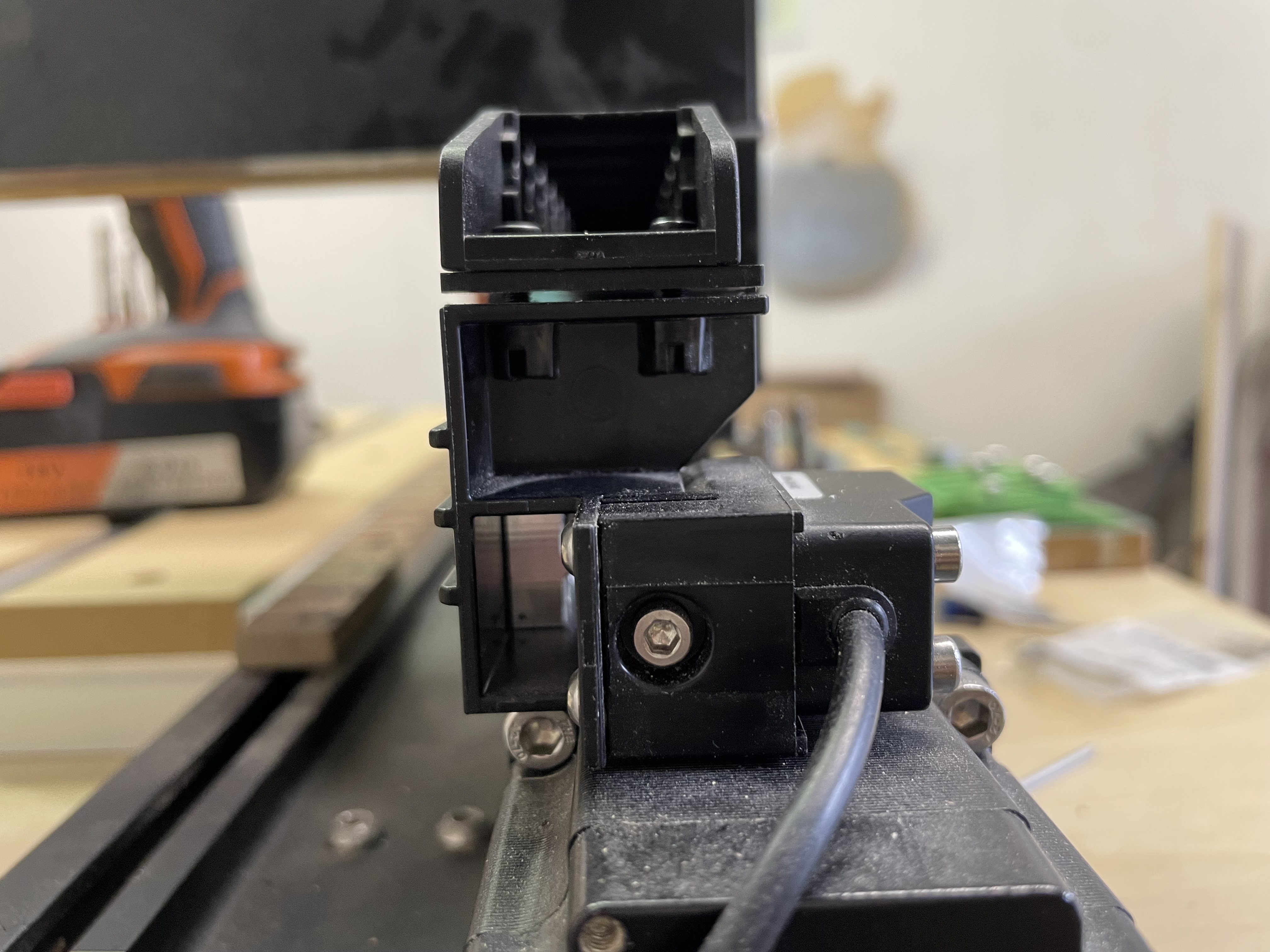
Photos of the reinforcement and couplers for reference / comparison.
I’m using the stock speeds associated with the machine tool inventory, with the exception of RPM on the spindle which is set manually (usually about 18000 to 22000).
I think the screws just worked themselves loose through vibration. I tightened the other ones to match (they were a little loose, too).
Everything is buttoned back up, and a new test went well. Back to good looking circles.