I will call this MisterLongTongue from now on.
2 Likes
A friend bought me a pack of these;
https://www-de.wera.de/en/great-tools/diamond-coated-bits/
Which are actually pretty good, if you don’t have that magic snap-on “fits everything cross shaped” bit to hand. You have to consider them consumable as the diamond coating wears off but they’re great for removing cross head (pozi and phillips) that were gorilla-ed into place and chewed before you got there.
2 Likes

I want pink silicone rubber belts now 
LOL Looks like he’s keepin it cool downstairs. Inspiration for my next big project. -Vented pants.
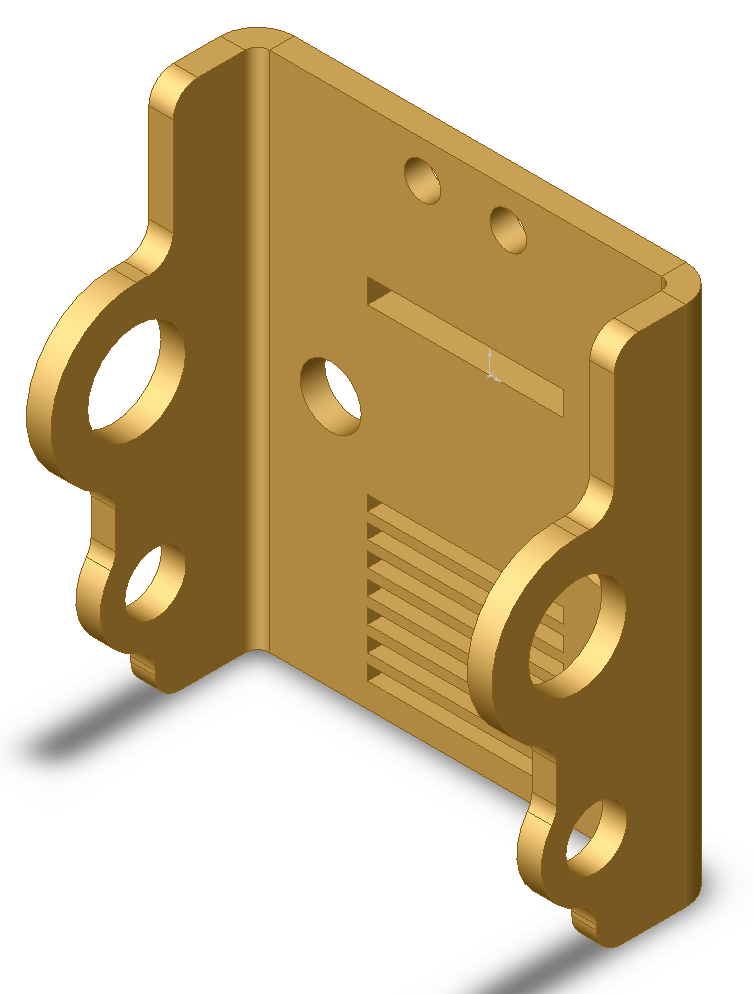
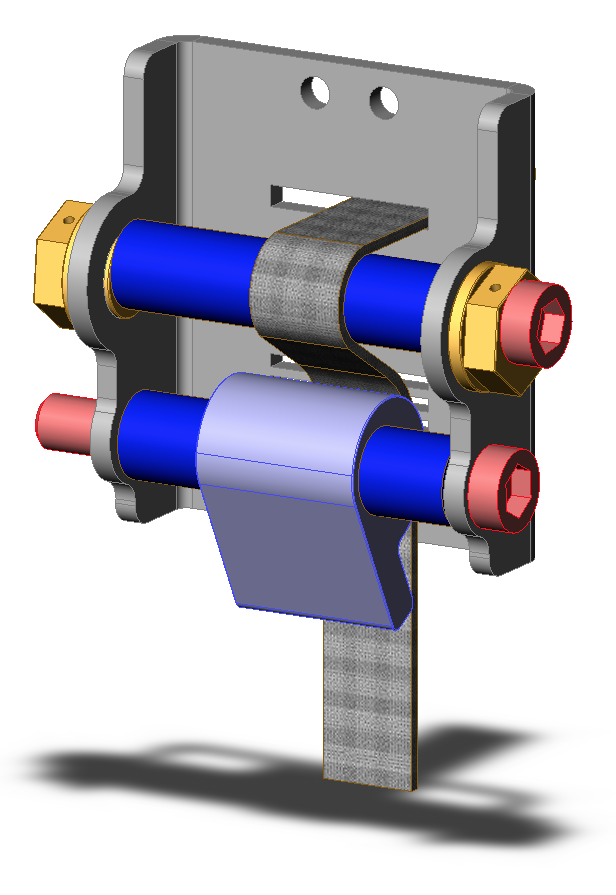
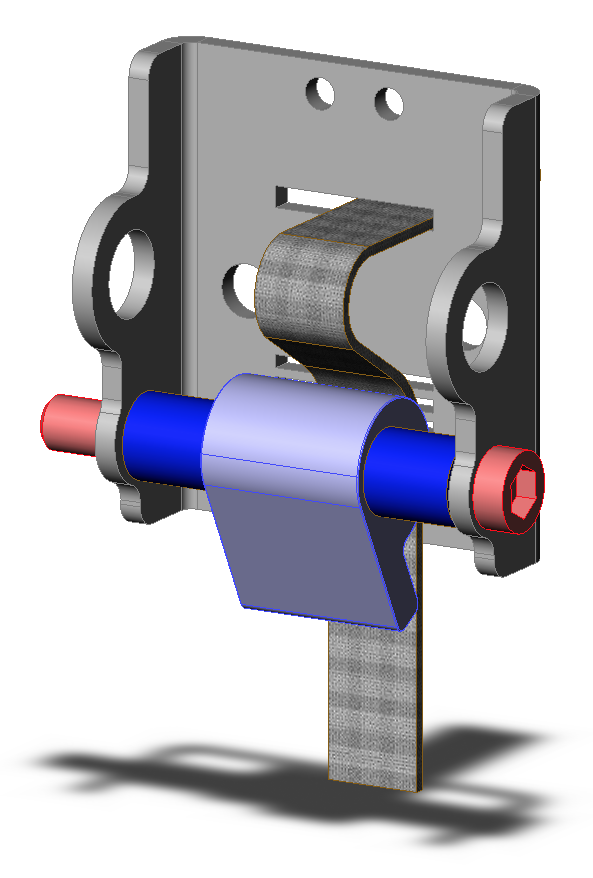
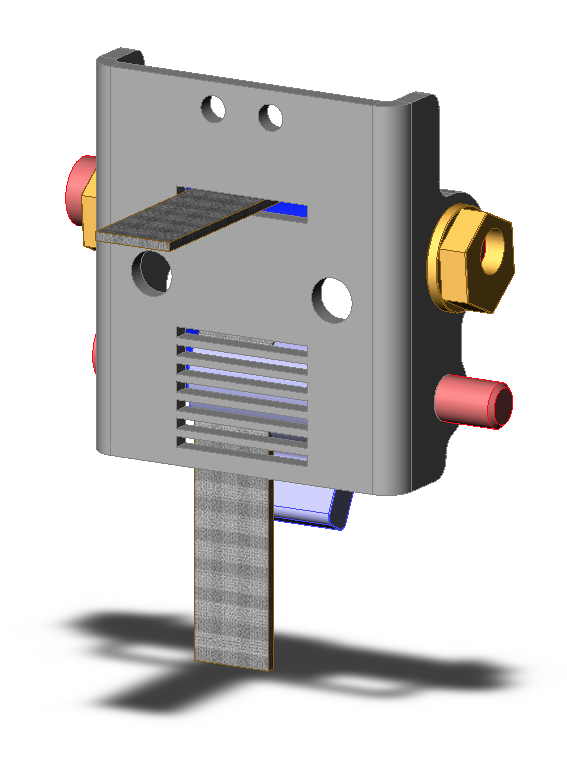
OK, after checking why something didn’t look right with MrLongTongue, I have decided that I need to learn to read a ruler properly… However, the reborn (more like a Ticker-Tape printer face than a Cyborg now), wider format now incorporates the extrusion screw position and uses it as a second fixing.
Fits left or right faces on the main chassis front and back, and at either end of the X Gantry, 9mm and 15mm catered for. GT2 slots are 1.2mm on a 2mm CL pitch to match the Gates tooth profile. Max clamping on the belt is 1/2 thickness before the cam radius levels out - but it is the teeth in the grooves that secure GT2 belts, and clamping force is somewhat secondary.
Adjustment range is about 6mm, after the belt is pulled taut by hand and snail-clamped.
I intend making a set shortly - got to get some Christmas promises done first… The SolidWorks files are attached if anyone fancies a go too (quite old file format - from which I can’t export STLs).
Cam Clamp.zip (163.8 KB) PTFE Sleeve 2 x9mm.zip (40.5 KB) PTFE Sleeve 2.zip (35.3 KB) Clamp Frame 2.zip (191.7 KB)
1 Like
In your design Andy, could you give some thought to starting from an existing stock size channel or tube? Most of your features could be nc lazered out. The kerf on the lazer I used to send my designs to was 0.008". They’d cut stainless all day long. The point here would be to eliminate all your up-front punch and fold tooling cost, to allow very low volume production without high cost.
if I were to decide to copy your design, I’d use existing tube and be able to mill most of it in my shop. Those little teeth would be over my capabilities to machine.
Interesting thought. Currently it is 38mm outside, 2mm wall. It’s somewhat governed by the extrusion fixing screw positions, and the want to be left/right fitting ambidextrous.
Square Wrought Iron tubes come in a variety of stock sizes and is cheap.
Cut and grind the bracket out then drill the holes.
Call it a “Shop Accessory” and then enter it in the contest…
1 Like
I want something like this
Bit of advice, please. Speeds and feeds in aluminium. ShapeOKO 3XL, standard Z, Dewalt.
I have a chunk of ‘cheap and cheerful’ aluminium block that I will trim up and cut out a pair of these clamps. What are good starting feeds and speeds to be considering? I’m not looking for perfect surface finish, not to start with at least, but some idea of how DOC/WOC/Feed should be set initially…
Do you know which aluminium alloy it is?
Some machine quite well, others are much harder to work with.
2 Likes
It’s an un-marked, extruded piece. It’s a section of a heatsink that is big enough to make these clamps… So probably quite a poor grade. Not a helpful position to be in, but I’ve not cut Aluminium on the 3XL before, so before splashing out on stock I want to give it a go.
I put up a post above talking about single flute end mills. Having the three different sizes that C3D sells would make cutting aluminum easy. They are 1/4 1/8 and 2mm.
A few very small end mills will help as well for this design, I purchased several sets from Amazon for cheap that start at .5mm and go up to 1.5mm. I have successfully used adaptive 3D tool paths cutting up to .2" depth with .7mm end mills in 6061 aluminum.
1 Like
Reading up on threads around this topic, 6082 Aluminium, the following seems on the conservative side - but not a bad starting point;
Flattening pass: 1/4" 3-flute EM, 16000RPM,1200mm/min, DOC 0.2mm, WOC 25%
Trim down heatsink fins (section 3mm) to level: 1/4" 3-flute EM, 16000RPM, 700mm/min, DOC 2mm, WOC 25%
Detail cuts smaller than 1/4": 1/8" 3-flute EM, 18,000RPM, 400mm/min, DOC 1mm, WOC 25%
Unsure how the 3-flute cutters will work, reading about chip stiction and that I likely don’t have a nice piece of 6082, more likely a crude alloy. I have a single-flute 1/8" which I might try for finishing if the 1/4" gives problems
2 Likes
Lessons learned from a first attempt at aluminium cutting… Don’t try to be too clever with fine walls, X and Y rotations, and Feed Speeds with the Standard Z. For all that, and a few nerves shredded, and a school-boy error, I have my first piece - a prototype belt clamp frame.
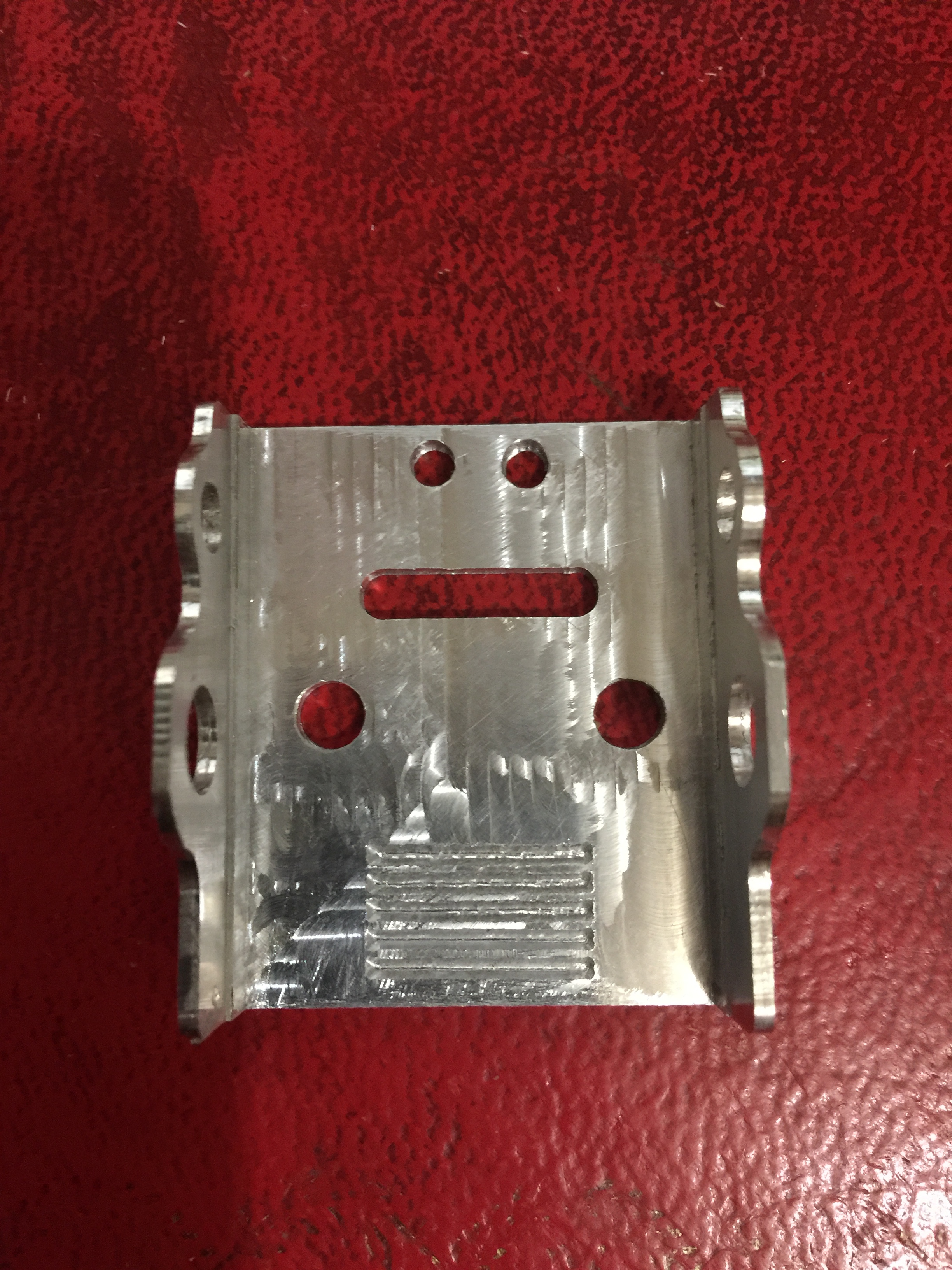
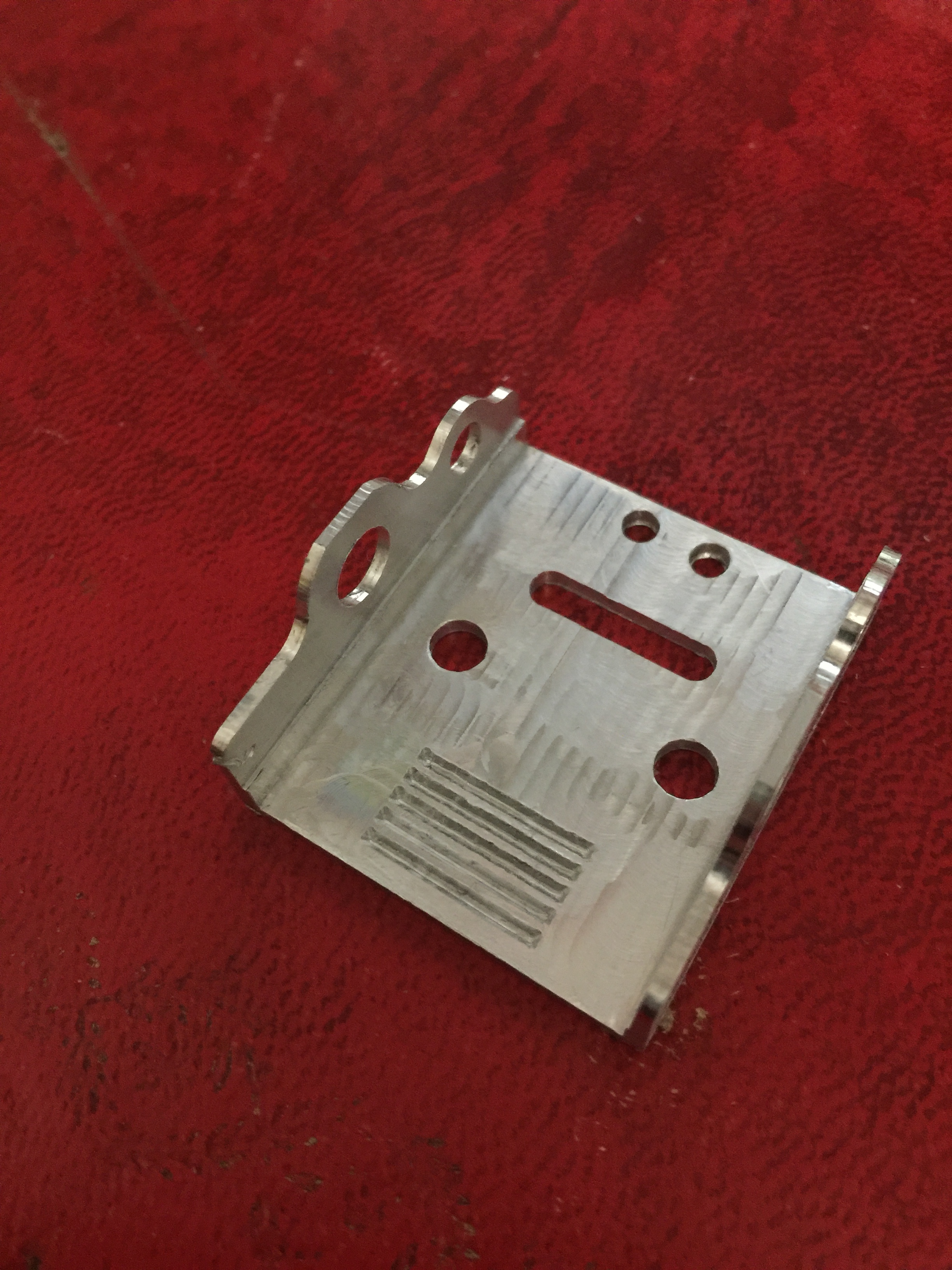
Surface finish is not good, there was lots of chatter (Z-axis moves, not wobbles, under modest hand pressure).
The school-boy error is that the 4 holes, slot and belt teeth in the base is supposed to be 180deg rotated to align beneath the 2 side hole pairs. Noticed it too late to rescue. Hey-ho.
Just as well my HDZ has just arrived, and my water cooled spindle is expected by Friday. Will properly sort the Z movement whilst installing this lot.
4 Likes
That looks great Andy! How does the belt fit in the slots? It occurred to me if you needed to, you could skip alternating teeth and not need such a small end mill.
I am waiting on one of these Amana 1.5" CH single flute end mills to my caps. Got some thick aluminum, will have to cut from both sides to reach the middle.
1/4" Single Flute 1.5" Cut Height
I would think the location of the clamping spot would be directly under the lower horizontal clamp bolt? Teeth are pretty far below… Move clamp farther down below the frame bolt hole over teeth?