(FULL DISCLOSURE) I set up my Shapeoko 3 XXL and ensured that all eccentric screws were tensioned correctly. Also, I have no problems with homing issues.
After completing all the checks and ensuring everything was done as recommended, I ran the traditional 1st job, the Shapeoko 3 Welcome Sign.
For reasons unknown to me, there are two issues:
Certain letters appear to be a bit wazy
and the most concerning of them is
The Carbide Logo looks nothing like it should. Lines are completely different and not even.
Belt tension — the Z-axis should be guitar string tight (but careful not to bend the motor shaft): http://docs.carbide3d.com/assembly/shapeoko/xxl/step-5-belting/ on deep cuts it may help to remove one spring from the Z-axis temporarily, esp. if one hasn’t added a spoilboard on top of the wasteboard — it also helps to install the router as low as possible (installing the Makita adapter upside down will help). Some folks have found it helps to remove the M4 Z-axis tension bolt, apply a thin bead of threadlock along the length of the threads, then reinstalling it after it has dried. See the video at: https://www.youtube.com/watch?v=_lIIb_PdziA Note that the X-axis motor is held in place on standoffs and if those bolts are loose this can cause belt tension issues.
Just my 2 cents but I had a similar issue on that same file on my first run. Did a little research and found all of my belts were too loose. I had read that over-tightening them can bend the motor shafts which made me a little gun shy. After adjusting the belts correctly, the problem was solved.
It appears that Sean was right all along… All I needed to do was tighten all three belts and walla!! MAGIC!! So I’ve this was my first experiment with an actual bit on the machine and I realized that the learning curve is extremely wide.
I took 3 things away from my first attempt:
The same above took all about 35 mins (is that normal?). I have so much to learn regarding speeds and feeds and all the other lingo.
When preparing to run the job, you have to manually turn on the router and the “spindle on” button on carbide motion does not activate it (is that also normal?).
Make sure the device that is running carbide motion is connect to a power source at all times. In the last 10% of the job, my laptop died and it took me a minute to realize that as the router was still on but no movement on any axis. To make matters worse, once I restored power, there was no option to resume from where I left off.
Just some pleasant tips and experiences from a first timer jumping head first into this wonderful world of CNC.
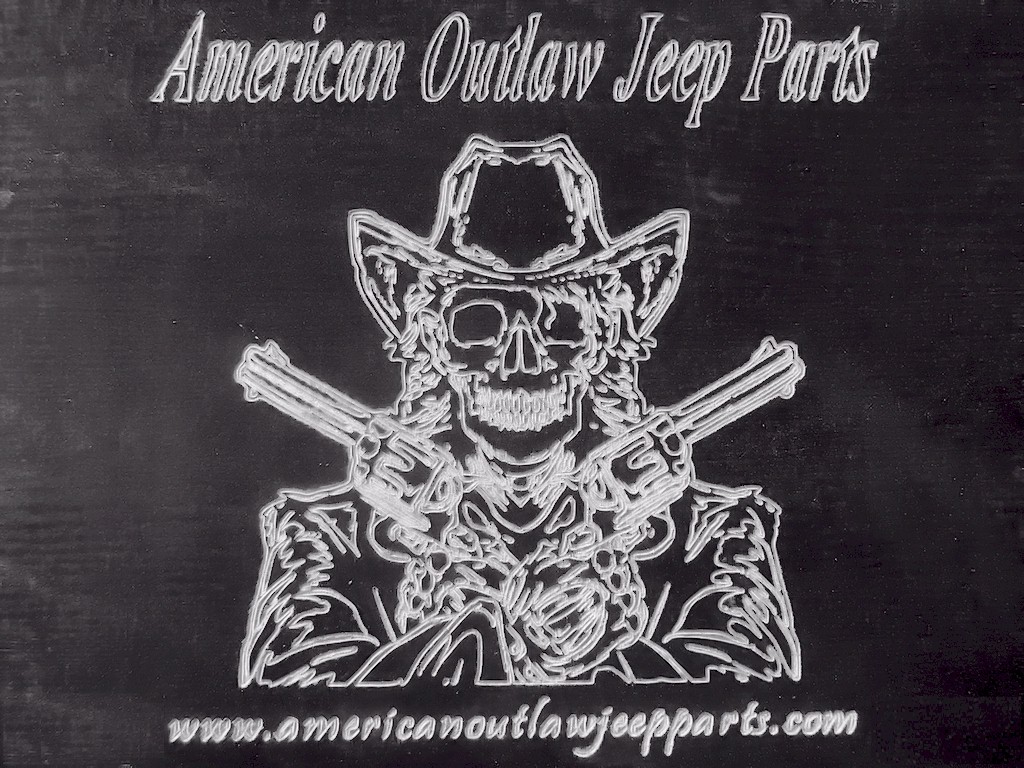
I’m getting more comfortable with my machine now (Shapeoko 3) and decided to make this for a friend of mine who owns the Jeep parts company. I used the #301 0.50" V-Bit (available from Carbide 3D) and made 1 pass at .20 depth with the recommended feed speed and this took about 30 minutes.
That is correct, I didn’t expect that job to run no where near that long. I still need to learn about the feeds and speeds (I didn’t change any of the setting once the bit was chosen). Then there is also the step over rate… basically there are many variables involved I just need to figure it all out.
Good to know. Would be good if they can work out some update to enable that function with the Shapeoko… Wishful thinking!!!
Not sure how you expect that could happen - there is literally no connection between the control board and the router. With something like the “IOT switch”, connected to the spindle PWM output, you can.
Absolutely! Glad to help out. Feel free to ask any questions here you have and I’ll answer as much as I can. You can check out the Wiki or these forums for feeds and speeds that work well for all manner of materials.
Now that you are up and running you may need to Tram the spoil board. Tram is squaring the router to the spoil board. I have a Whiteside 6210 1" 3 Wing cutter to flatten the spoil board. The Whiteside technical support recommends 100 IPM and 15,000 rpm. You just draw your spoil board in Carbide Create and create a toolpath to pocket the area. I cut at .015 depth and let it run. You can put pencil squiggles on the spoil board to see if you have any shallow spots. if you do then you can rezero and rerun the same gcode. In the install guide you square and level the Shapeoko but MDF is heavy and there is no support under the middle of the factory spoil board. I had the front left corner of my spoil board still not level after the first run and the second run fixed it. The MDF spoil board makes a tremendous amount dust so wear a dusk mask if you do not have dust collection. Also I have a spoil board on top of my factory spoil board. I got plans from Myers Woodshop on Youtube to make my supplemental spoil board with fences and clamps. I made the spoil board out of 3/4" MDF, got 5/16" Tee nuts from Amazon and made the cam clamps out of Red Oak. Check it out in the gallery " Spoil Board, Clamps and Fences for XXL" Myers Woodshop has free files or you can purchase them at his Etsy.com store. Happy CNCing!