Anyone using Solid Edge CAM Pro or NX CAM Pro with Shapeoko? The post processor seems to output a lot of gcodes that are not supported by my Shapeoko. I found this link that has a list of gcode commands that are supported “on Shapeoko with Carbide Motion”, but does that mean those are the only ones that are supported by the controller? If I use Universal Gcode Sender or something else it reports “GRBL 1.1f”. Is there some other link to a library of gcodes the controller supports or do I need to stick with the list from link above?
That link is what Grbl and Carbide Motion support.
You will need to find a post-processor which limits the G-codes used to those which are supported.
This has been discussed in the past:
Relevant links:
The GRBL wiki lists the G-Codes that are supported by GRBL. Home · gnea/grbl Wiki · GitHub
And a bunch of other good info.
@Tod1d provided a post processor. It looks like it is generating the same output that I got from the post processor on post hub, so I am guessing the one on post hub came from Tod1d. I am just learning NX CAM pro so I set up a simple pocket operation to test things out. I post processed and Carbide Motion would not even run it, so I switched to UGS. What do you guys use to send gcode?
I have a number of questions about the generated gcode.
- First line is always “O0001” which throws an error, so I have to skip this line to proceed
- First move is N80 G0 G53 Z600. which throws an alarm. My machine seems to be set up such that z=0 is at the end stop, negative z is down, positive z is up (which seems correct intuitively), but that means that all z locations are negative?? I tried to move Z way down and reset zero, but this gcode with G53 appears to be absolute machine coordinates, not relative to Z=0.
- In stepping through the code line by line and avoiding all of the +Z issues, I come to a G3 line that throws error 34 on invalid radius N140 G94 G3 X2.593 Y0.406 Z27.059 R2.857 F250.
Thanks for the help guys!
Ah ha. Looks like there was a bug in CAM Pro post processor selection. Just for kicks I tried the post-builder tutorial and noticed that the output was not changing when I changed post processors. I restarted CAM Pro and re-selected the post processor @Tod1d provided and now I have new output, no “O0001” on the first line, no crazy z move at startup.
Nope. I didn’t even know that one was there. And it’s a Post Configurator post.
Mine was created with Post Builder, and should be much easier to edit if needed.
- O0001 is a common G-Code program name. Not supported by CM
- G53 means, “Use machine coordinates” rather than “Part/Workpiece Coordinates”. On these machines, all Machine coordinates should be negative, because the home position is up, back, right.
- What is the line before N140?
Whatever was going on with CAM pro was faking me out. I restarted and chose the post processor you provided and it worked. I was able to run the tool path. It was as if CAM Pro was not honoring my post processor selection until I restarted.
Tod,
Just curious, on post builder screen 1, what setting did you start with for the controller? Generic?
Another CAM Pro question, let me know if you think I should start a different thread…
When I try to pick a material, there are only a handful listed. Do you have a material / feeds and speeds for MDF? Any idea how I would install the material in CAM Pro so that I can select it?
I used Fanuc. But i’m sure Generic would work fine. I removed a bunch of stuff from the Fanuc post to get it Shapeoko compatible.
Do you mean NX CAM? Are you talking about this material?
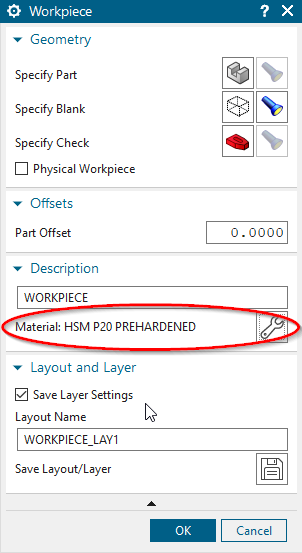
Those live in this file…
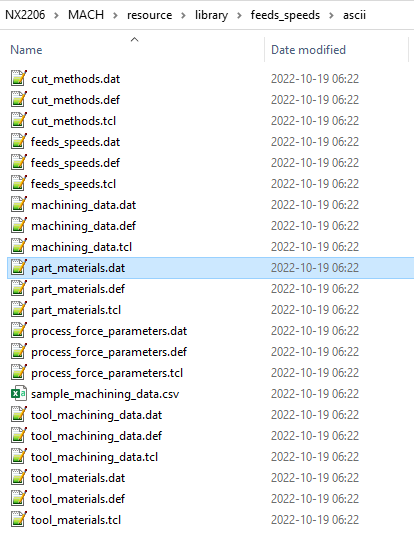
NX provides a few materials as an example for creating your own S&F library.
To automate Speeds & Feeds in NX, you need to customize all of the .dat files in that folder.
You can do it from NX with Menu → Tools → Edit machining data library.
You need to create a separate combination for each Part Material, Tool Material, Cut Method, Tool diameter, Tool length, setpover & cut depth. Then for each combination enter a surface speed & chip load (Feed per tooth). The system will calculate the spindle speed & feedrate from those numbers, the tool diameter & number of teeth.
This is NOT a trivial task, and takes quite some time. There can be thousands of combinations.
If you’re a large corporation with fulltime NC programmers and a lot of machines & tools, this would be worth the effort. Otherwise, I would recommend just doing what I do & type in the speeds & feeds you want.
1 Like
Thanks Tod, I don’t know how I ever would have gotten this working without your help.
I found a metric converted feed & speeds chart on this post Shapeoko & Nomad - Feeds & Speeds Charts - #3 by tito
One NX question… do you have any of the Shapeoko tools entered for NX, e.g. #201. I measured one, entered all the dimensions, generated a tool path, but then somehow was not able to save it to NX tool library. I am going to try again today and see if I can figure out what I did wrong.
Thanks again for the help!
I don’t have the Shapeoko tools. I usually just create tools on the fly.
If you’re going to start customizing the CAM resources (Post, Tool Library, Simulation, Material Library, etc…) You should copy the Mach\resource folder to a location you can edit. Something like C:\my_resource or D:\NX1980_custom\my_business_resource
Then set up a shortcut to call NX with that folder set as UGII_CAM_RESOURCE_DIR
Then you can set the permissions on that whole folder to remove all the Read-Only attributes.
If you decide to do this, let me know & I’ll send you one of my .bat files & shortcuts.
It’s just a copy of NX\UGII\ugii.bat with that variable set.
Yet another question… what software do you use to send gcode? The post processor output G81 for hole drilling but when I used UGS to send it to the Shapeoko it was not supported. I saw a thread that another gcode sender, bCNC internally translates G81 to simple moves. Just curious to know what you are using.
1 Like
In NX, change the “Motion Output” to Single Moves. You won’t get canned cycles

I use a NX post I created to output to Carbide Motion / GRBL format, so I still use CM to run the machine.
1 Like
Excellent! You are the man!
This topic was automatically closed after 30 days. New replies are no longer allowed.