@Julien If you have been cutting aluminum and think it may be a chip, try the Drano trick. Search for how to remove aluminum from endmills. Drano or Lye should attack the AL and leave the steel alone. Then you should be able to remove the nut without further damage.
4 Likes
Another excellent suggestion thank you, I do use lye for the occasional clogged flute while cutting aluminium, so I should try this first.
I would take it out of the mount and lay it down on your machine bed. Put a wrench on the upper shaft and turn it so the wrench is resting on the bed so the shaft wont be able to spin and then use an impact. If the threads were damaged there is no saving them anyway no matter how gentle you try to be, which is why i suggest the impact.
It would be far less force on the cnc parts this way also as opposed to trying to spin two wrenches in opposite directions while trying not to twist the machine any.
2 Likes
Criminy - this is a cliffhanger like who shot J.R. I seriously keep checking back to see if @Julien has triumphed over the evil spindle nut. Should I get invested in this? Will there be a season 2? ![]()
9 Likes
I say don’t use an impact driver as suggested! I’m not sure how the spindle is constructed but it probably has a back bearing meant to withstand a bit of axial pressure but not to be hammered against.
1 Like
I wouldn’t want to keep @dandangerous holding his breath, so here’s the latest report from the ER:
Pre-op soaking in lye (because why not, just in case)

I don’t have a breaker bar of any kind, so the crazy answer was…TAPE! ![]()

And then the even crazier move (PSA: do NOT do this to your Shapeoko, ever)
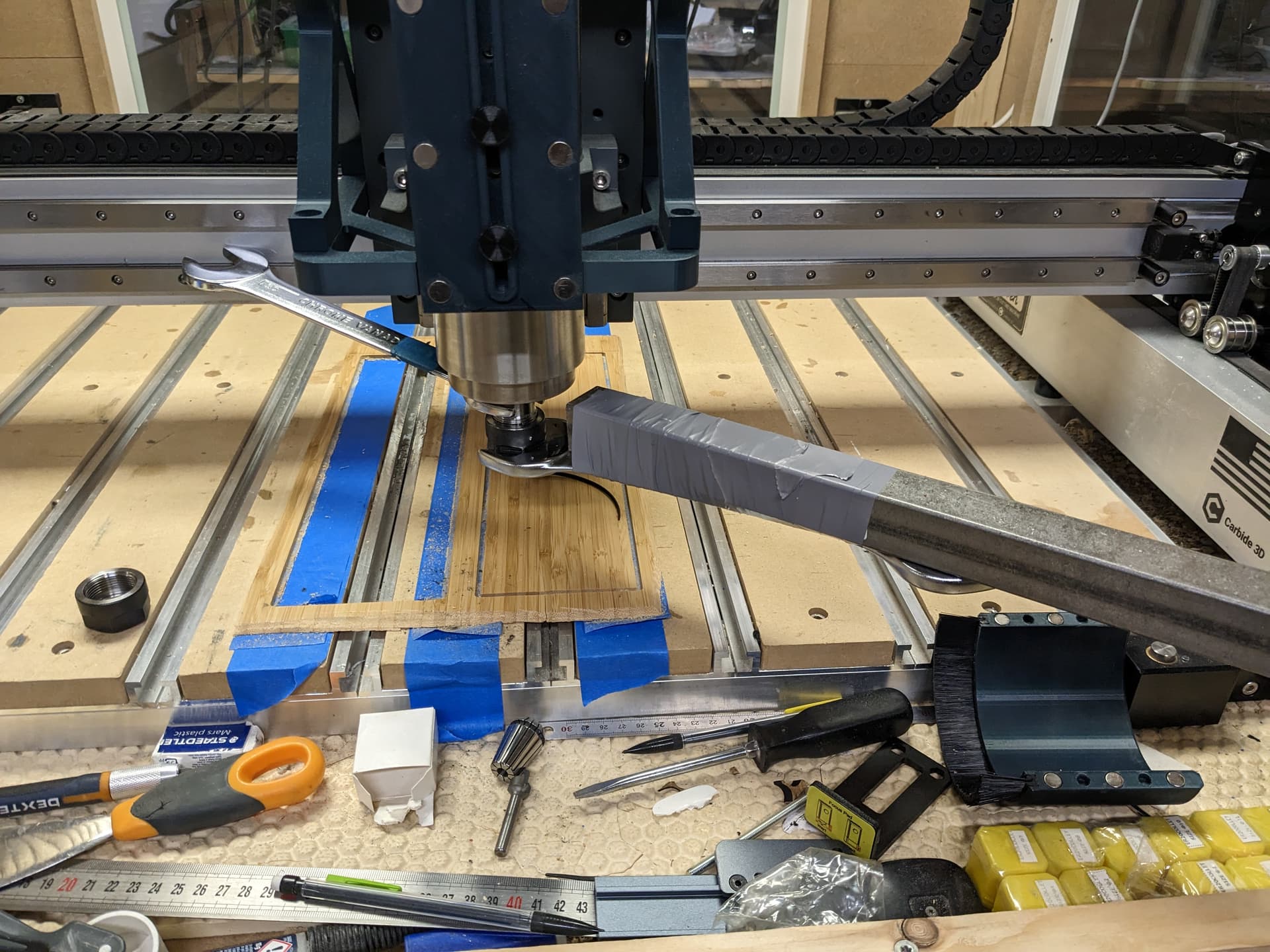
But the craziest thing is…it worked !

I can’t believe that whatever that black residue in the threads is, required so much brute force to remove the nut.
Now to clean-up the shaft thread, try on a new collet nut (luckily I had bought a few spares), and then…damage assessment, running the spindle slooowly.
23 Likes
I have zero experience, but after watching one youtube video I suspect the black residue is what is left after the lye dissolved the aluminum. Which basically confirms the theory that you had aluminum stuck in the threads.
Could you see any “fizzing” from within the lye solution?
1 Like
I did not pay attention to be honest, but this might well be the case
Time for a thread file
2 Likes
Woot Woot ![]()
![]()
20 Char
Just make sure to oil the threads, taper, nut and collet after Lye’ing to it. Lots of folks have said that it cleans the metal good enough that rust can appear quickly.
3 Likes
Same thing happened to me, I now clean my collets with a medium tooth brush between tool changes, you would be surprised what accumulates in and around the threads during use.
5 Likes
I’m happy to report that everything is OK now, and the spindles spin happily as it always did.
I have no M25x1.5 thread file so the next best thing was slowly working a (fresh) collet nut back and worth along the thread, removing it and cleaning the metal dust with a toothbrush, rinse and repeat until I got a smooth movement (it did take an hour)
Pfew…48h ago I really thought I was in a dead end. Thank you all for lifting my spirits with all the ideas, it seems like every once in a while brute force IS the answer!
Back to milling.
15 Likes
Glad to learn of the successful resolution and learn about the lye/aluminum trick.
When my hands don’t have enough oomph to squeeze the wrenches together on a big shaft I park the wrenches <45* apart and use a Quik-grip clamp to do the squeezing. Especially when the wrench’s aren’t the shape that can accept a pipe as a cheater bar.
1 Like
Also, a stiff brass brush is good for cleaning threaded shafts.
4 Likes
A habit I have gotten into is to clean the nut EACH TIME I change the bit. Sometimes it is just tapping out and using my lungs to blow it out. Have a brass brush and air to assist in cleaning. EVERY TIME.
Glad it worked out for you
5 Likes
Glad this worked out!
Reading the thread from top to bottom was an emotional rollercoaster ![]()
6 Likes
I love stuff like this… we all learn
2 Likes
This thread caught my eye due to similar symptoms of some minor resistance on the nut when changing bits. I too have been cutting aluminum. I had the vague idea that smaller chips could maybe be on the threads, but haven’t really paid attention to policing that possibility seriously.
This thread has been useful in many ways. I would have explored brute force, hot and cold, but probably would not have thought of lye. It is also good to know that this could happen, and not result in having to rebuild a spindle or purchasing a new one.
Thank you all.
2 Likes
Have you tried heating the nut to expand the metal. This happened to me once and using torch heat on the nut expanded the metal enough that wrenches broke it loose
1 Like