Here we go again. I can’t seems to get anything right anymore. I have tried and tried to follow every “inlay” youtube and tutorial on this topic of inlays and I am getting no where. I know how Clint Eastwood felt in “The Green Torino” after now having over 12 carvings with this thing just trying to get to a point where I can trust using larger, more expensive wood. I’m using walnut and maple and cherry and nothing comes out. I’ve used 90V, 60V and 30V bits combined with 1/4 endmills, 1/8 endmills, and even 1/16 endmills to rough out, and they don’t seems to work at all.
I’ve set the “base/female” to 0.2 inch and the “plug/male” to 0.2 with 0.04 glue gap and the results, quite honestly, suck. Gaps, parts of letters missing; even the lions plug and base don’t even come close to matching as you can see in these two files.
Why does it look so easy and seems so easy with all the videos and tutorials, but still doesn’t come out.
Yes, I at least got over the “reverse mirror” error, but that hasn’t solved anything.
Here are the two files. I’m sure the answer is simple, but this simpleton just doesn’t get it.
Any directional info would be appreciated. I’ll try anything at this point.
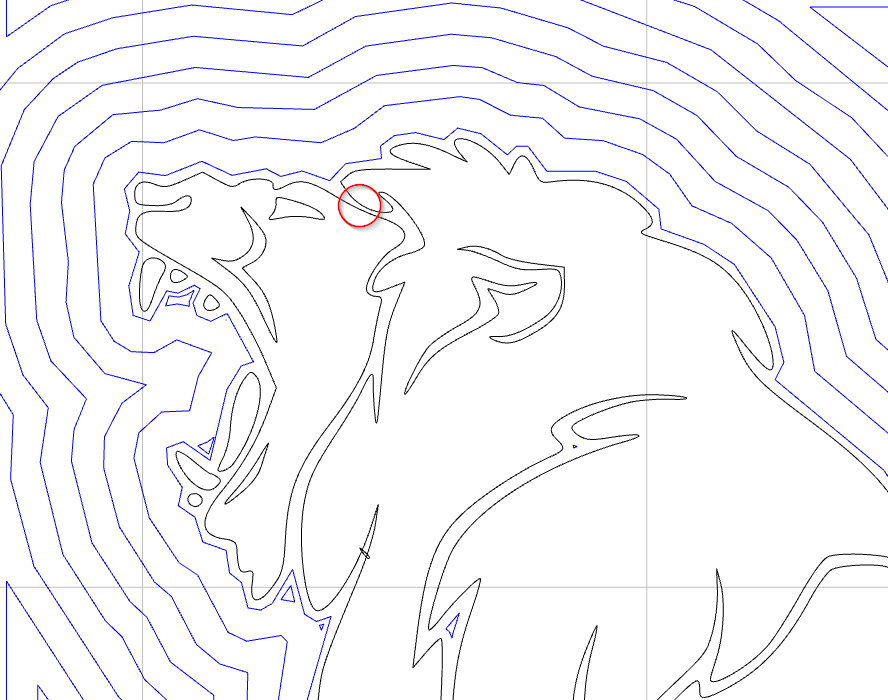
The space in the red circle is about 0.008" across. Which means even if you lower the glue gap to zero, you will only be leaving about 0.014" of material in the inlay. It looks like it cuts everything with a glue gap 0.010", but then in those tight areas you will only have 0.004" of material in the inlay. If you have to surface a little extra off to get it clean, you’ll have nothing left.
Exactly. So why don’t the setting the work for everybody else work for this? Seems pretty simple to follow what everyone says, but it doesn’t work.
Even the lettering is all funky. The letters are not coming out right, for example, the Y doesn’t even have a lower leg left and a lot of the other char. are so thin they won’t even leave anything in the pocket/female board.
Here is a pic or two of the male/base board. Certainly the lions won’t work and most of the letters won’t either.
My 3XXL can’t cut these types of inlays so I need to trash it and buy something else?
My CC s/w doesn’t work for these inlays and I need to buy other s/w?
So far I have over 45 different bits from 1/32 ball to 90 degree V’s and just about everything in between. Do I need other bits??
If I hear another YouTube video say “all you need to do is…” I think I going to take this computer and my 3XXL throw them in the driveway and run over them with the truck.
Carbide Create will work for inlays, but you need to have appropriate settings and materials
a 60 degree, or more acute V endmill and a #102 or #201 should work — you just need appropriate feeds and speeds.
Guidelines which will help:
simplify the design as much as possible
ensure that there is a good balance of foreground and background
make sure that you are using stock suited to holding the finest details which you will need to cut
Adjust feeds and speeds as needed.
My recommendation would be to set up a test cut for a given inlay material pair and then cut it and glue up and remove the inlay to test things — design the test cut so it is guaranteed to have a point of failure where there is detail too small/fine to expect to be cut successfully twice, and graduating up to features which you are confident of being able to cut.
Then, for a given material combination, evaluate a design and determine to what degree a design needs to be simplified so as to be cut twice and inlaid successfully.
People seem to be using Cherry, Maple, Black Walnut so that’s what I’m using
As I said, I have purchased 90v, 60, and most recently 30V bits but nothing seems to change.
The guidelines for cut depth and glue pocket seem to match with what even the tutorials on CC say with a 0.2 depth and a 0.04 glue pocket.
I’ve adjusted the speed of the bits from 10K to 18K and the feeds from 25 to 60 in. and no change.
I can post my pile of my test “trials” with over 15 different iterations ,( some that will drop in and glue up and leave gaps and other that won’t even drop into the female board so far,) but not sure that will do anyone any good.
If you look at the files, the female looks pretty good for the lions, but the male file won’t even get close to dropping in. Shouldn’t both, with the same bits and speeds and feeds work to come together?
Is the lion to small? I see other people cutting even smaller more detailed pieces with 90 and 60V bits and the same settings. Is my machine that far off that it can’t do this kind of work? I’ve done lots of cutting board lettering without issues but inlays just do not work.
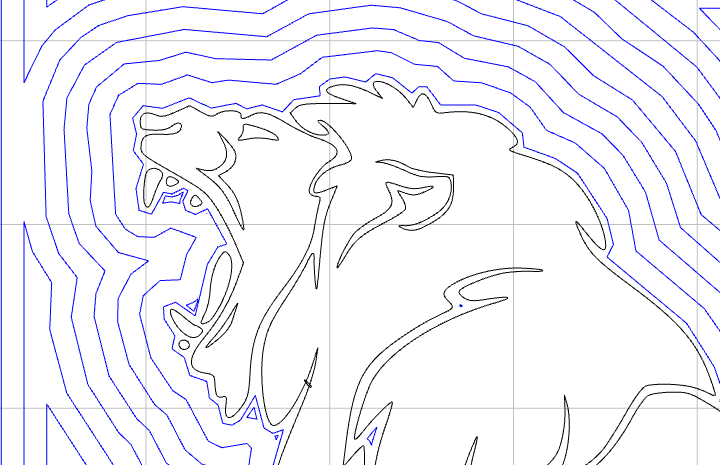
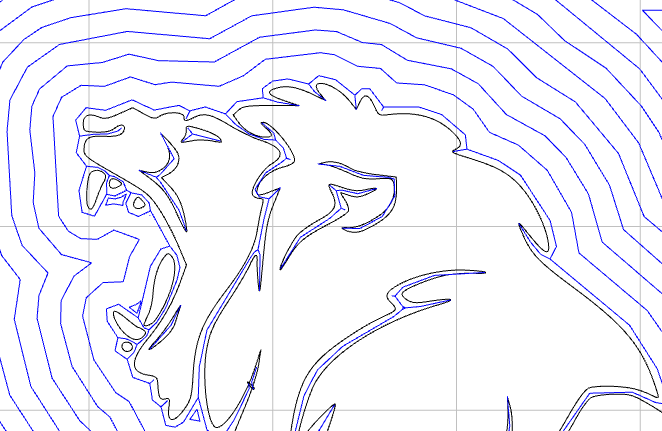
Messing around with just the lion. At 0.040" glue gap, you are missing some details.
I think I would go back to the old method & not use the inlay mode. On the male side subtract your desired glue gap from the total depth to get the start depth, so…
Start Depth: 0.160"
Max Depth: 0.200"
Material chipping out is another story. Did you notice if the chipout was occurring with the end mill or the Vee bit? Whichever I would reduce the depth of cut on that, or both cutters to remove the material a bit more gently. I would also put a pretty heavy coat of sealer on before cutting, and maybe again before the last pass at full depth.
I’d take a stab at cutting just one lion in maple & walnut, but my machine is on the fritz right now.
As soon as it’s back up I’ll give it a go.
Again, thanks Tod1D
Tried your suggestions to no avail.
I guess a 3XXL just can’t do small details for inlays.
I’m just going to give up on inlays and just use contours and pockets and live in that neighborhood.
Maybe some day I’ll get a machine that can do inalys.
I used the inlay mode in CC, not pro, and it appears that inlays only work if you have large designs. I have view every CC inlay program I can find on youtube and they all use large designs, I guess to overcome the inability of the Shapeoko to handle small designs. As long as I do 3-4 inch or larger designs for everything it works ok. Not sure I want to create a desk sign that as long as the desk (4 feet) and 6-8" tall. Seems a little overwhelming to have a name sign that big for sure.
When the sign gets down to what it should realistically be, like 3 inches tall and maybe 8-10 inches wide, everything falls apart and inlays don’t seem to work.
I have loaded up VCarve Pro and Fusion 360 to see if they might provide a different solution, or if infact it’s just the limit of the Shapeoko.
I am not sure it is a machine issue unless your machine is not true. I.E. belt stretch, eccentric nuts ect. I have a 3XXL with a belt z. Completely factory and can do what I consider small detail inlays, it is all bit selection and sometimes i adjust my nodes in the file to ensure my bit can pass. I am not around my computer and wont be for a while but when I am i will take a look.
OK, I’m still insane, trying the same thing over and over…
Changed the belts out for new ones and adjusted.
Removed and cleaned all Vguides and rails.
Installed a new router and checked all screws for tightness.
Used new $45 30 degree Vbit and new 1/16 inch end mill
Used settings described in multiple youtube and postings here and elsewhere
Flattened both boards before starting either inlay cut
Used bitsetter for all bit changes
Used multiple hold downs , and blue tape/ca glue, to ensure both board were down tight.
Here is the results:
Boards will not go together. The lion is the best example of not fitting and the lettering in the plug gets so “thin” at the top of the letter (bottom of letter when inserting) that some of them even broke off.
This pic has the cherry as the base/female and the walnut as the plug/male. Even reversing them does not change anything in the fitness nor the lion cutouts.
I may try the manual method mentioned above, as the inlay mode does not work for me it seems.
Maybe try this: clean up your image as much as possible. on your male inlay use a 1/8 or down-cut endmill (maybe even a contour cut with a 1/16) pref with 3 blades to clear material in advanced V-carve to get cleaner edges. Use a sharp 90 V bit, and your belts NEED to be guitar string-tight. meaning when you stick a finger underneath the belt and pluck the belt with the other hand, it will make a note. yeah the male lion just will not do. you must clean out the female V-carve lion and with that big crack its probably vibrating all over the place, I don’t know how your hiding it down but that could def be the source of your issue, two sided tape or painted tape with super glue and reaction spray + your normal methods. try and elemenate every single possible reason/ you already did most with the maintenance. just a few more little tweaks so you don’t leave anything to chance. also I have seen many videos with people saying they failed until they followed this youtube video step by step. its just the numbers your really after [CNC inlay tutorial youtube] (https://www.youtube.com/watch?v=Naxq3SbQH50&t=2446s)
if all else fails and you have already told someone you’re making them something (what I mean is for whatever reason you are committed.) maybe try and just V carve some 2 tone PVC or richlite. its not an inlay exactly but it looks the part-ish. and I bet you could get much more detail this way without all the headache. just trying to think outside the box
Thanks Gravemen;
I have watched that video, and just watched it again. I don’t have vcarve yet so maybe I need to spend the $800 or so to get it so I can use his “known working dimensions” since they don’t directly translate to CC. I did use the “known working dimensions” from some of the other videos and while they seem to handle the lettering fairly well, the lions are just not getting the cut they need to come together.
I did tram my machine after placing the new Vguides and new router and while not perfect, facing the material both in the X and Y direction leaves very little remailing marks, maybe 1/32 or less, some very hard to see unless you get the light just right.
As I mentioned, I used both the blue tape method and hold downs to keep the board down on the spoil board. The crack doesn’t go all the way through the board and I purposely stayed away from it will the detail cuts.
If someone wants to give me different setting for both the male and female pieces that they think will work better, I’d be glad to try some more. (Well, maybe not glad but willing). At this stage, fall is coming on and I guess having more firewood for the grandkids to roast hotdogs on isn’t all bad either.
I’m going to go out on a limb a bit. Many may disagree. I do not believe it is possible in wood to cut with a cnc an inlay with the detail / size of the lions. The lions heads are approx. 0.5 inch square. Tod touches on this in the first reply to your post. The leaf in the video linked is about 8 inches long with very little detail. Analogy: he is making a sharpened stick, you are attempting a samurai sword on the kitchen stove. Save yourself the frustration. You need a much simpler design, not different tools, not different software, not a new machine. Maybe just contour the lions after finishing the wood? The letters … still pretty small but maybe doable in end grain (but I can’t do it and will not even try). I recommend practicing big in MDF with one letter, then add details, then go smaller as the process becomes easier. Cheers.
And with Inlay Mode turned off using a 0.160" start depth
These 2 paths should look identical. The only difference being that when using Inlay Mode the toolpaths are honoring the Depth Per Cut setting on the tool.
Try these two files on the back side of some of that expensive firewood. The lion is slightly larger than the original to allow room for detail. You may want to consider running the female / socket cut twice if there are to many fuzzies left behind.