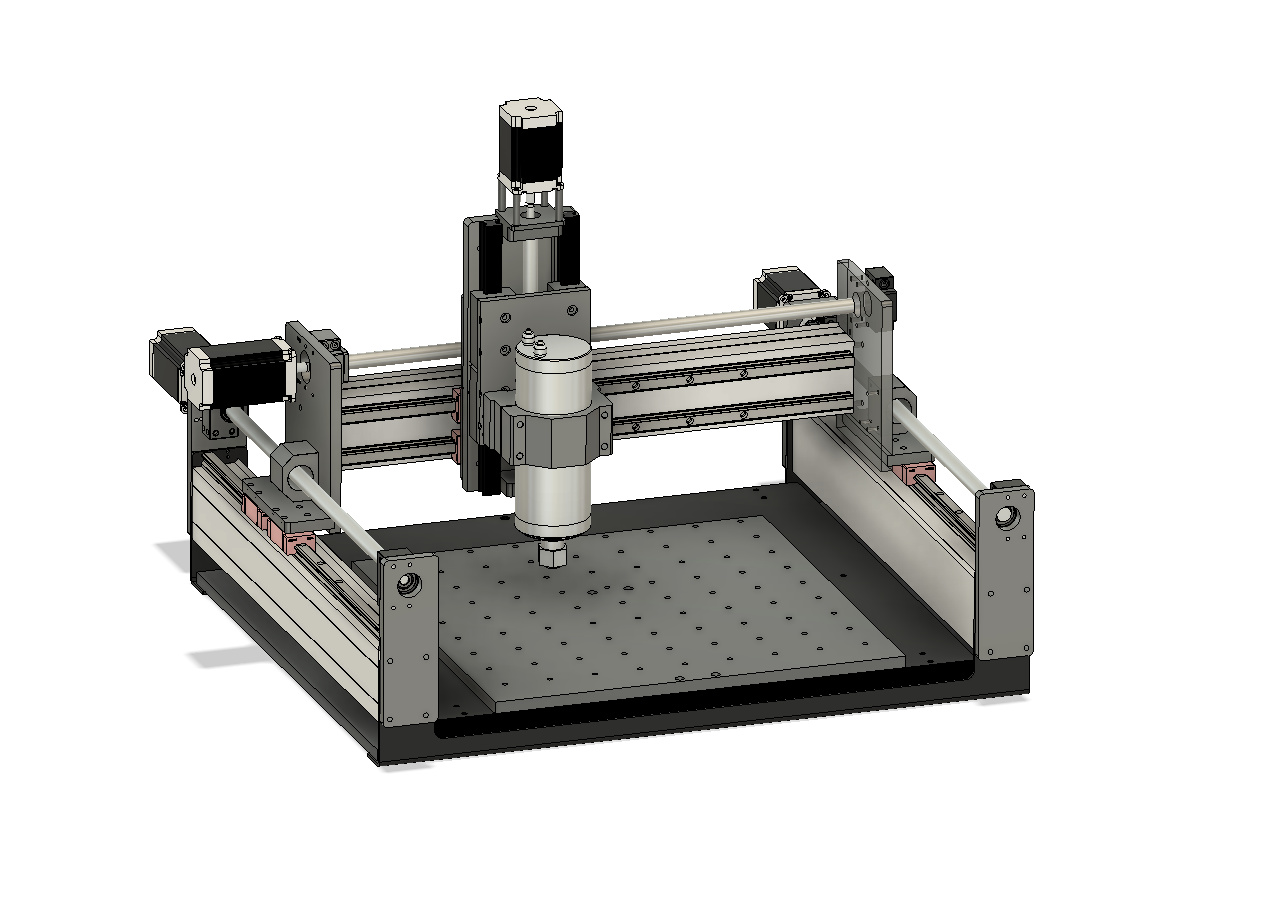
Couple weeks ago tried selling my so3 but the offers I were getting were downright ridiculous so instead decided to keep it and modify to better suit my needs. There’s number of things that I like about this machine like really robust extrusions (that I was trying to find and equivalent of but could only find a t-slot ones) and very sturdy base with added aluminum bed. Things I don’t like are clearly motion system (especially the v-wheels that were rocking my hdz back and forth while cutting) and sorry to say but the controller. I just can’t get over the fact that it can work okay and few days later for no reason I’m constantly getting disconnect issues. Anyways, decided to keep the frame and install linear rails on all axis as well as bigger motors, ballscrews and use new controller (that Ive already had laying around).
@a.f.waltz These are all off the shelf parts available on ebay and aliexpress and prices don’t very significantly enough to post specific links, but I’m going to list parts I’m going to use.
@Vince.Fab Went with the hgr15 linear rails, mostly because I already had them from another build but also because there’s no need to go with 20mm rails. Gantry will not be heavy enough to require larger rails. Don’t remember what are the load ratings for 15 and 20mm rails but remember that 20’s would be an overkill. It wouldn’t hurt in any way though. Went with 1610s ball screws. Been running 1605 on my other machine for a while but motors couldn’t keep up and screws were whipping horribly near max speed which was only 6500mm/min.
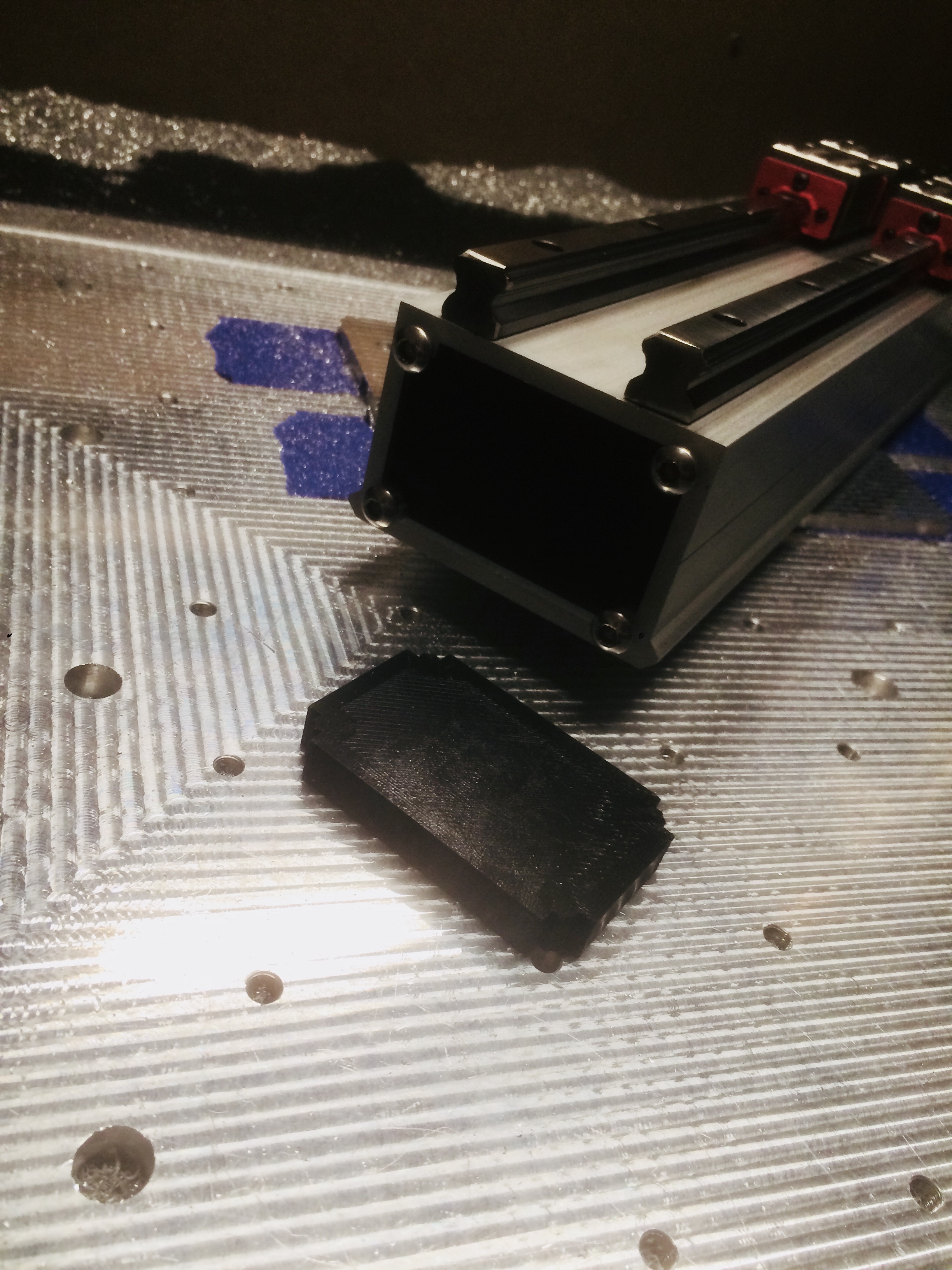
@stutaylo I’ve 3d printed extrusion caps that should allow me to fill them with a dampening material before putting machine together. Haven’t yet decided what to use but for the time being would like to stay away from the epoxy granite in case I need to replace the rails for a better quality ones in the future? Been reading a lot about using sand or pea pebbles but havent decided yet.
Didn’t give it that much thought tbh. I’m using single nuts and they’re way better then the belt’s ever were for me so just went with that. No more undersized skewed holes.
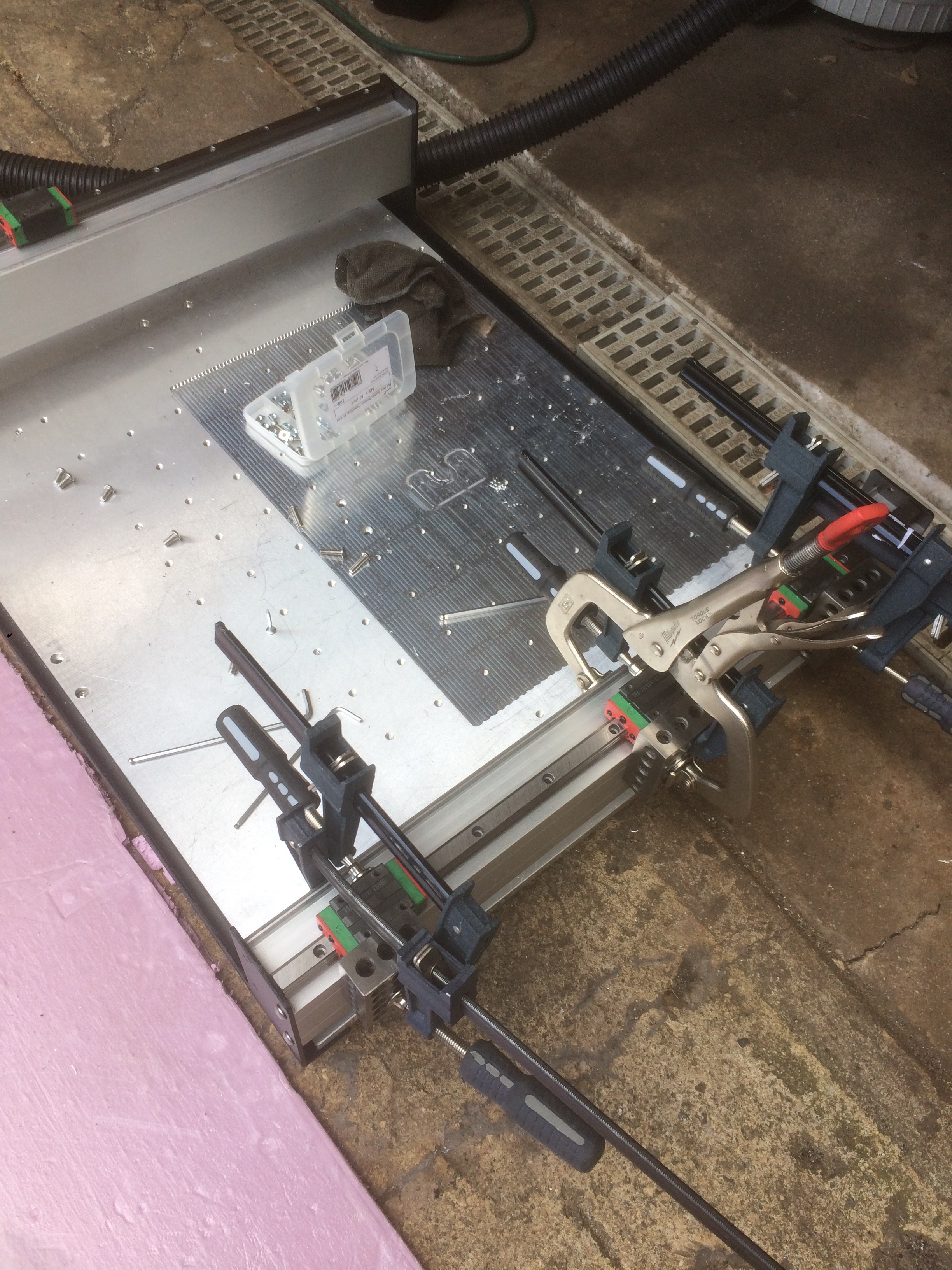
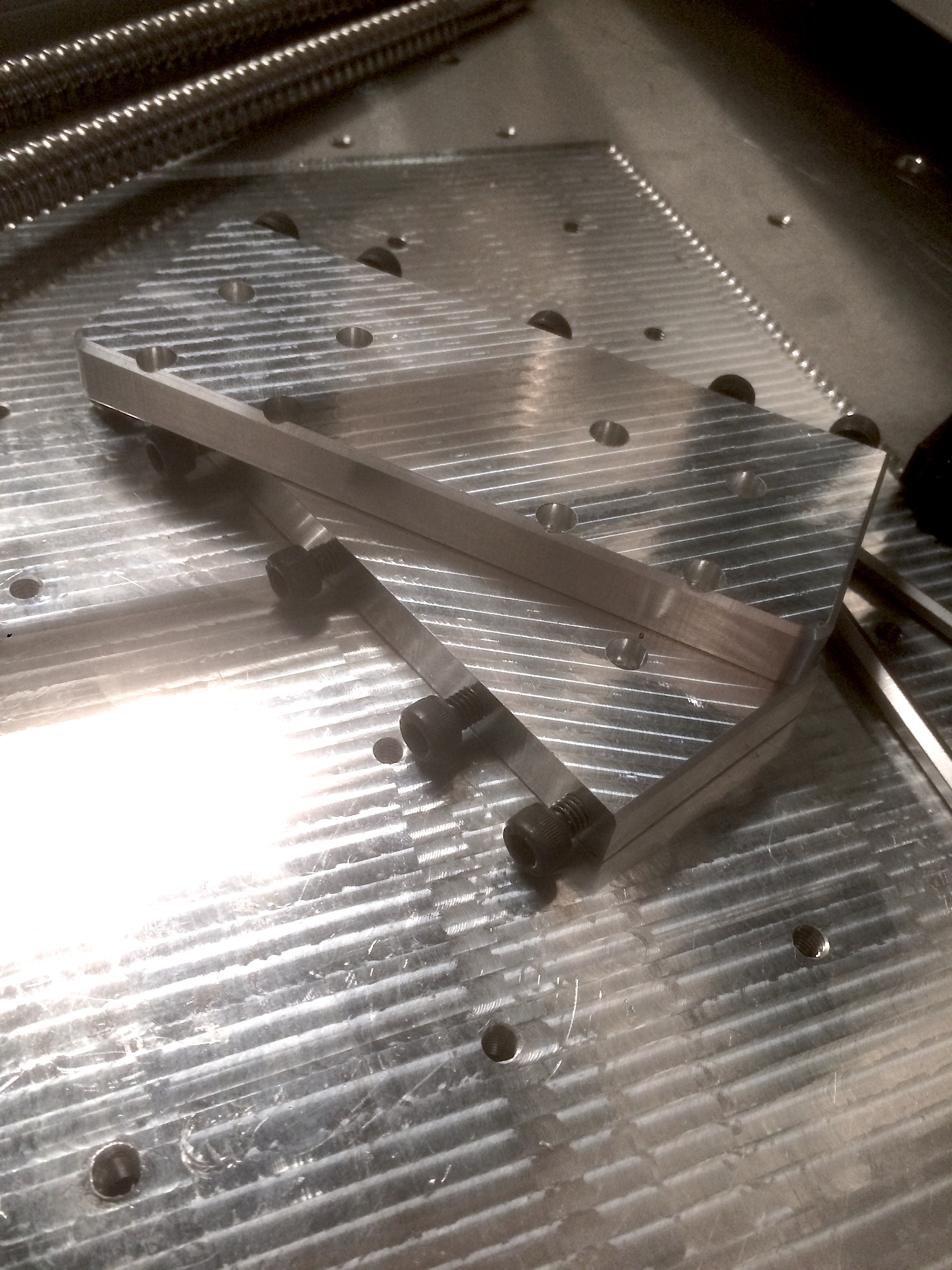
Had some time today so milled plates which attach to the bearing blocks on the Y axis. I’m pretty happy with how they came out and the dimensions were off only by 0.05mm.
Thank you. Have a spare xpro v4 that was bought to replace an allegedly broken controller . I’ve had a really good experience with spark-concepts product so I’m actually looking forward to get to the wiring part of this build. One day would love to build a really heavy duty router - maybe on a granite surface plate or a full epoxy granite casting with something like a Masso controller, but by that time maybe something else better will become available …
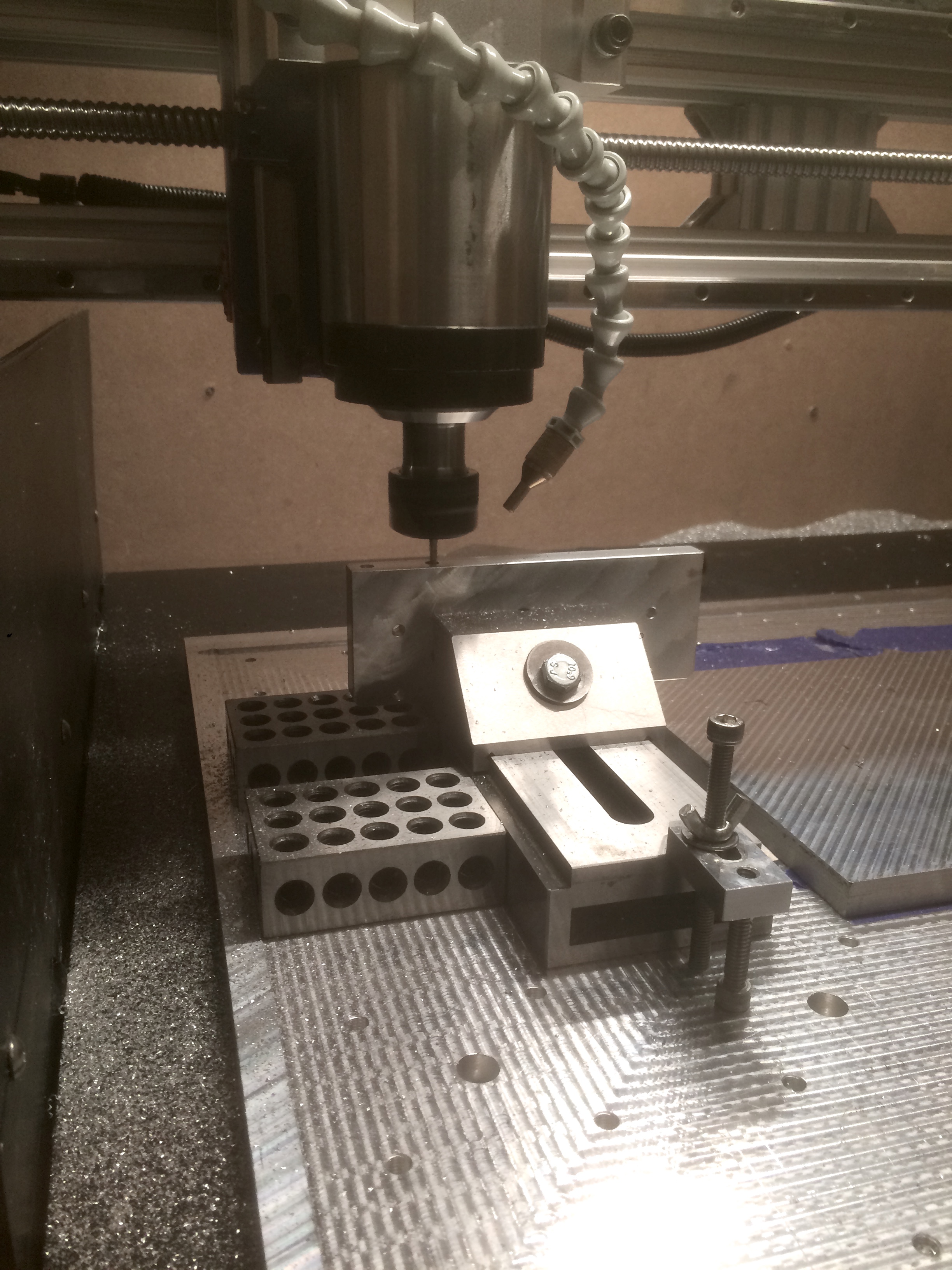
Yesterday was a very eventful day, had planned to cut all the plates but my machine had other plans. While doing a contour roughing pass at 3500mm/min 1mm DOC 5mm stepover - Z motor jammed and my favorite 6mm single slammed, while moving to another position, into one of the plates. Turned out to be a short in a motor wiring.
Gosh hate when that happens. Not only did I mess the piece up but also completely threw the machine out of tram. So had to re-tram the spindle and was hoping to salvage the parts by finishing a job with another cutter - 10mm single this time but haven’t noticed that while the machine crashed - not only did it brake the end mill but also misaligned the gantry. Should’ve homed it, put motors to sleep and slide both sides by hand towards the back to make sure everything was okay. But I didn’t. That’s why when I resumed the job it was cutting at the angle and at this point there was no way I could salvage those parts.
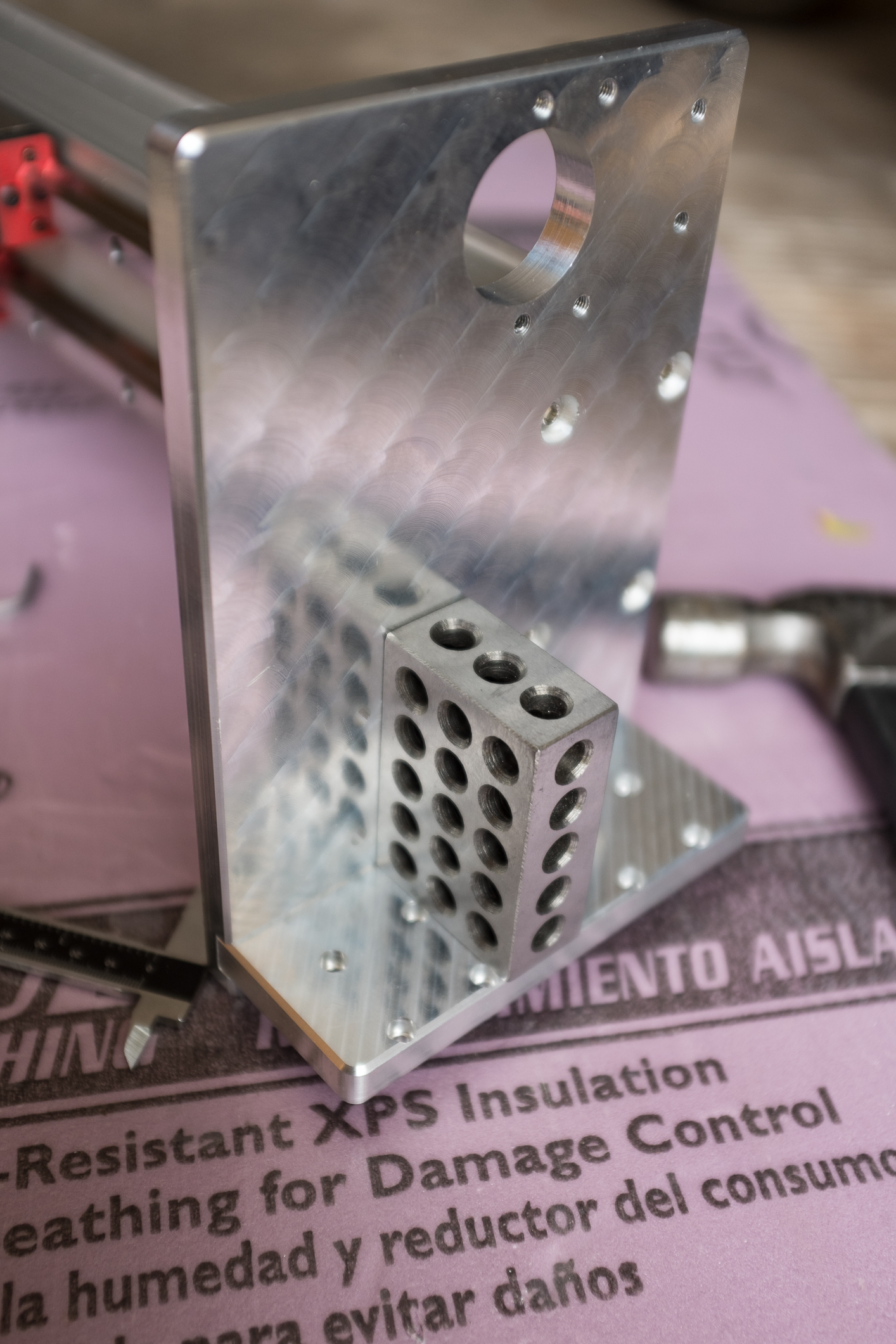
Re-tramming, surfacing new plates and adjusting design to new plate dimensions took a while so in the end only managed to finish one plate, plus still have to drill holes for the m5 bolts to sit flush but in the end I think it came out pretty decent.
All this experience got me seriously thinking about getting closed loop steppers for this machine. They aren’t that much more expensive, and in case of another crash at least would hope they’d stop the machine from trying to push through 10mm of aluminum.
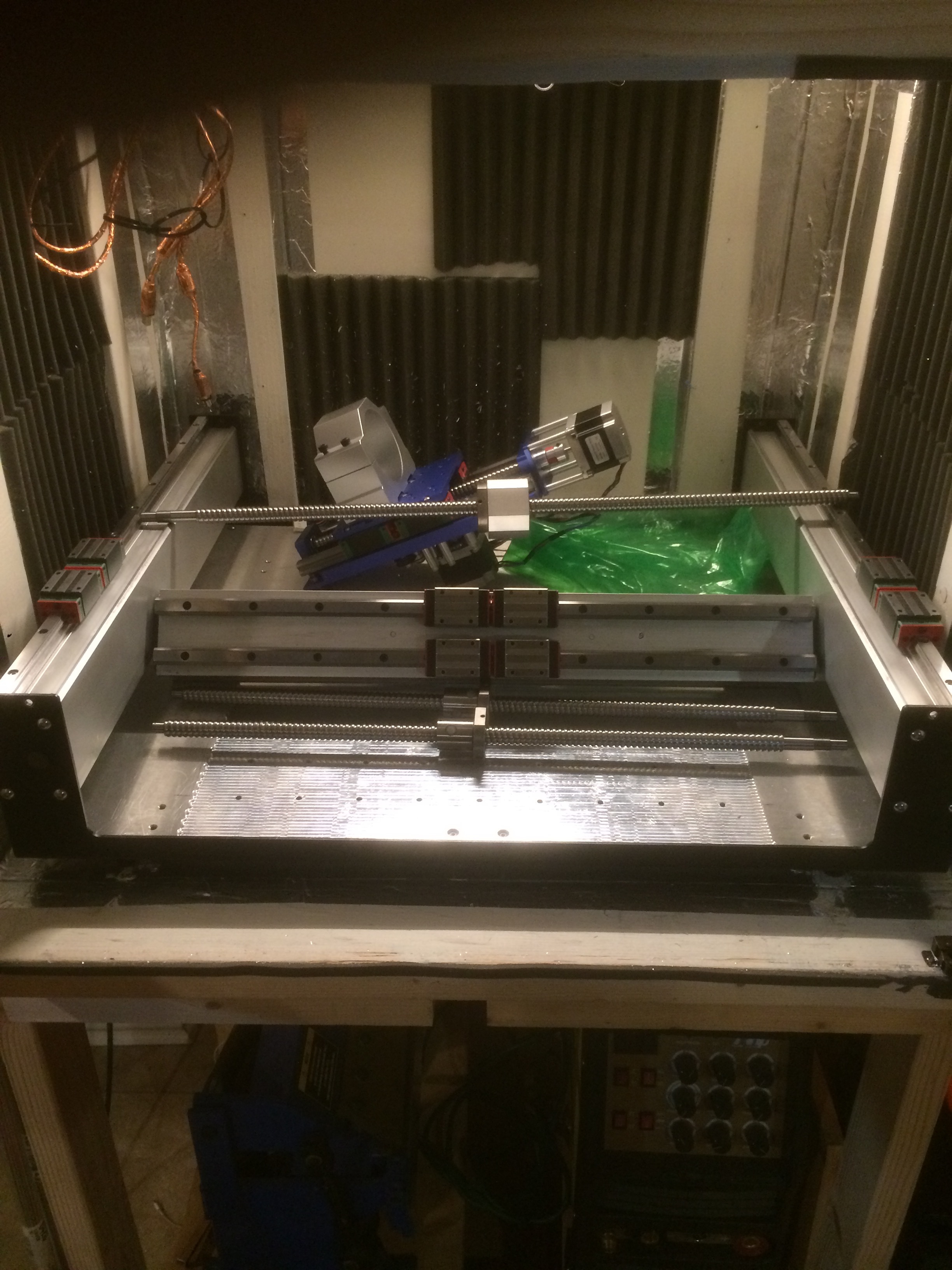
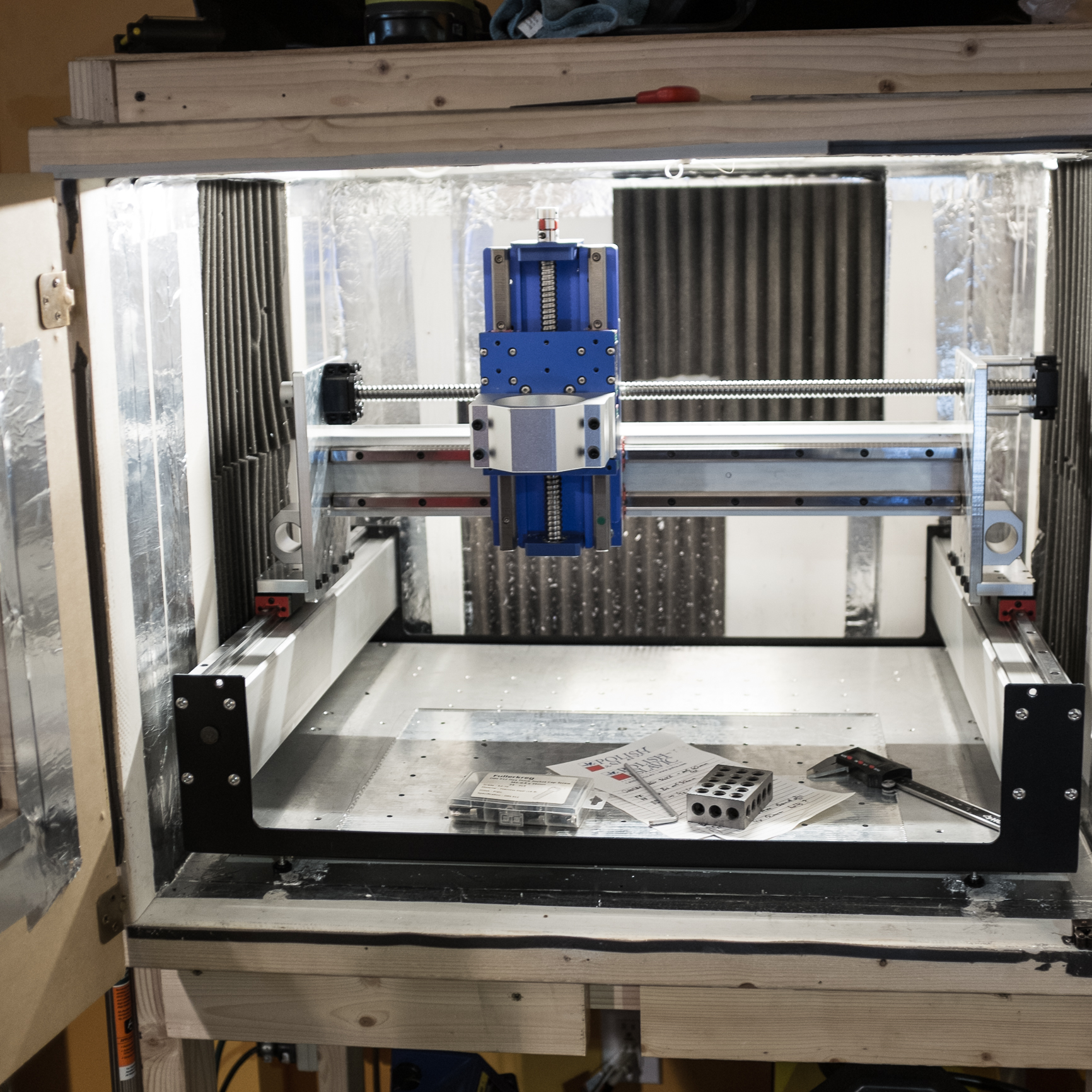
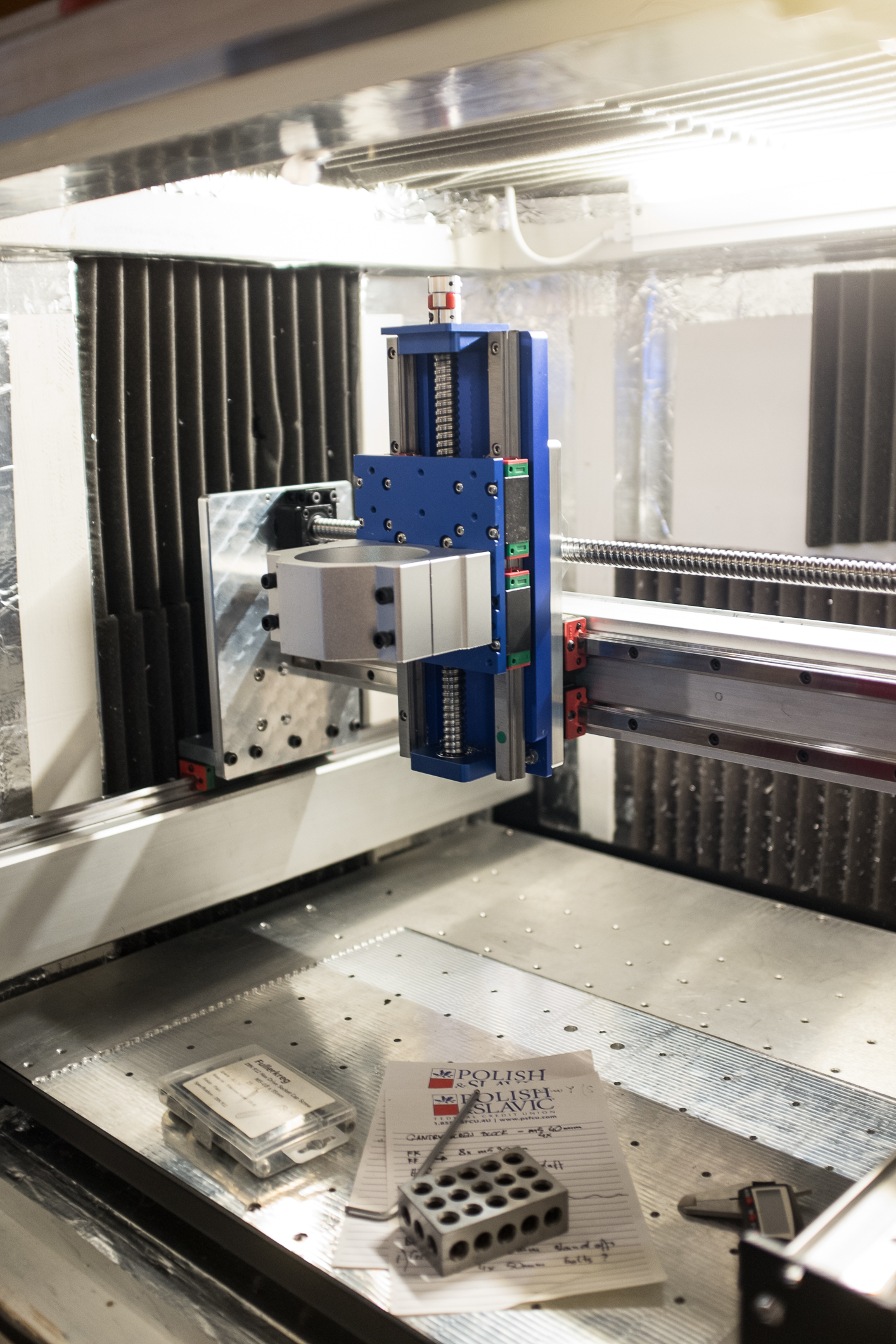
Finally finished gantry plates, installed them and filled extrusions with pea pebbles. Picked up the driest bag from the bottom of a stack at Home Depot. I’m not totally sure that pebbles are the best option but read a lot on this topic and it seemed like most optimal solution in my case. Considered using play sand but was worried that it could destroy the bolt threads if i needed to remove it. Anyways, If I ever decide to replace them with some other vibration dampening solution it’ll be as easy as draining the extrusions and repacking with something else.
Installed ballscrew as well. I know it looks weird but should work without any issues. Already had 1610 700mm screw that was planning to use for a different machine so decided adapt it to this project.
Depending on how much money you want to spend…
Closed loop steppers will only pause when they see a difference between instruction and current location, servos will just never be off their instructed position… You should put some of these bad boys on there!
Wish I could afford these. At some point in the future would love to build a cnc on granite plate or one similar to a predator XYZ (don’t think it’s sold anymore) and was thinking of using Clear Path servos but cant afford to spend almost $2k on motors. Besides I would feel stupid putting such expensive motors on a machine that doesn’t even use HIWINI rails. There’s still couple hundred dollars that needs to be put into this build so … Haha one can dream.
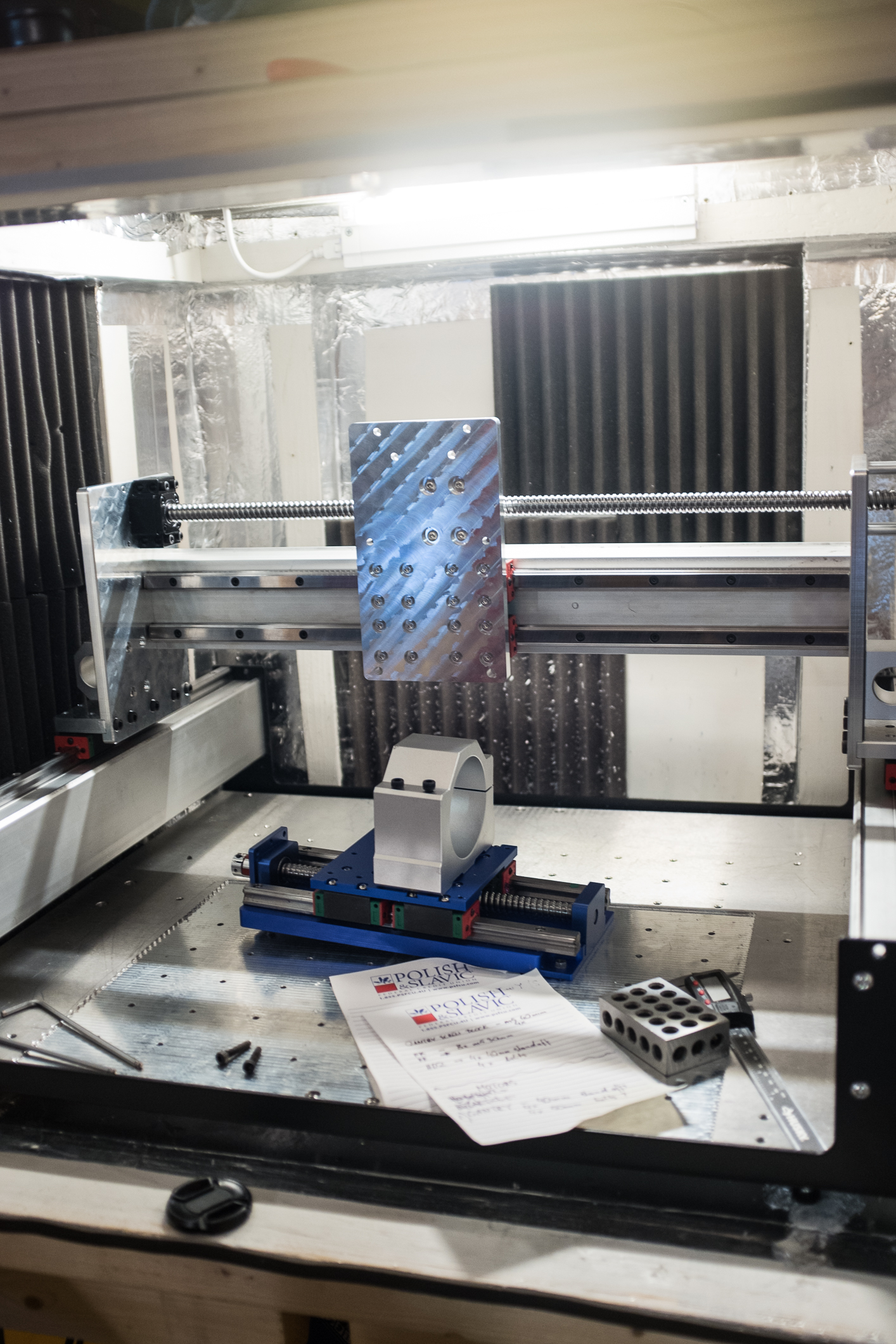
Yesterday finished installing HDZ that’s currently missing a motor and few spacers but I have to count all the different bolts and spacers and order them sometime this week. There’s about 10 Home Depot’s in my area and maybe 4 Lowe’s and still couldn’t collect all the bolts needed.
I need to build a new enclosure as this one is too small, but this time will build it on a sturdy metal frame. Wood is not a way to go from my experience.
I know that it seems like the HDZ is mounted too high but it’s for a reason. I’ll have to surface the aluminium plate to get it as flat as possible and will add 24x24 3/4 piece of HDPE on top of it to isolate the actual 1/2 aluminium plate from the machine’s frame. Since I’m going with the 1.5 kw spindle I want to make sure I won’t be getting probe fails. After that I should have around 5 1/2" clearance.
I seldom get my fasteners at Lowes or Home Despot, I have found several industrial fastener suppliers in my area and check with them and most of the time I will find what I need cheaper than at big box. Fasteners is one area where the big box stores make most of their profits, sometimes double what I will pay somewhere else.
Absolutely agree with that, that’s why I usually order them in bulk from ebay or amazon but sometimes when I need them immediately HD is the only way too go. Honestly think that the price per bolt is up to 3x more then what I’m getting online. Wish I knew of a good brick and mortar store in NY/NJ area with a large selection of inexpensive metric bolts.
Google search an industrial fastener of fastener dealer in your area. They are normally tucked in an industrial area of town, not really prime retail space. Some sell to the public while others don’t. Some will sell only large quantities (100 or more) while others will sell by the bolt. I purchase the more common ones in bulk and the others by the unit.
Thank you, I’ll look into that as well. Never ordered from MCMaster-Carr but love that their parts catalog is integrated into F360. Makes things so much easier.