So what’s the Story?!?
I don’t really do any outrageous projects that truly warrant linear guide rails, but something about the modification seemed achievable and the benefits, undeniable. I’d love to write a full blown tutorial; however, my documentation from this install has a bit too many holes. If my local buddy that just picked up an SO3 XL feels like investing in linear guide rails, I’ll be sure to do a better job at picture taking and making notes. Be warned: this is a glorified brain dump!
I have plans to install the Y-axis rails, but decided to complete the X-axis rails first so I can experience improvements in performance while milling the Y-plates.
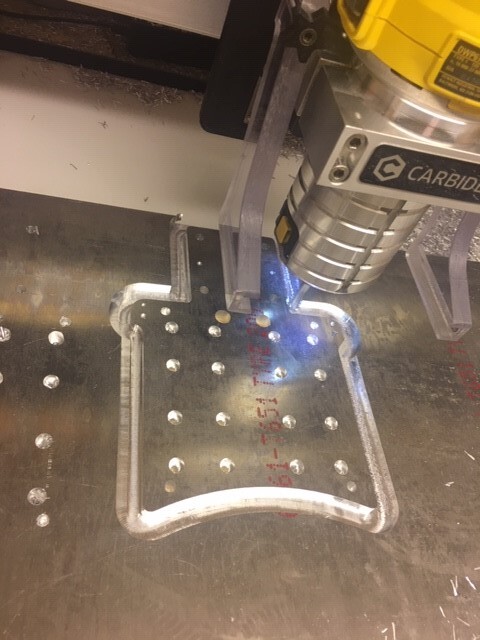
STEP 1: Fabricate the Z-Adapter Plate, Spacer Plate, and X-Axis Motor Mount/Guide Bearing Plate
Download the Files (Dan Story’s Thingiverse Post)
Make Any Desired Design Changes
Plan Your Stock Type and Workholding Strategy
- .375" 6061-T651 Type 200 Tooling Plate Aluminum for the Z-Adapter Plate (locally sourced from SMC Metal)
- 5"x10" 1/2" ATP 5 Cast Aluminum for the Spacer and X-Axis Motor Mount/Guide Bearing Plates ($16.75 + shipping at the time).
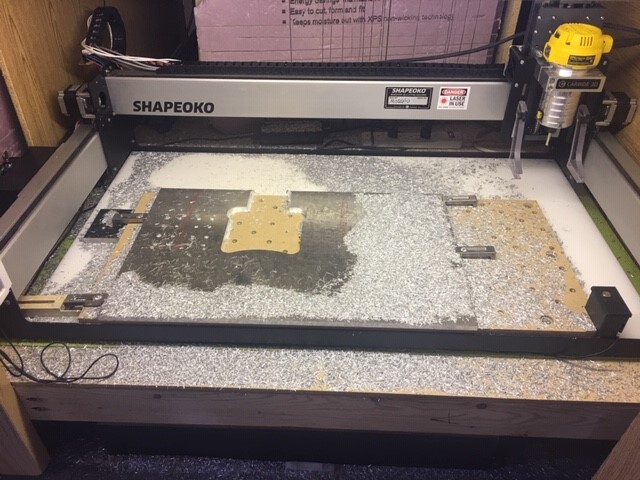
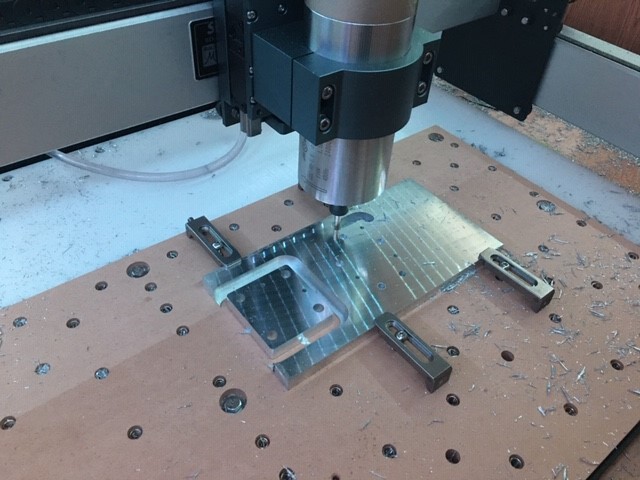
- Oversized stock with C3D Gator Tooth clamps.
Program Toolpaths
Mill Adapter, Spacer, and X-Axis Motor Mount Plates




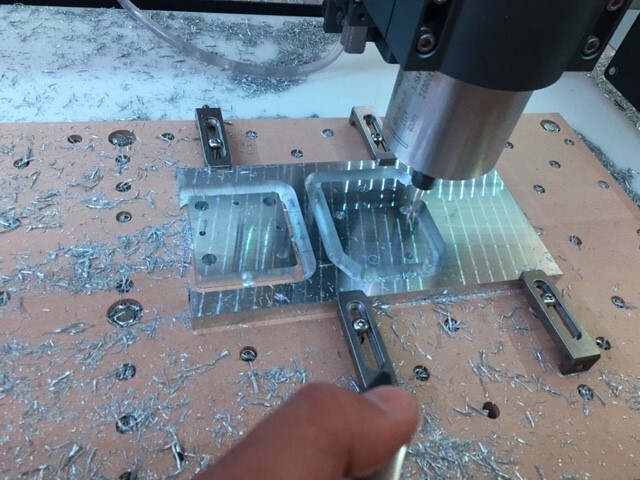

Drill and Tap Threaded Holes in Plates
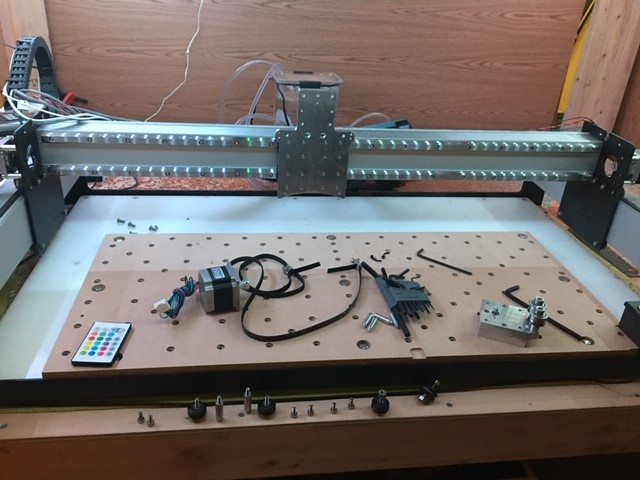
STEP 2: Install the Linear Guide Rails
Remove X-Axis Extrusion
Mark Linear Rail-One Mounting Holes


Drill and Tap Linear Rail-One Mounting Holes

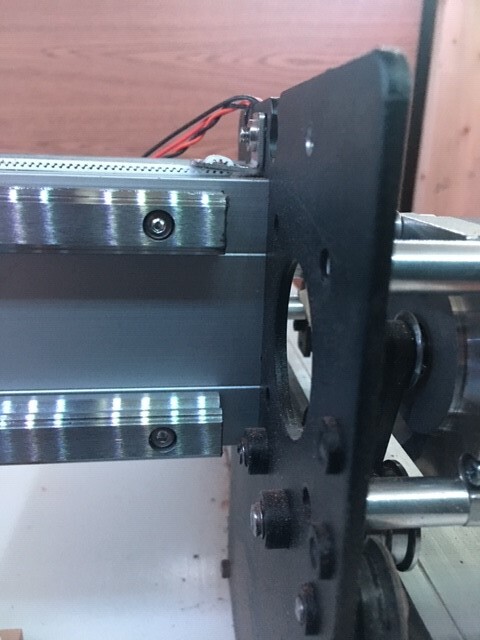
Install Linear Rail-One

Mark Linear Rail-Two
Drill and Tap Linear Rail-Two Mounting Holes
Install Linear Rail-Two
Install Bearing Blocks
Install Adapter Plate

Re-install X-Axis Extrusion
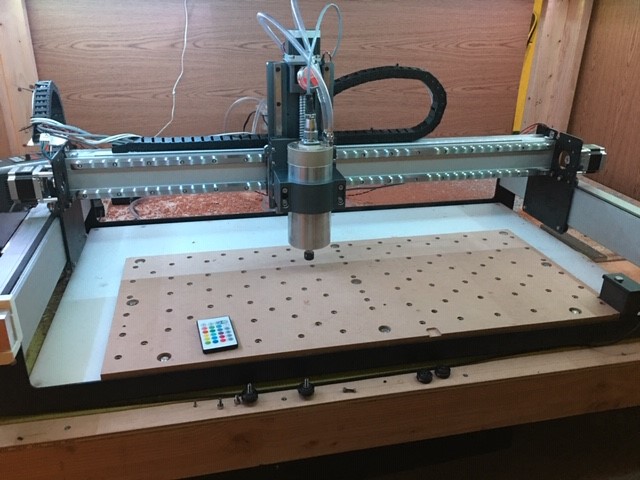
STEP 3: Install the Z-Axis, Spacer, and Motor Mount/Guide Bearing Plate
Looking at the steps and pictures above, it makes it seem like everything was easy and smooth sailing, but there were a few bumps and bruises along the way. All-in-all, a pretty good experience.
Fabricating The Plates
- I killed two brand new ZrN C3D 1/8" single flute cutters as well as a ZrN C3D 2mm single flute.
- I gummed up a couple of end mills, skipped steps, had to restart.
Fortunately, I stumbled upon Chip welding boring operation 1/8" endmill in 1/4" hole in aluminum - #6 by The_real_janderson, so thanks to @The_real_janderson for the target chip load and pitch, my success rate increased dramatically. I used these dirt cheap 1/8" single flute end mills for inside work and the C3D 1/4" ZrN single flute for the outside adaptive contour cuts. - I could have dialed in some of the IDs that were going to be tapped, but I just relied on my drill press to size holes for tapping.
TIP: If you’re not interested in risking a broken end mill for the small diameter holes, simply spot mill in your CNC program then use a drill press. - I broke a couple of drill&tap bits trying to rush things with a cordless drill
 early on.
early on.
*TIP: Use a tap in a drill press and manually rotate the spindle pulley to tap the plate or extrusion this ensures perpendicularity which reduces the risk of breaking a tap (don’t forget to unplug the machine).
Installing the Linear Guide Rails
I didn’t really have any issues here, but wanted to drop a bunch of notes for those interested in the details.
- I ordered 1500mm rails (cheaper and readily available at the time $75 for two rails and four bearing blocks - eBay) and had them cut to size via surface grinding zip wheel and Bridgeport mill.


- I chose a length of 39 inches, but I think you could get away with avoiding any cutting by buying the 1000mm standard rail length. Caution: If you flipped your OEM X-axis end plates you have to pay attention and design around the PEM nuts and M8 bearing guide SHCS.

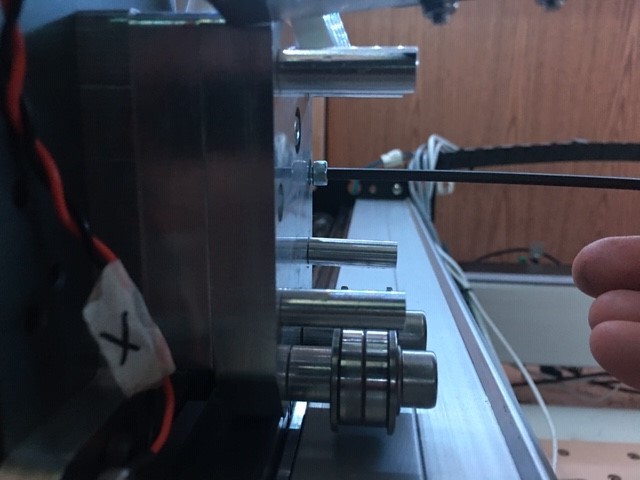
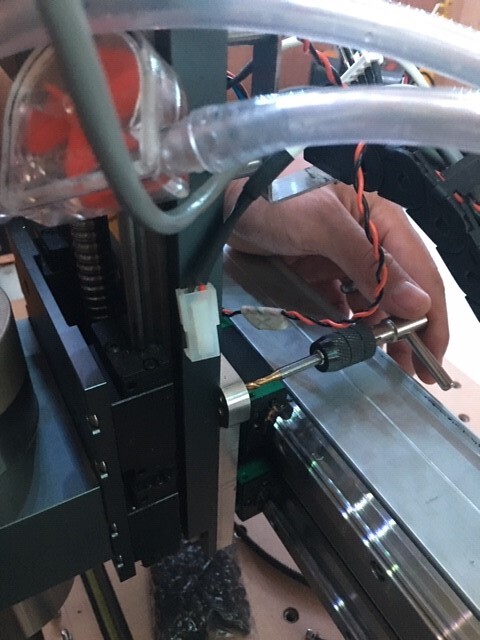
- I rotated the X-axis extrusion to have the v-wheel rails face the back side of the machine mainly so I didn’t have to remove my stickers, but it also made it easy to register off of a flat edge.
- I used F-style and quick-grip clamps to secure 1-2-3 blocks to the extrusion as a datum then assembled the necessary gage block stack heights to space the linear rails accordingly. I bought the Wen steel gage block set ($95 at the time) specifically for this project.
**TIP: It can be difficult to assemble the same gage block stack heights because you have to use different combinations for each stack, so I employed my feeler gage set in tandem with the blocks to help me achieve the necessary spacing - they’re cheap and handy.
***TIP: If you are willing to modify Dan’s Adapter Plate’s bearing block hole spacing, you could install the linear guide rails using @BartK’s method of installing the bearing blocks on the rails and registering them against 1-2-3 blocks - this would effectively circumvent the use of gage blocks/spacers. SO3 on steroids - build log - I wholeheartedly nominate the Pittsburgh transfer punch set ($10.99) as being one of Harbor Freights’ best buys. Transfer punching the holes and using a drill press fence were key to keeping the mounting holes positioned in a straight line.
- Rail-two mounting holes were marked after installing rail one then registering three equal gage block stacks across the length according to the designed spacing which prioritizes parallelism.
Mounting
Relatively straight forward, but I think the million dollar question here is… “what can I re-use from my existing setup (what hardware do I really need to buy)?”
- (16) M4x10mm for installing the Z-Adapter Plate to the bearing blocks.
- (3) M4x25mm for installing the X-Motor Mount Plate through the Spacer and into the Z-Adapter Plate.
- (36) M4x16mm for installing the linear guide rails to the extrusion. NOTE: YMMV depending on rail length or where you decide to cut your rails.
- (6) M5x14mm for installing the Z-Adapter Plate to the HDZ. NOTE A: I used M5x14mm screws in the preexisting stepper motor holes as well as the top v-wheel hole locations; Dan suggested (4) M5x14mm for the old stepper motor holes and (4) M5x20mm for the old v-wheel holes in his Thingiverse description. NOTE B: I used button head screws because I plan on using the lower profile head in the Y-axis rail install. If you choose to use button head screws, the clearance holes in the Spacer Plate has to be enlarged.
****TIP: I reused the M5 SHCS with the HD eccentric nuts for the two bottom old v-wheel locations - be sure to use the bearing shim/washer underneath the head of the SHCS to prevent bottoming out the screw. - The motor spacers/M5 SHCS, M8 bearing guides, and items not specifically mentioned… are reused.
Caution: Those that are using the mechanical homing switches, I assumed that the mounting holes on the Z-Adapter Plate bumpers would allow me to use the existing M3 SHCS and nylon nut. It may have been a machining mistake that I did; however, the holes are too close to the back plate of the HDZ so it won’t allow a screw to pass through the hole. I had cleared the holes too big to tap the hole for an M3 SHCS, but fortunately the hole was large enough that I could tap an M4 thread in place - this meant that I had to enlarge the hole in the homing switch (proof of concept on a spare switch then snipped and soldered in the switch with the enlarged hole). It worked out! EDIT: Dan confirmed that it is designed to be a tapped M3 hole in his reply below.

Miscellaneous
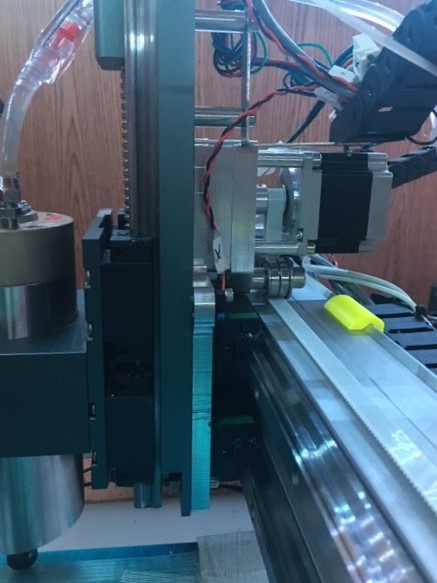
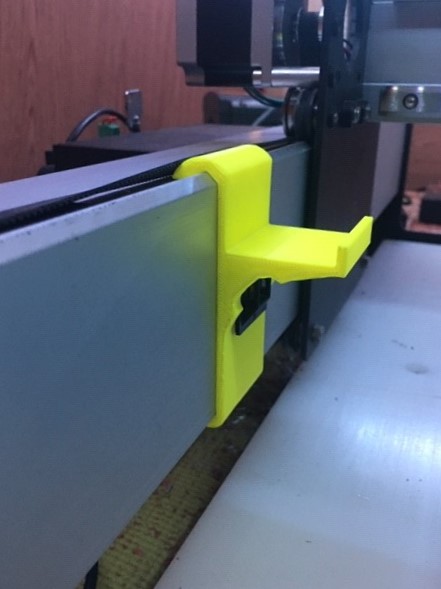
Since I rotated the X-extrusion, the v-wheel rail on the backside interfered with the drag chain by forcing the chain to be a little closer to the X/Z assembly than I would have liked or wouldn’t allow the chain to sit flat. I ended up fabricating a 3D printed drag chain support that hung on the v-rail. It took a couple of tests to iron out the geometry, but I eventually gravitated towards a snap on design. I finally learned how to share Fusion 360 files like normal people.




I still have to make a spacer to extend the OEM drag chain mount that’s installed on the back of the HDZ so the drag chain is collinear, but overall this gets me to the point where the moving assembly won’t interfere with the drag chain.
Special thanks to @DanStory for leaving a cookie trail to lead people like me to the promised land; @BartK for giving the community a peek into your process; @Vince.Fab for showing us what’s possible with our machines (and linear guide rails); and people like @fiero1, @diegocolonnello, and @ydrefalk for motivating me to give living on rails a go. @Julien

 I prefer metric, easy on the math but my mind can only picture imperial. The motor spacer and mount plates aren’t critical as long as they’re thick enough to clear the vee groove but not too far that misaligns the belt too much.
I prefer metric, easy on the math but my mind can only picture imperial. The motor spacer and mount plates aren’t critical as long as they’re thick enough to clear the vee groove but not too far that misaligns the belt too much.

 that’s been the advice I’ve given for those that have reached out directly. Start with the X-Axis, you’ll get large gains with little effort compared to the Y-Axis. You’ll then have a more solid machine to tackle the Y if so desired.
that’s been the advice I’ve given for those that have reached out directly. Start with the X-Axis, you’ll get large gains with little effort compared to the Y-Axis. You’ll then have a more solid machine to tackle the Y if so desired.