Received my SO5 this week and have been getting it set up. Wondering if someone can help with the following set of errors. I have set up the machine, selected the 4x4 option in CM (build 579), sent configuration to machine. Then when I attempt to initialize, the Z axis goes down and then up, but everything stops and this is the set of errors I receive.
Also, during install, I noticed the Z limit switch molex connector was on backwards (wiring harness side). Luckly it was not fully set, and I was able to turn it around and clip the three wires in. I thought maybe I unintentionally reversed the wires, but have tried to initialize with them one way, then flip the pin 180, and tried again. same errors.
I can’t get passed this step. Anyone have any ideas?
Typing errors out for searching:
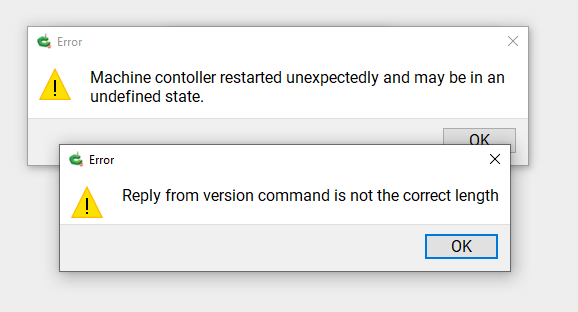
Reply from version command is not the correct length
Machine contoller restarted unexpectedly and may be in an undefined state.
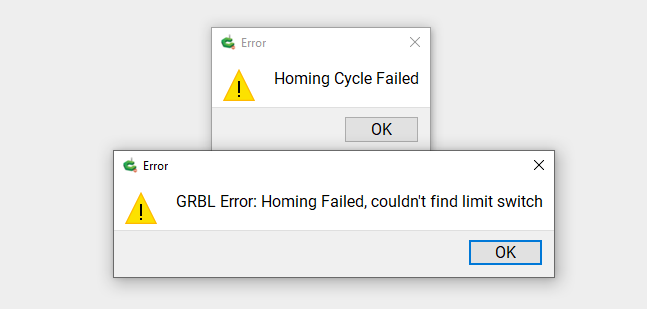
GRBL Error: Homing Failed, couldn’t find limit switch
Homing Cycle Failed
Usually when the spindle goes the wrong direction it is a configuration issue. The Z-Plus and the HDZ run in opposite directions. When you Initialize the Z goes up and hits the homing switch and then the X and Y start their trip to home. If the spindle runs the wrong way it is likely you sent the wrong Z type. The Z-Plus is refereed to as the Leadscrew and the HDZ is refereed to as Ballscrew.
The initial movement of the Z is up and not down. The reason is the Z does not know where it is until it gets initialized. So if it ran down first it might run into something. Going up first prevents the Z axis from bumping into things on the spoilboard.
Since I do not have an SO5 I do not know what the options are but recheck your configuration and resend it to see if this clears up your issue.
I went and looked at the SO5 Pro specs and they say Ballscrew Z. So on SO3 and 4 the Ballscrew is an HDZ. But since the SO5 Pro is new not sure what the options are in CM configuration for the Z axis.
@gdon_2003 - thank you for the idea. When I open Carbide Motion, it must know I have an SO5, and I don’t see any options to ‘configure’ my machine. I noticed from the assembly video, the Z-Axis goes up and down just a little, mine goes fully down, then nearly 2/3rd’s up before it errors out.
Here is what I see in CM for configuring.
Looks like I’ve got it - another loose wire in a molex connector. This time it was the blue one coming off the Z axis motor. Thought I had checked them all but missed it. Once properly set in the connector and reattached, it worked!
I was still having issues. Carbide motion would get stuck on ‘busy’ a lot, it would randomly freeze, have to restart the program, etc. when it would work, starting a new job would freeze within the first few seconds, and just stall out. Finally did the firmware update, and it seems to have resolved most of them so far. Still playing with it.
Aligned with this issue, is: when the machine stops from power down or after an aborted stop or just and error … it will fall to the machine bed (which is less than optimal) then when I initialize it will sometimes drag the bit about half an inch - instead of raising the Z-Axis, very likely to cause damage soon to bit or machine. This has already scratched the machine bed rails. Any suggestions?
I have noticed the same thing, the Z axis going downward on e-stop. So far, when I initialize afterwards it will go up first before traveling to X-Y home.
I am no SO5 expert but with the HDZ being a ball screw it should not drop by itself. The Z-Plus being a lead screw cannot drop unless powered to do so. Usually when the Z goes the wrong way during initialization it is a configuration error. So the HDZ is ball screw and the Z-Plus is lead screw. In the past there has been a rash of wiring issues with new Shapeoko machines. Double check your wiring connections. They had some early model SO5 they replaced the power harness but that was because they would not power on. It will not hurt to send your configuration anytime you want. The machine knows what it is but mostly configuration is setting up Carbide Motion.
All C3D machines the Z goes up to the homing switch first. Then depending on where it is it heads for the back right corner and hits the X and/or Y homing switches and pulls off that triggering position a few MM. This is the homing sequence for all C3D machines with limit and/or inductive switches. Only early model SO3 did not have homing switches. Since about 2016 all C3D machines have homing switches and the initialization process is the same for all of them.
The Z dropping is due to the spindle weight overcoming friction. So it shows its not binding. My HDM and SO5 Pro both do it. But both also home Z before X or Y.
Thanks. Carbide Support confirmed as well it’s an issue of the VFD spindle weight overcoming the friction of the ball screw when the power cuts from the E Stop.
Something folks should be aware of: with the Carbide VFD Spindle kit, the Z Axis will plunge and you risk further damaging the material and possibly the end mill when you press the E Stop. The spindle does power off, which is good, but it has a spin down period that has cut into the material during the plunge.
Operationally, I have been using the E Stop whenever I notice there is an error in my tool path/cutting while practicing and learning the machine. What do other folks do? Use the software to stop it?
It’s a little frustrating that the E Stop ruins the material. I was using it to stop the machine quick enough to save the material if I see something is off.
I do think you guys should come up with a solution to the weight issue. A machine continuing to move after an ‘Emergency Stop’ button is activated is a potential safety concern. — my thoughts.
Unless anarchy is ensuing, I use the “Pause” button. This leaves the machine powered up. I have a Rii mini-keyboard and after I start the program I will move the cursor over the “Pause” button and have my finger on the left mouse click button on the pad. That way I can quickly and easily hit it if I messed up with my XYZ or programming.
As someone who has ran industrial CNC machines, the E-Stop is only used for emergencies, not an error in set-up or programming. On industrial machines it also often causes the material to be ruined as a powerful spindle drops and slows down. It is intended to power everything down in an emergency (the “E” in “E-Stop” stands for emergency ) It is for when something has gone catastrophically wrong. That is why CNC’s require a restart after hitting it. The “Pause” screen button is akin to what is called “Feed Hold” on an industrial machine, which does get used a lot for errors in programming and set-up…from personal experience.
So what you have noticed is normal safety practice for CNC machinery from hobby to aerospace.
We’ve all been new. I am just 7 years ahead of you in respect to Shapeokos, with some aerospace CNC added.
Industrial machines have a brake on the spindle that can slow it down, but if I recall the E-Stop doesn’t engage that function. There were several times at my last job (Boeing) that the power went out. Every time you’d hear the horrible noises as the spindles dropped into the material, bogging down as they went. And in some cases into the vises. In a couple of instances it required the CNC company techs to come out and make sure everything was still good and some adjustments were required.