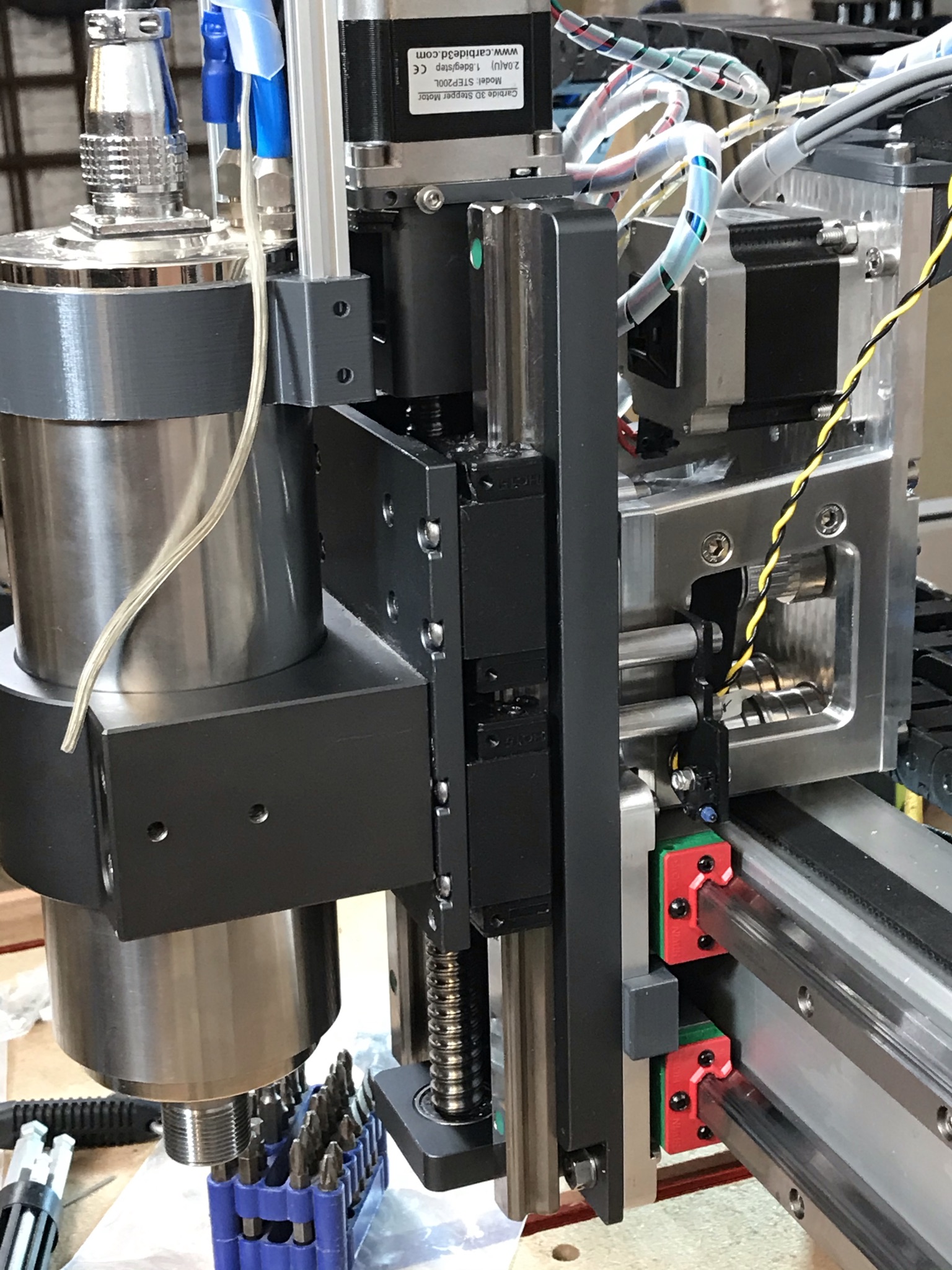
That is all consistent with the Y,Z coupled deflection being a rotation about the X rails. As the collet applies force in the horizontal plane this excites three dimensional modes of vibration in the machine. If you look at the pivot arm from the mass center of the spindle to the center of the X rails you may find that the Z distance is longer than the Y.
On the topic of the collet tests showing different amplitudes when done up each time, all four major parts will have some imbalance, the spindle, the collet and the collet nut and then the cutter in the slightly off-center of the collet. There’s more but you get the point…
When composed together as a system these produce one effective imbalance which is the vector combination of each of the parts. If the collet is rotating a little each time you tighten it up then you’re producing a different net balance error each time.
Yes! Adding more metal is always a satisfying way to fix things
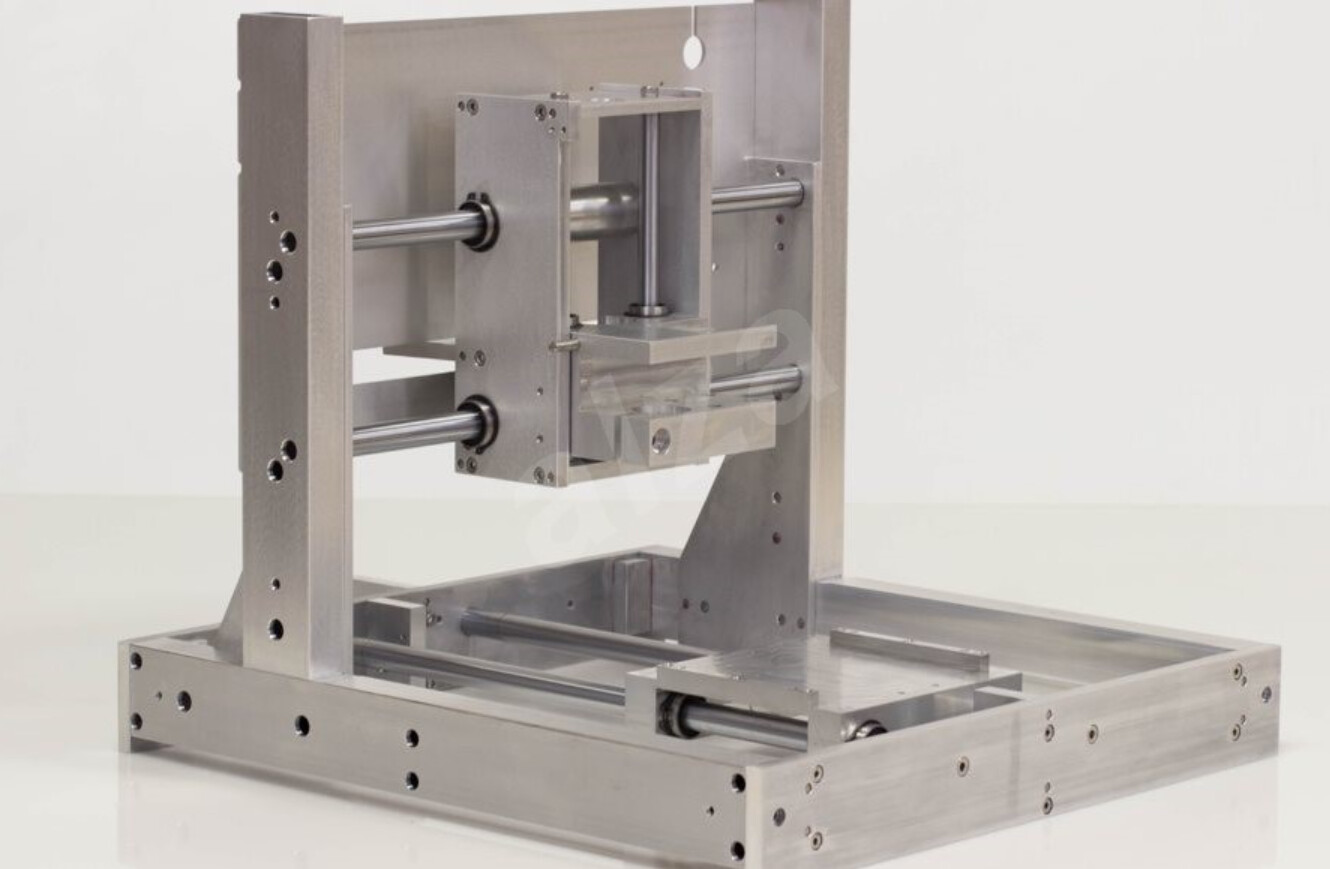
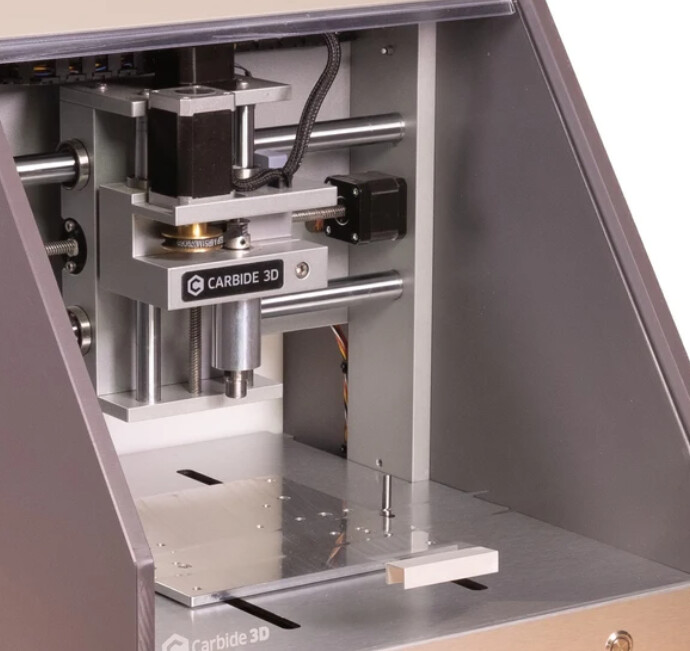
I saw a picture of the older Nomad 883 and noticed a different support structure for the base of the X axis support rails compared to the Nomad 883 Pro:
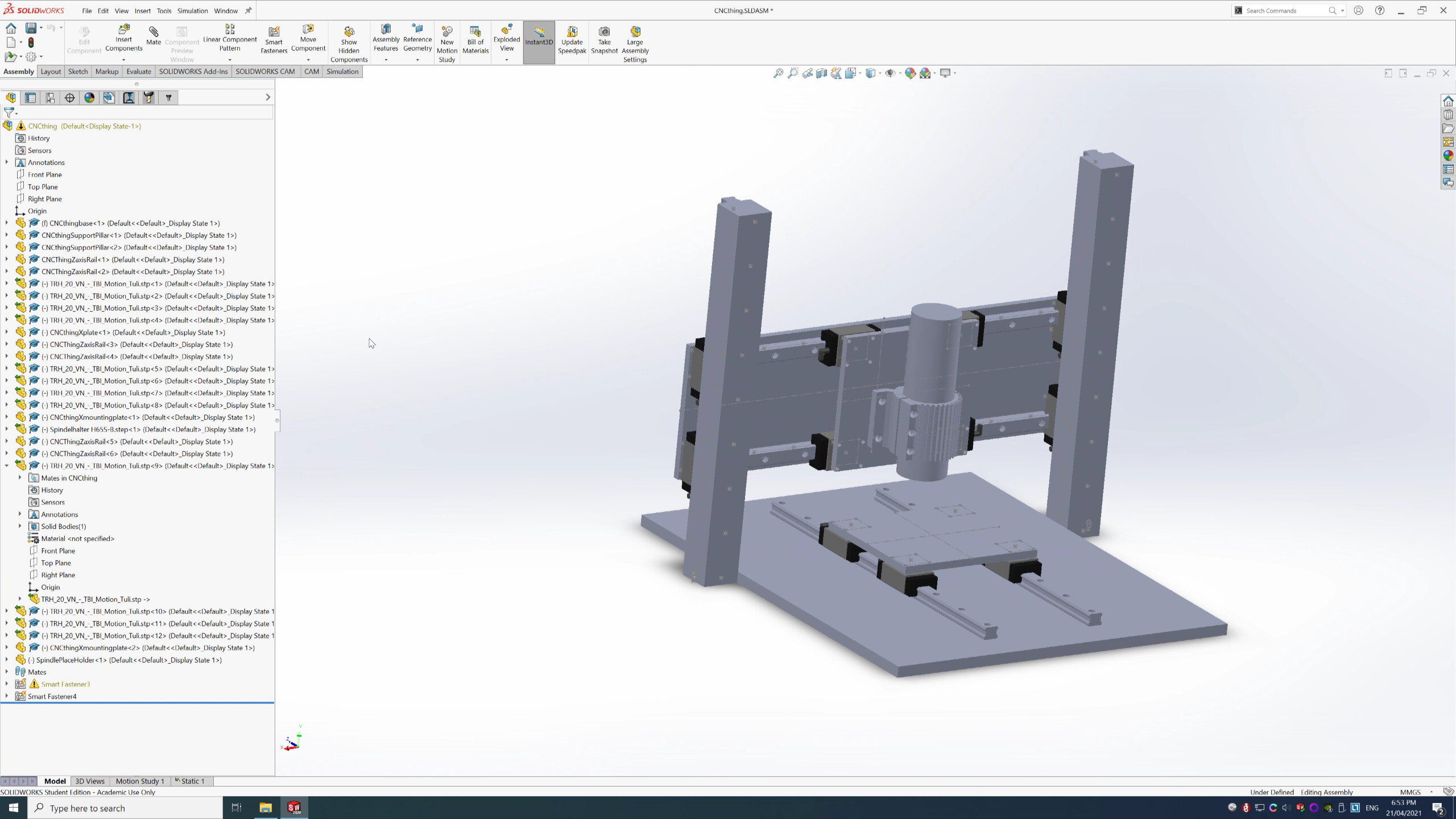
I found Vulcan Machine Co’s design theory very interesting so I’m thinking of building a machine that has the X-axis mounted to the Z-axis rather than the Z-axis mounted to the X-axis. This should keep the spindle nose much closer to the physical “sweet spot” of the machine and remove most of the levering going on, which should make an otherwise very light machine less jelly-like.
On the other hand, I could just replace the Nomad’s X-axis with a ballscrew and linear rails, that would be substantially less effort.
An interesting design. Those two axes are a little like a Shapeoko with the spindle rotated 90 degrees.
For these smaller machines, I’ve sometimes wondered if it’s possible to have the moderately heavy spindle in a fixed position, and move the table in two or three dimensions instead. There’s rarely anything heavy on there.
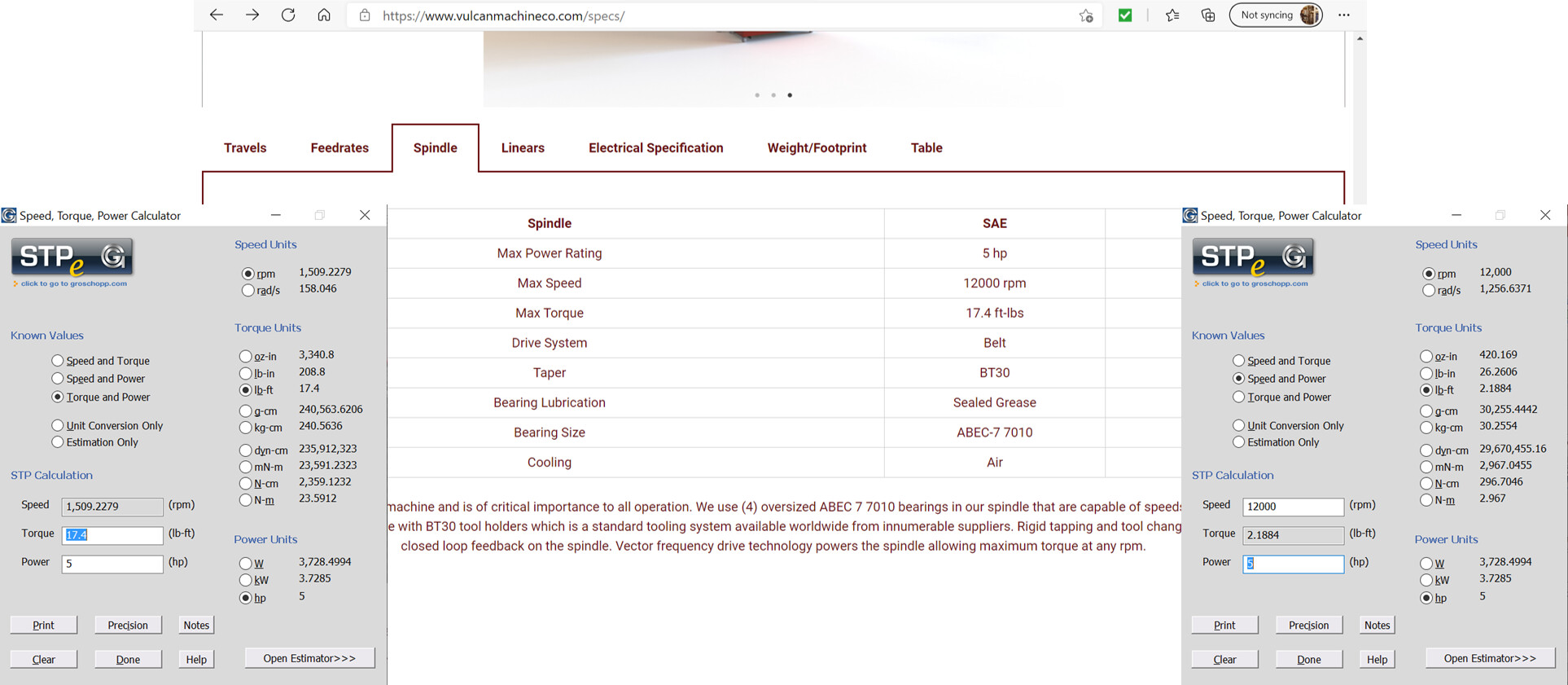
Like they say “The spindle is considered the heart of the machine. It is arguably the most critical component in the entire machine and thus something we took extra seriously when designing our mill.”
Going back to “how might I fix my machine”, I spoke to a friend who raised a very good point: though I see rotation in X and vibraton in Z, indicating that the machine is rotating around the X-axis, that’s not enough to conclude that the X-axis is the problem.
My assumption was that there’s enough slack, wear or general rubberiness in the X-axis rods that allows the spindle to move somewhat freely.
However it could be, for example, that the cutting force is putting energy into the ABN springs that are then discharging the energy back into the endmill, causing higher forces on the spindle than would be normal.
I should be able to test this by putting an accelerometer on the bed. If there’s flex in the X-axis, the bed should remain somewhat stationary. If there are issues with the Y-axis ABN, the bed should also move.
Your friend is quite right, measuring things to check and test assumptions before doing work based on those assumptions is almost always a good plan.
I found many unexpected and initally unexplained things when measuring where the deflections on the Shapeoko were coming from. Each time I thought I had a coherent model I’d find one or more measurements that didn’t fit the model’s predictions and have to go back, measure and think again.
Despite my undying need to upgrade my machine, I’ve decided not to try to upgrade the X and Y axes for now, instead I should try actually making some stuff (gasp).
But I do still want to take a data-driven approach to feeds, speeds and tooling, so I want to run tests.
And on that subject, I’ve been thinking about how to test endmills. I see a couple of things I want to measure:
“Smoothness” - how easily the endmill cuts through the material. I’m thinking that the magnitude of vibration according to the accelerometer should provide this.
Surface finish - I can use some kind of magnifying device to inspect the quality of the cut surface. This could be a microscope or a macro camera lens (probably more likely the latter).
Tool wear - This is the hardest one for me. I don’t want to destroy the endmills because I want to use them and some of them are expensive. But if I cut with them normally, will any wear even be visible?
And then there are questions about how to set up the cuts. For one endmill diameter, it’s easy: use the same chipload, width and depth for all the cuts. But what do I do if I’m testing both 3mm and 6mm endmills?
What I’m thinking at the moment is to fix the width of cut as a percentage of the tool diameter and to vary the depth of cut to compensate. E.g. if I double the tool diameter, I double the width but halve the depth.
I have mixed feelings about generating test data using test scenarios (I have the same feelings when writing unit tests). You can end up generating result data that is mostly useful for tests but often is only partially useful outside of the tests. We tend not to make tests as complicated as non-tests because we want to collect small and clean samples of data.
A slightly different approach would be to collect data whilst making things you intend to make. This would then incorporate the runtime for a typical job, the topology of the cuts, the change in temperature of the endmill and machine, etc, in case these effect the overall performance. The disadvantage is the the data will be temporally complex and hard to process.
That said:
Smoothness is a good one and I’d be interested in these results. But be sure to include paths not only in X and Y but diagonals, since my Nomad can scream when going diagonally.
Surface finish… I think this is hard to establish since the visual finish might be a misleading metric for some materials. The reflectiveness of the material will yield different perceptions of quality.
Tool wear… the third thing in your couple of things (:)) might be measurable by the change in the width/accuracy of the cuts you make. But I think you might also want to consider adding temperature as a measured item, either with a conductive or thermal temperature sensor. The idea is that dull tools might run hotter.
I get the points you’re making and I’m under no illusions my endmill tests will be 100% applicable to real-world programs (the G-code kind) but I’m not sure how else to do it. To measure the performance of the endmill, I have to fix all the other variables, there’s not really any way around it.
Your suggested approach would work great in a proper machine shop where you need to churn out tons of parts (just swap out the endmill between each run and run a full job) but for me, the parts I make are usually unique, so there’s no useful comparison that can be made between two runs with different tools. I could collect tons of data but it’s not useful when I have this gigantic uncontrolled variable running around.
And for the other suggestions:
Smoothness: decent point, my Nomad has difficulties cutting along X, but would should we expect the endmill to make a difference?
Finish: I’m only cutting Aluminium, do you think we need to worry there?
Wear: would you expect the width/accuracy to vary over one or two short cuts though? And where would the temperature sensor be attached? To the tool? Spindle?
Understood. I was under no illusion you wouldn’t have considered this. I just wanted to emphasise it.
For the three topics in the couple of topics:
Smoothness: My Nomad suffers in X too. But for the endmill, for me it is the length protruding from the collet that creates most vibration and noise, which seems to equate to cut quality. Actually, this might not be everything in this scenario, since the endmill that has 12mm flutes is different to the one with a 5mm flutes. But I feel it is correct. So protrusion might be something to add as a dimension.
Finish: Maybe not if it is all the same stock. If you rub finished aluminium with 2-3000 grit sandpaper, it will quickly show you something that is irrelevant and optical vs something that is a deviation in the surface. So perhaps that could be something to add to that test?
Wear: Not over two short cuts, no. Which is where the simplistic test might be deficient. But in a 30-40 minute cut with shallow DOC, am I ruining the 0.2mm on the tip of my mill really quickly (I suspect yes )? As for the sensor, I was mostly thinking of something like a MLX90614 IR sensor which could be mounted at a distance.
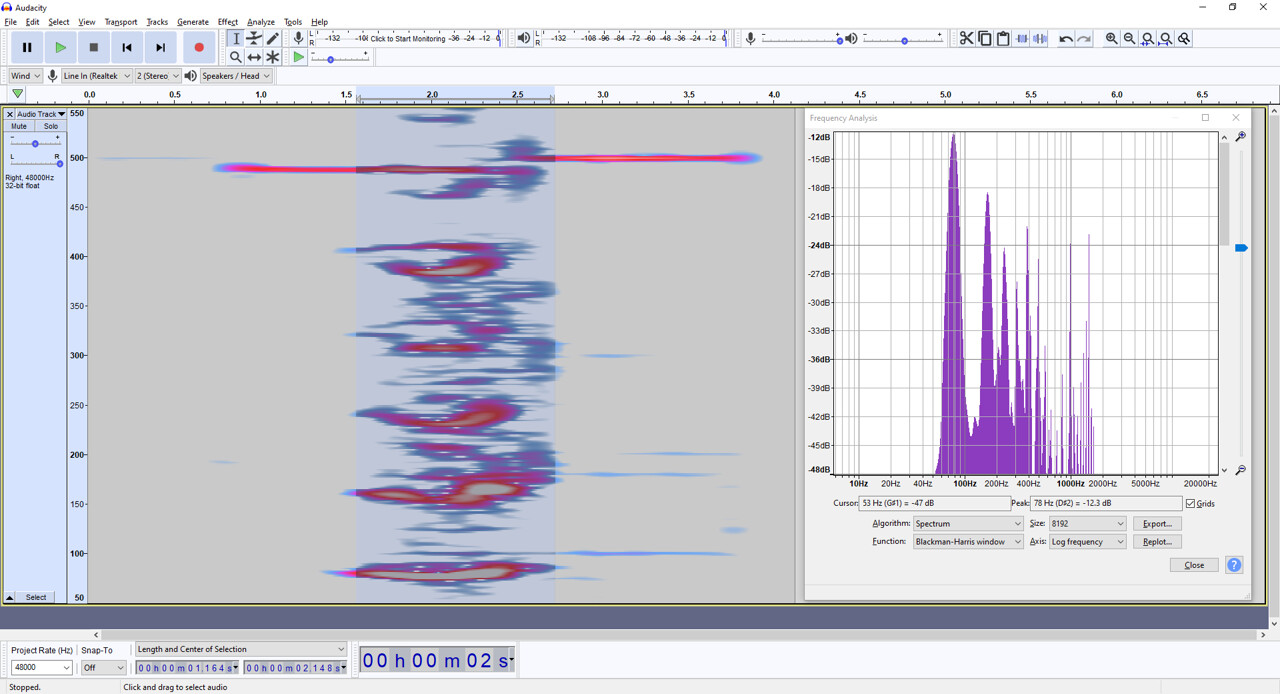
No, because your sensor contains a filter with bandwidth 1.2 kHz. Bandwidth means half-amplitude frequency, so you’ll see reasonably accurate output to 600 Hz - 800 Hz, but that is totally fine for this case.
Exactly. The RPi processor is no doubt fast enough, but the OS makes no guarantees not to interrupt your time-critical processes. That is, if you’re talking to a sensor via SPI at 20 MHz or so, you’ll occasionally be interrupted for a millisecond or a few because the OS has, well, other things to do, so you’ll loose a few samples that fall off the end of the FIFO. Sometimes that can be acceptable, sometimes it can be fixed, but usually having a MCU in between is just simpler.
Yep, that’s necessary. I’d advocate for HDF5. It’s very flexible, and is supported practically everywhere (h5py/scipy/matlab/octave/R etc.)
Nja, it would be 15 N iff there was no relative motion. But there is.
Yes, that would be very interesting.
I’d make a few runs or series. In each run, keep (ae times ap times vf = Q) constant and vary only one of the parameters you’re interested in (engagement, fz within reason, S), change the others to compensate (like you suggest). Then from one run to the next, increase the product Q.
But I agree with Gerry, it can be very illuminating to test something closer to actual applications. Recently we did a series of measurements where it turned out that the forces (not vibrations, in this case) were entirely dominated by (lack of) chip evacuation. So perhaps include one or two short pocket operations including helical entry or such? For something like this it would be super useful to put M62s into the g-code and wire the controller output terminal to your teensy GPIO (through an opto, obviously) so that you get “timestamps” for those points in the code. Otherwise it can get difficult to figure out what happens when.




 )? As for the sensor, I was mostly thinking of something like a MLX90614 IR sensor which could be mounted at a distance.
)? As for the sensor, I was mostly thinking of something like a MLX90614 IR sensor which could be mounted at a distance.