I’ve had the same odd thing twice so I’m assuming it’s user error.
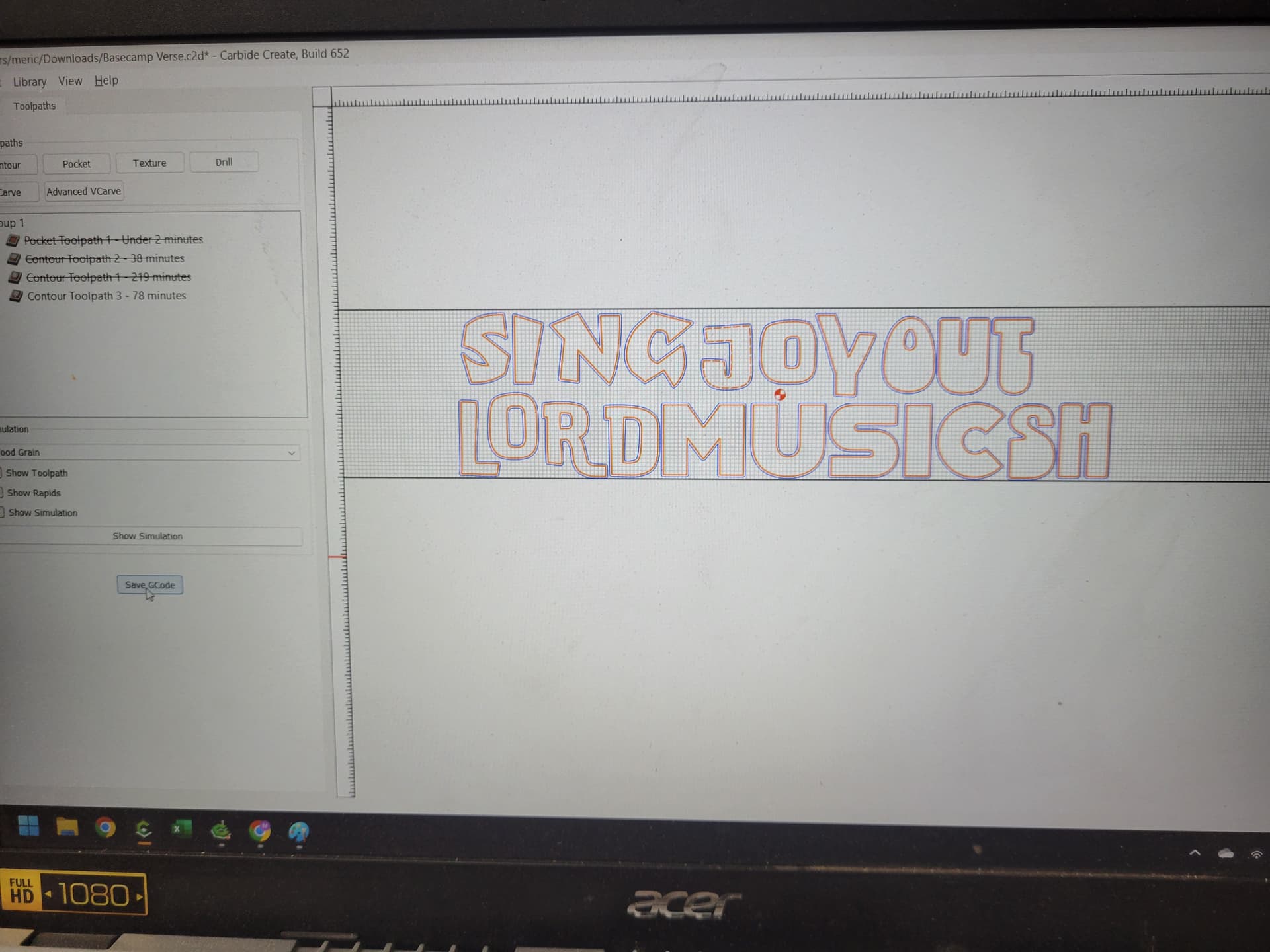
This is a contour cut around some letters. Standard #102 endmill. It cut a few letters and then acted as if the zero had moved a couple inches up the Y axis.
No signs of a fight, like the bit not retracting, and the machine was still zeroed in the same spot afterward. Stock is locked down tight.
I thought when it did this last week I mightve had the dust collection contact a clamp so I allowed a ton of room this time. And it’s two different files.
When cutting a slot (contour) around the letters the same width as the bit the bit and router can get bogged down and that loses steps. The machine thinks it is still moving when it is not so it starts to wonder off course. Look at your depth of cut and use the default.
I would cut with a down cut bit if you have one like a #251. If you dont have #251 try a 2 flute down or up cut bit. The #201 had 3 flutes and that adds force when cutting. As @WillAdams suggested make an offset around each object slightly bigger than your bit, like .28", and cut a pocket around the object between the offset and the border of the letters. The first go around it is cutting a full width cut but then it comes back and cuts the area slightly wider. Subsequent cuts have some relief and is not as compacted as you get deeper and deeper.