In Dec 2020 I ordered the Maintenance Kit to show my S3 some love, and 2 nights ago I got around to swapping out my steal core belts for the new GT2 belts and… immediately after I could visually see my machine has lost its ability to drill really nice clean round holes.
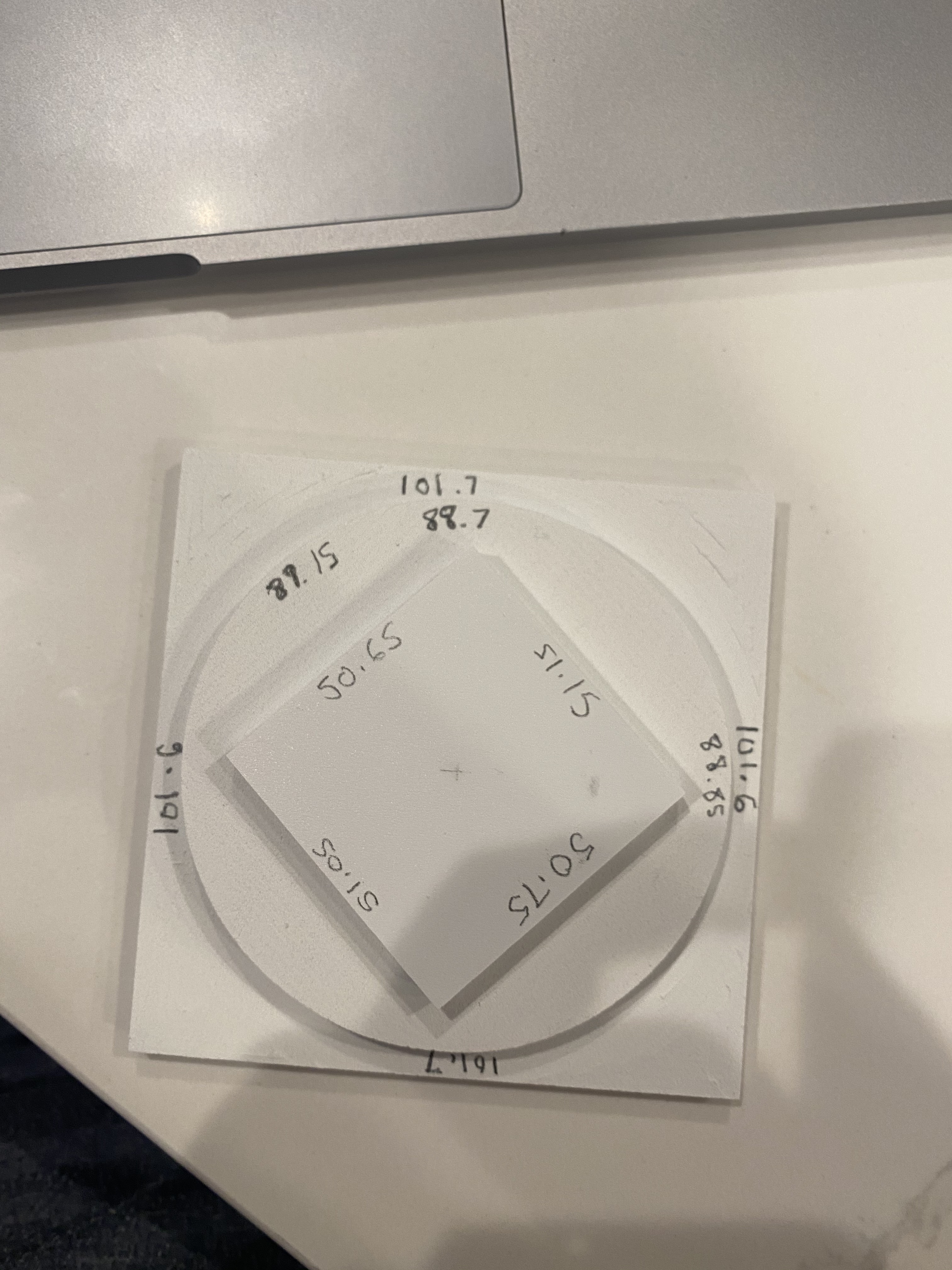
Here is a picture of the results of a Diamond-Circle-Square test… where do I go from here on interpreting what to do next? Belts are nice and tight, V-Wheels too. I haven’t touched the motor pulleys. All cuts were made into Compressed PVC using the 274-Z endmill.
Note: the circle is very hard to measure here so take that with a grain of salt.
Back when the steel core belts were first announced I noted that they were easier to tension.
It should just be that you don’t have the new fiberglass belts sufficiently tensioned — hopefully it’s not enough and a bit of further tightening will address it — if not, let us know at support@carbide3d.com
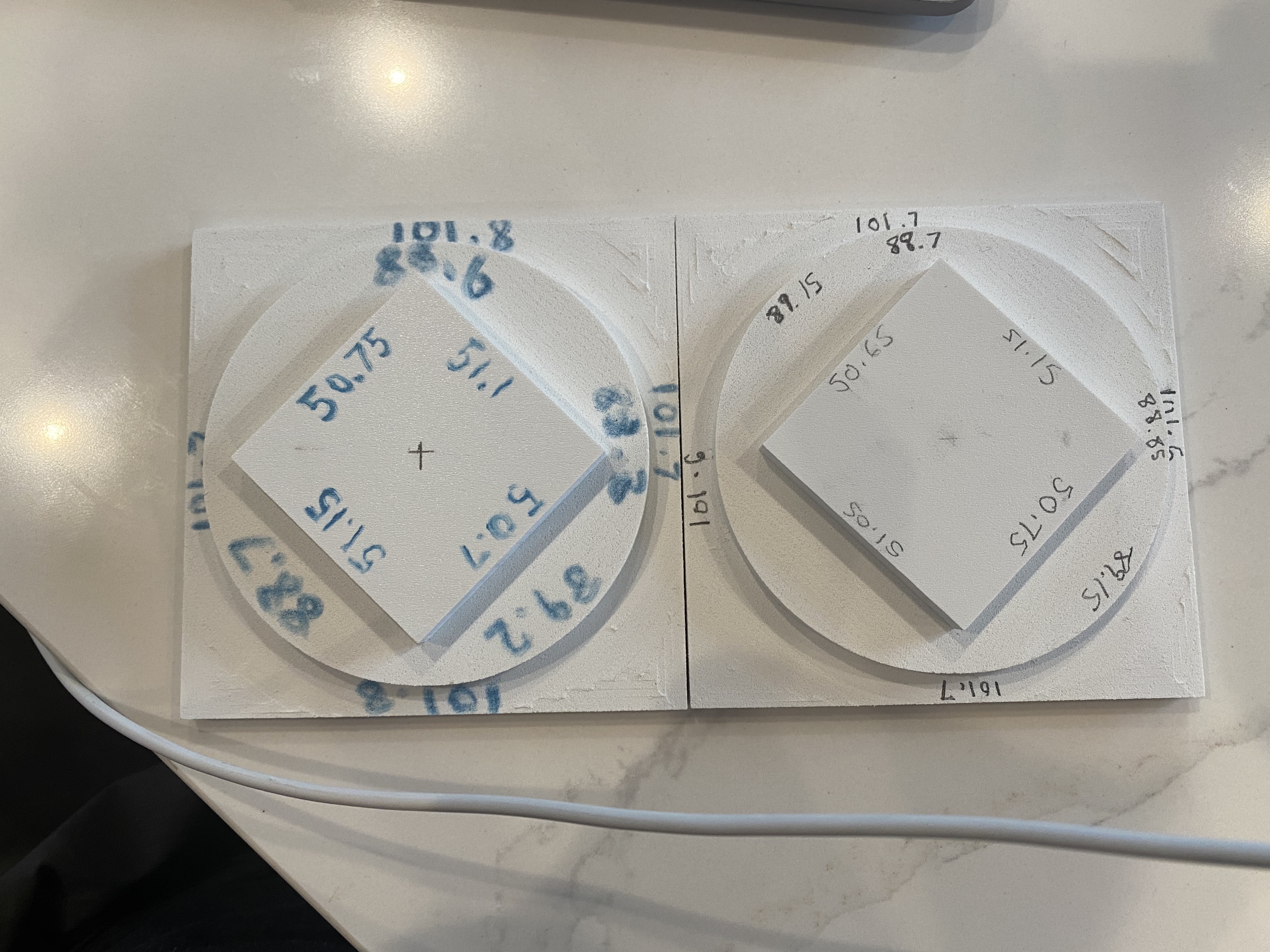
So you might try to make 3 squares and cut them and see if the squares are consistent. If they are consistent then you might need to calibrate your settings. If the squares are inconsistent then you are looking at a mechanical problem.
Since it was not mentioned in this thread yet, here’s the ultimate how-to for proper belt tensioning:
120-140Hz is my new motto.
And then, inspect your v-wheels very closely for integrity (do they still look round and smooth), and then I would say loosen all v-wheels and re-fasten the eccentrics such that the wheels don’t slip anymore…but just barely. Too-tight vwheels can do strange things, if some of the other threads are any indication.
This is after replacing one V-wheel that looked a little questionable… I think more than anything it cleaned up the pocket of the cut (minor Z fluctuation due to buildup).
@WillAdams support has been contacted. No response yet.
@Julien it seem like the biggest problem is the circle that seems to be stretched larger in the NW to SE direction? evidenced there on the Diamond that is .15mm larger on the NE side vs. the SW side.
Should all of them have a GT2 stamp on them? presently only one does… don’t know at what lengths they stamp.
Compressed PVC is pretty soft; it sort of cuts like butter… I can try a 1/4" instead of 1/8" but my feeling is that a larger bit just hides the issue vs solves it right?
@WillAdams heres a 1/4" bit it’s about the same all over. Is there anything we can do right now based on these results? I’m behind on jobs and need to get moving. Let keep in mind that while I visually couldn’t see a problem before with oval holes it doesn’t mean that the machine wasn’t off .05-.1mm on this test (I’ve never run it before). Caveat #2 my Wixey brand digital calipers are probably accurate to about .05mm.
Shouldn’t this test should be performed twice per test, once at the extreme right side of the x-axis and again at the extreme left side of the x-axis.
The z would be irrelevant unless you measure that dimension also (which I would) the x should not matter in placement, (only 1 belt)
but with the Y movement having 2 belts shouldn’t both sides should be tested.?
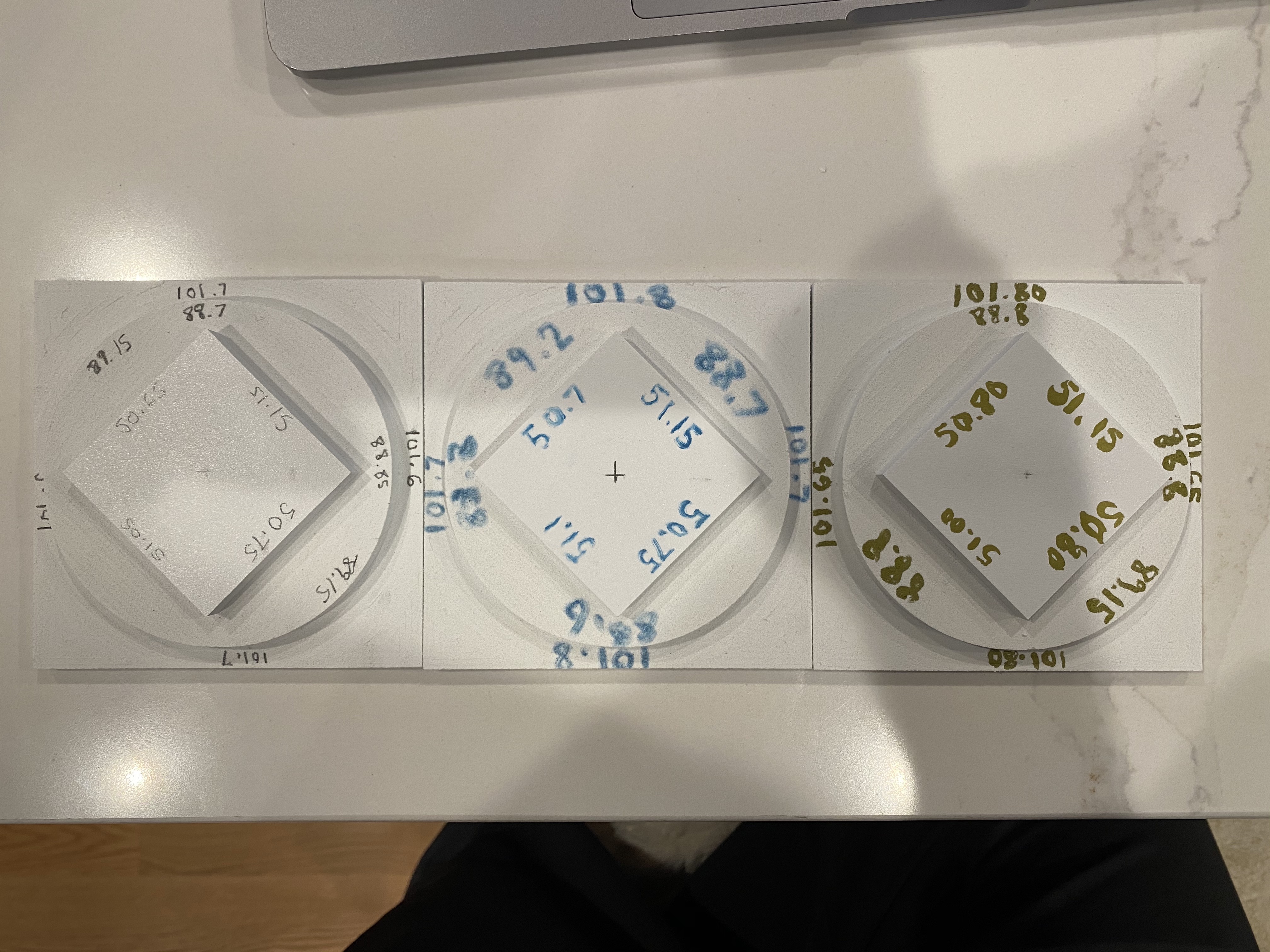
Earlier I had suggested you run the test multiple times. If you are getting consistent results on each test then your mechanics are good and you need to calibrate your machine for your belts. So even though you are getting minor deviations it seems that you need to calibrate your steps. You will have to look on the forum for the parameters to do that. Just write down your original settings in case you need to revert back to them.
If you get widely different results each time then you would have a mechanical issue.
So if you feel the results are consistent then change your calibration, see belt stretch calibration on the forum.
It’s probably worth using the phone app belt frequency measurements to get all three of your belts about the same (matching the Y tensions is definitely worth it) in a sensible range and then do the steps / mm calibration.
Ran the video while listening on the Gates Carbon Drive app and it consistently shows 148 - 151 Hz.
From what @Julien suggests, they might be a bit tight.
So help me understand something here… I’ve cut some pockets ~6" apart in the shape of a right triangle; measured them with my calipers and determined my X and Y adjustments are exactly the same:
$100=39.9121574
$101=39.9121574
I haven’t yet cut another Diamond,Square,Circle… but because my circles were ovals I was expecting to have to adjust more in one dimension then the other to get to the expected distances between pockets?
If the belts are evenly tensioned/stretched then the circles being ovals should be a matter of backlash, usual culprits for that are pulley set screws.