To add to what @WillAdams mentioned above, the shape may be oval from backlash because you have 2 belts dividing the backlash/elasticity on one axis (Y) versus the same forces on a single belt in the other axis (X), thus 2 times more movement in X than in Y due to belt elasticity or backlash (making an oval)…
Feel free to correct me if I mislabeled something, I am only a shapeoko apprentice…
EDIT: As @LiamN points out, there are other factors my mental sandbox didn’t take into account, that are involved, that result in both the X- and Y- axes being pretty balanced, so disregard the above (explained in the link he posted in the next post). Also, thank you Liam for being gentle with your correction
In general the X and Y movements are quite well balanced.
Yes, the Y has two motors and two belts, but it also has twice the rolling resistance from twice as many V wheels. All other things being equal this results in fairly similar performance, on average, across the working area of the machine. There’s a lot more detail to it for those who are interested
If it was my machine, I’d back off the V Wheel tensions on X and Y, then re-tension them all until just the point where, with one finger, you can’t quite turn the lower V wheel. One finger, no gripping and twisting the V Wheel or it’s easy to reach backlash and broken V-Wheel inducing levels of pre-load.
As always, check the set-screws on the motor pulleys, after a while you can hear and feel the little ‘clonk’ as the pulley slips back and forth around the flat.
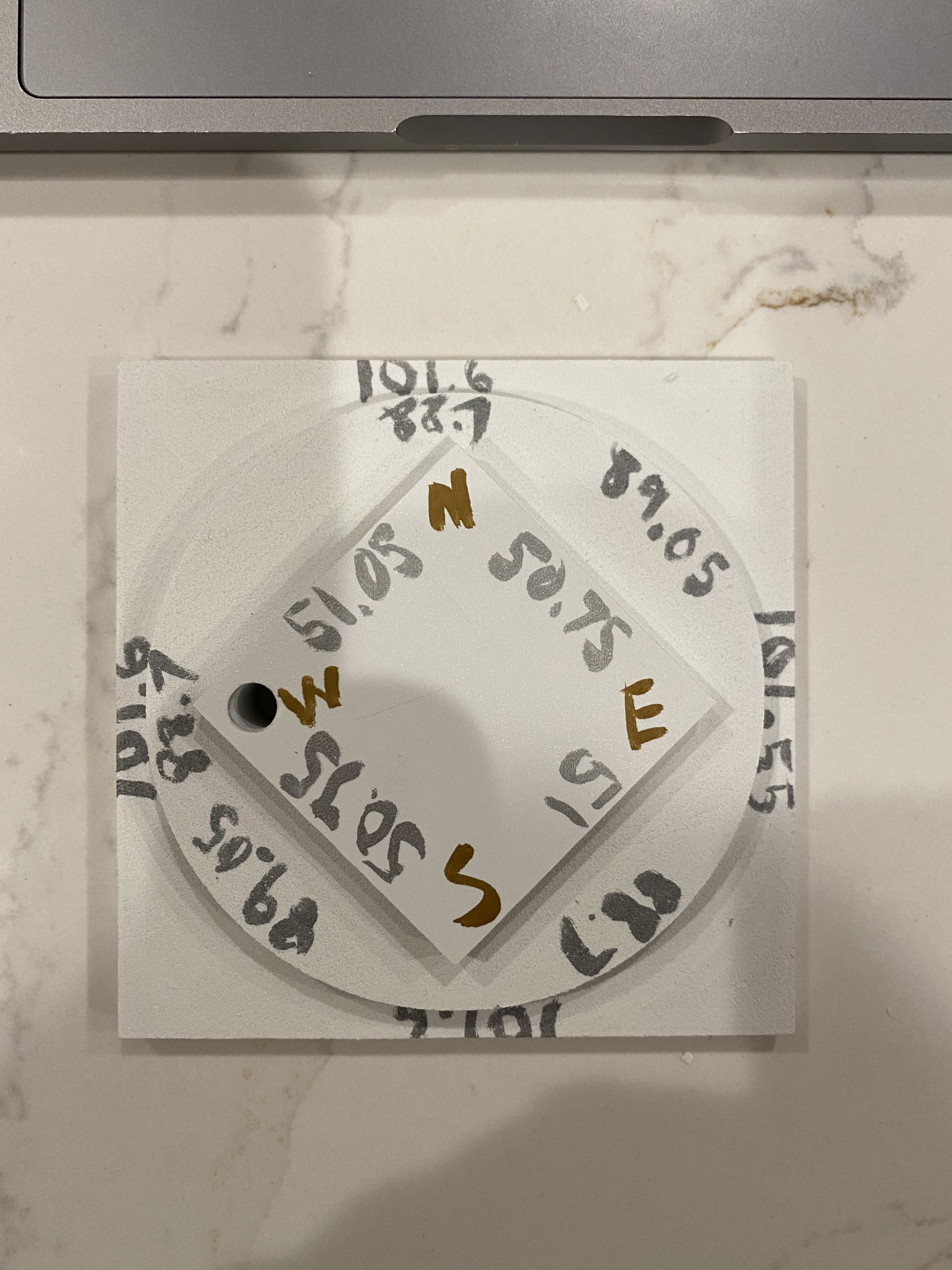
X and Y are now within .05mm which is pretty much the accuracy of my calipers. All that remains is the dual axis movement. Kindly let me know if the image gives you any hints as to where to look.
In terms of absolute accuracy, without putting any backlash (or cutter diameter) compensation into the CAD that’s pretty good.
(and when I say pretty good I mean better than where I stopped trying to tune the machine)
So is the issue that circles are still not circular despite this linear precision?
How close to 90 degrees are the corners on the base and upper square?
Well on the one hand, you’ve pretty thoroughly ruled out most of the suspects so the answer must lie in quite a small list of remaining options, on the downside, you’ve ruled out most of the obvious and easy fixes.
Here are the things I can think of that might be causing this sort of issue
Unlikely - V Wheel variable rolling resistance causing different movement distance per step (basically making the belts stretch) but this would likely be periodic with about a 60mm period, I would expect to see this in the straight edges of the diamond, they would not be straight and the circle would be wiggly and not circular.
Even less likely - You got a bad batch of belts and they have a variable tooth pitch thanks to stretching differently. If this was the case you’d get different shape errors machining this part on different areas of the baseboard, is it consistent no matter where you machine it?
The machine has pulled out of square, viewing it from the front if the rear was skewed to the right that would produce the same measurement difference you’re seeing on the circle and diamond. This might not be your machine base out of square, it might be the X beam not square with the endplates. Beware when checking for this, first you need to check the base is square with the corner to corner tape measure, then you need to check that the X beam initialises with a matching left and right distance Y plate to end-plate at the back, move all the way forward and then compare the same measurement at the front. Square is a tricky thing to measure on a Shapeoko.
The Z axis is deflecting substantially during the cut due to play in either the X rail V Wheels or something loose in the Z axis and the cutter deflection is causing the delta, are you sneaking up on the final dimension with a couple of 0.1mm or 0.2mm size finishing passes?
May not be any of those but those are the things I would check next.
I wouldn’t worry about the printed labels. Not sure who your manufacturer is, but, as I understand it the belts are manufactured as a giant wide tank track of belt and then cut down to the specified width (I would like to see those cutters). So the labelling on the belts is quite random.
Given the amount of trouble you’re having it is probably worth ordering a couple of meters of spare to swap out and check. I had very good performance from the reprap.nl kevlar core belts and the Gates OEM belts are expensive but well made (stretchier than the kevlar though).
Have you tried jogging the Z down and then giving the collet a push / pull foward and back vs left and right to check if any unusual wobble or movement has developed?
HDZ 4.0; and yes, I’ve done that solid as a rock. I’ll respond to 1-4 that you listed in a bit… though probably not #3 tho I’m not going to be able to detect it being .35mm out of square across the entire base.
On the out of square, if you’re seeing 0.35mm across that distance it should be quite a bit more corner to corner (you’re only measuring a small portion of it on the test piece) and quite detectable.
Unlikely - V Wheel variable rolling resistance causing different movement distance per step (basically making the belts stretch) but this would likely be periodic with about a 60mm period, I would expect to see this in the straight edges of the diamond, they would not be straight and the circle would be wiggly and not circular.[/quote]
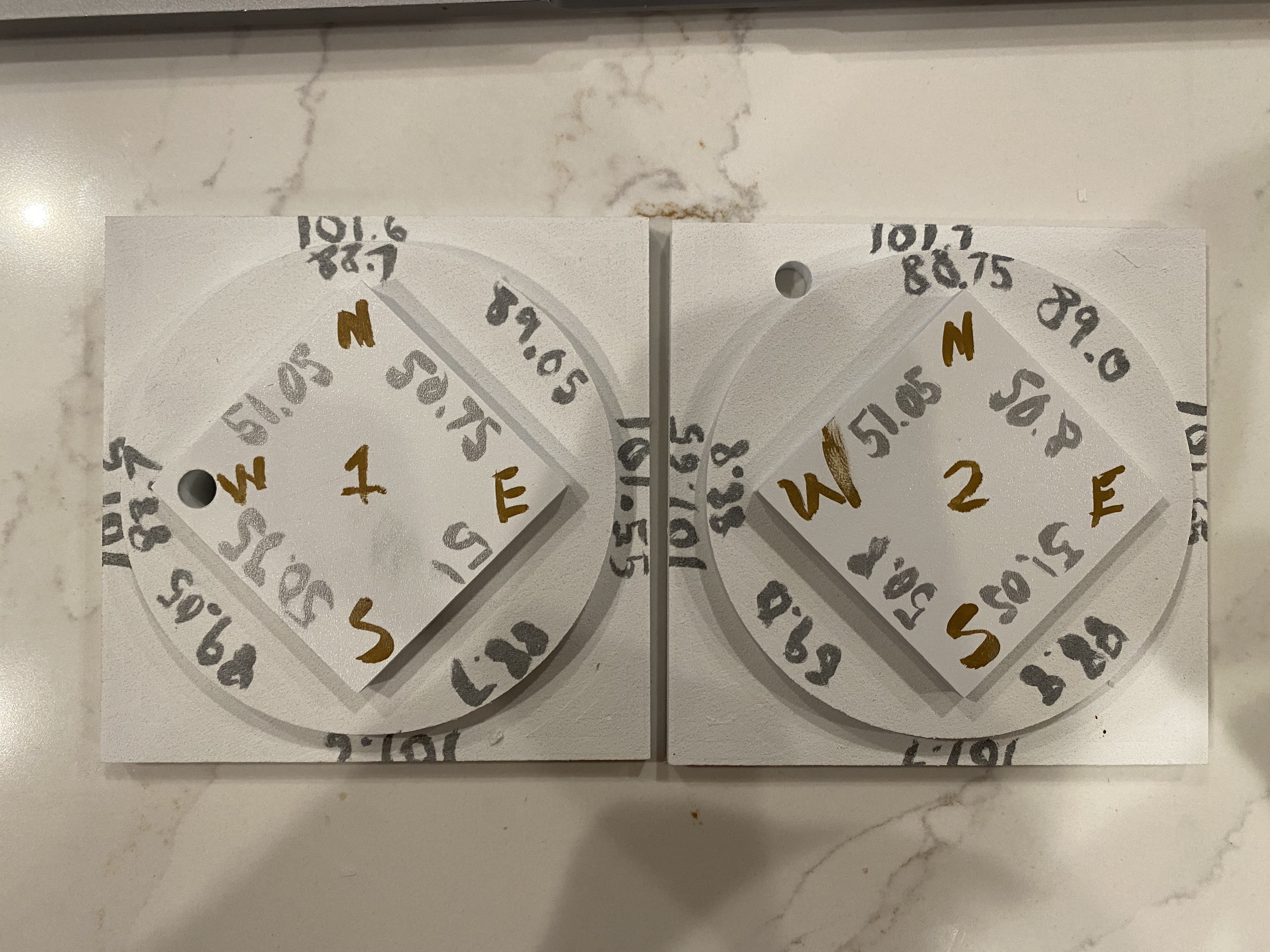
This is the result after a loosen and retighten of all V-Wheels. Test #2 is within .05-.1mm of Test #1.
Thus far I’m machine these mostly near the X middle but in various Y locations. Test 1 is the closes to the camera Test 2 is furtherest. Is this “different area” enough?
I get about 60.125 - 60.1875 measuring corner to corner with my most accurate tape… but we know hard it is to trust a 1/32" on a measuring tape.
This is actually the most glaring of your checks… in the front of the machine X- engages about 1/8" before X+ and on the rear of the machine X+ engages the endplate about 1/8" before X-.
Because the engagement essentially flips on front and rear of the machine that means it’s the base out of square right?
No didn’t think it was needed 60"/min and compressed PVC is butter soft and I’m getting consistent inaccuracy.
That’s some pretty quick & solid investigative work.
That would hopefully be far enough to show up if the Y belts were variable along their length yep.
That’s not a big enough error over the full frame size to give us the error you’re seeing over 50mm.
Now this is looking like a possible culprit.
I covered some of this in the video on belt tension which might be helpful
It seems your X axis is resting slighly off square with the Y axes. As a first test I’d suggest the trick of, with the machine powered off, gently rolling the X beam backwards until both of the Y plates stop in contact with the rear frame. Then power the machine up and let it home normally.
This ensures that the X beam is square to the frame and as you’ve already checked the frame is pretty close to square, it also means the X beam should be square to the Y beams.
Once you’ve let it home, check the gaps between the Y plates and rear frame again to see if they’re still even. If that’s still good, jog all the way forward and measure the gaps at the front. These should also be close to even, if they’re not close enough, you can balance the Y belt tensions until they are.
If starting up like that fixes the issue then you can shim one or both ends of your X beam where it bolts to the Y plate to help the machine come to rest in a square position.
Whenever I have what I think is an accuraccy issue I run a roughing pass with 0.5mm material left (bit more on wood, bit less on metals) and then come back with a couple of finishing passes to make sure it’s not cutting load deflection messing me about.
I’ll see your simple solution and raise you loosening all 8 X gantry screws along with all 16 Y Rail Screws (not to mention having to use a screw extractor on 6 of them) then retightening everything while pulling the X gantry snug to the rails. I was able to do this and keep it snug so maybe there was some tension/torque in the rails (I move my machine around more than most).
Cutting a DCS test now to see if I’ve improved. If not I’ll try your method.
How “even” we looking at here I’m getting .7 - 1mm difference between the two gaps? The gaps align in a X pattern… Aka after honing SE = NW and SW = NE gap
Is that with the X beam pushed to the back for power up or just from the resting position?
It sounds like your Y travel is balanced which is good.
How far out is your DCS test piece now? Good enough yet?
I have found on mine that the startup angle of the X beam isn’t particularly consistent so if I’m doing a job where square matters I jog to the front and check.
Push to back turn on. Measure full jogged back gap and fully jogged forward gap and overall the gap averages somewhere around 5.75mm some gaps being as low as 5.25 and as high as 6.25 depending where I stick the calipers in.
We’ve improved… debating going back stock $101=40setting. just to see what it does. on one more diamond.
Well, it’s getting better and it looks like you know what to tweak now.
I might try shimming the ends of the X beam to help it run square to the Y rails now.
The cheap feeler gauges idea is an excellent cheap way to get shim stock.
edit - It’s also worth remembering that you will never, ever get any machine perfect and knowing when it’s good enough and getting on with using it can be the smart choice
@LiamN given all the issues with squaring wouldn’t it make the most sense for C3D to put a inductive switch on the X- side as well and let the honing cycle work whats square each time?
Or is the feeling that the machine slightly changing square each time would be more annoying then just being “machine square” to any features on the waste board etc…
The two Y stepper motors are driven by the same step signal on the controller so they have to step together. On larger (or upgraded) machines there are frequently two Y homing switches and the controller individually homes the two Y axes to get into alignment at startup.
One day, when I replace my controller and all the motors…