SirGariff
June 20, 2025, 11:16pm
1
Question of the day:
Why the heck aren’t my tabs showing up in my simulation
I’ve checked the thickness, I’ve checked the tab size, I’ve checked max depth. Need a little help.
Looking for tabs in the arch.
mhotchin
June 20, 2025, 11:19pm
2
Screen shots are of almost no use at all. Upload your project file .
1 Like
SirGariff
June 20, 2025, 11:24pm
3
Well, that got me to finally log into the community on my computer, instead of just functioning on my phone
18, right.c2d (600 KB)
mhotchin
June 20, 2025, 11:29pm
4
Your tabs are on “Outer Border”, but your toolpath is on “Last Cut”.
1 Like
SirGariff
June 20, 2025, 11:37pm
5
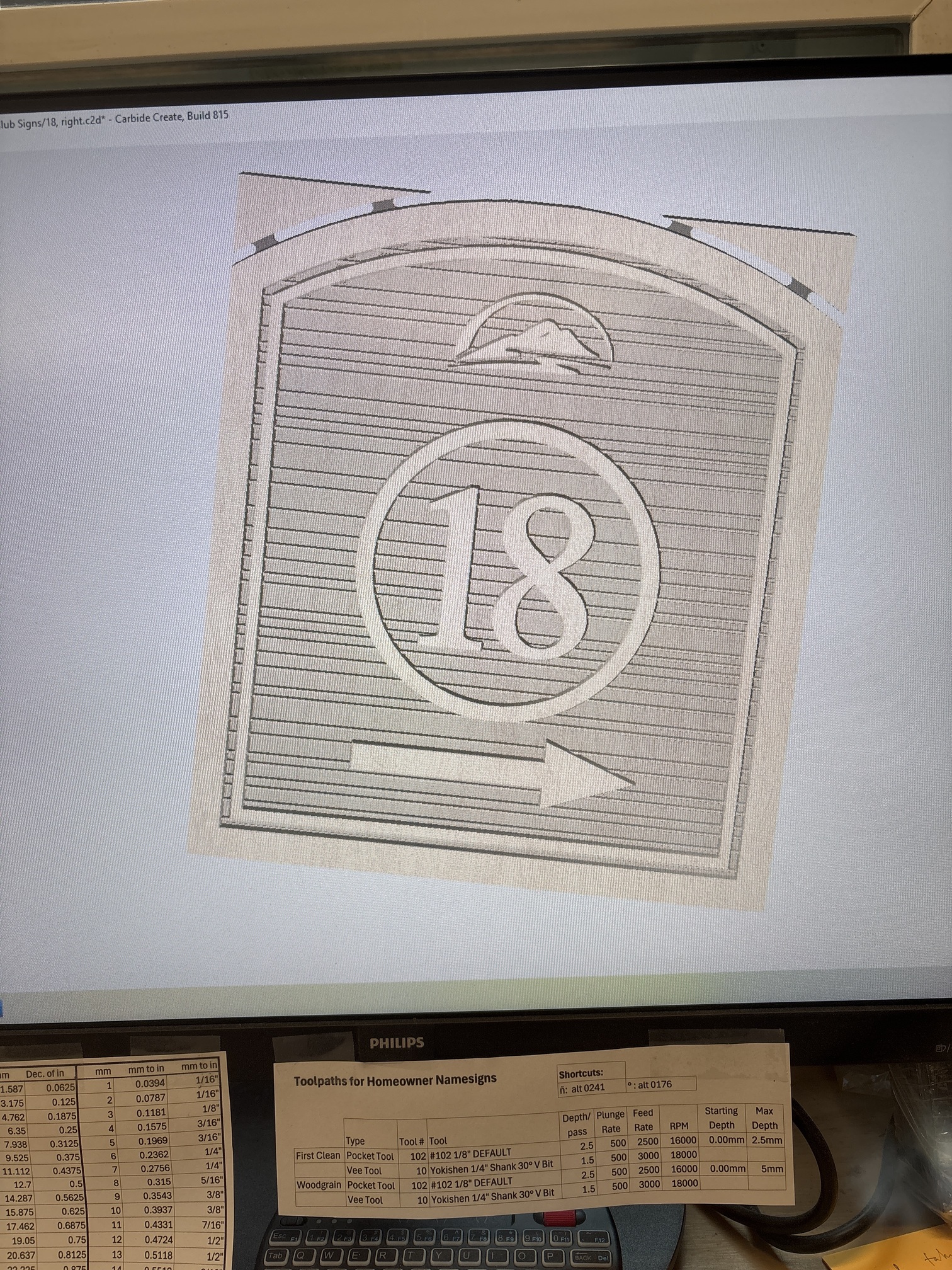
And there they are! That was amazingly fast. Thank you so much! You are a genius
WillAdams
June 21, 2025, 12:13am
6
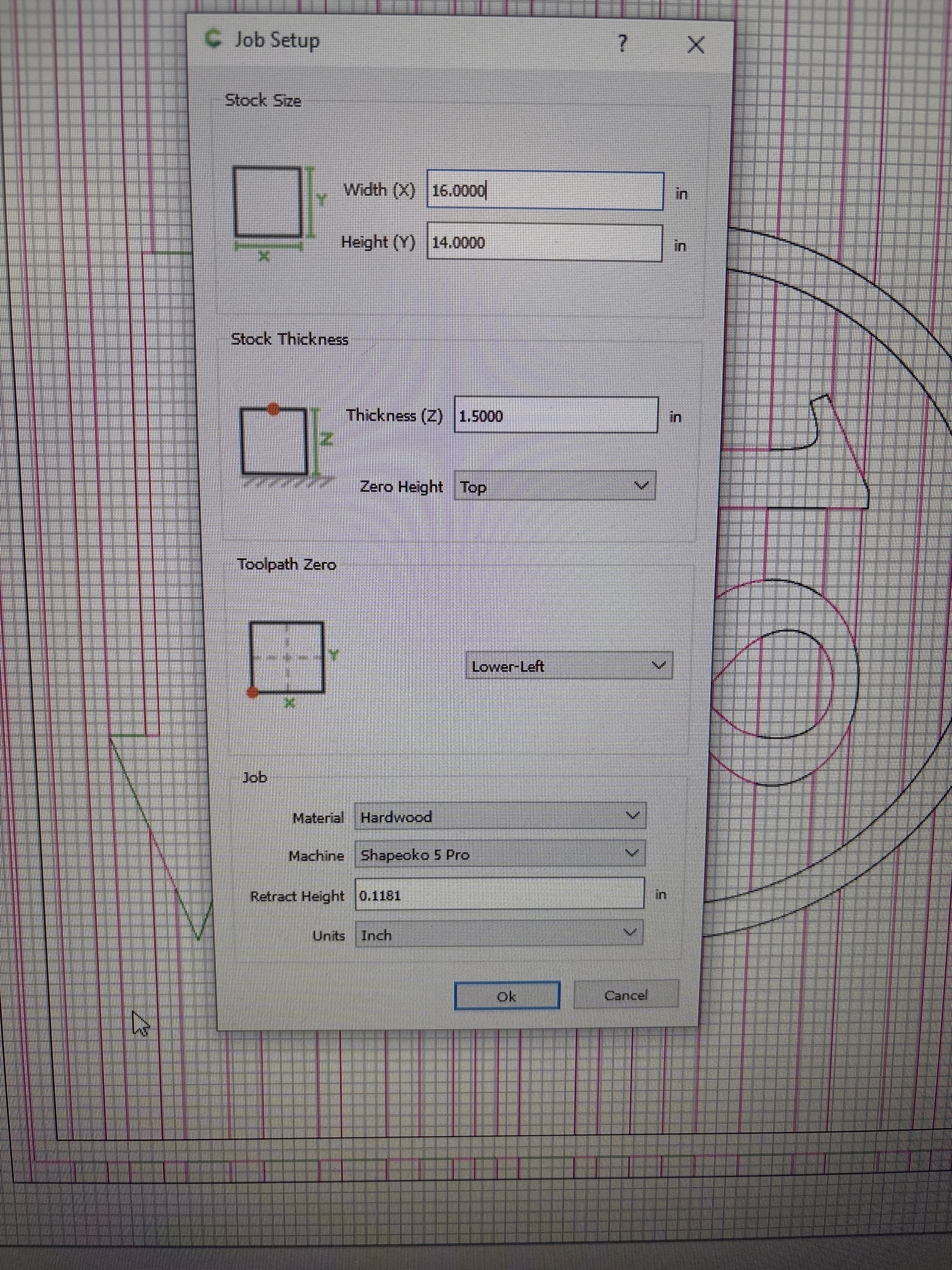
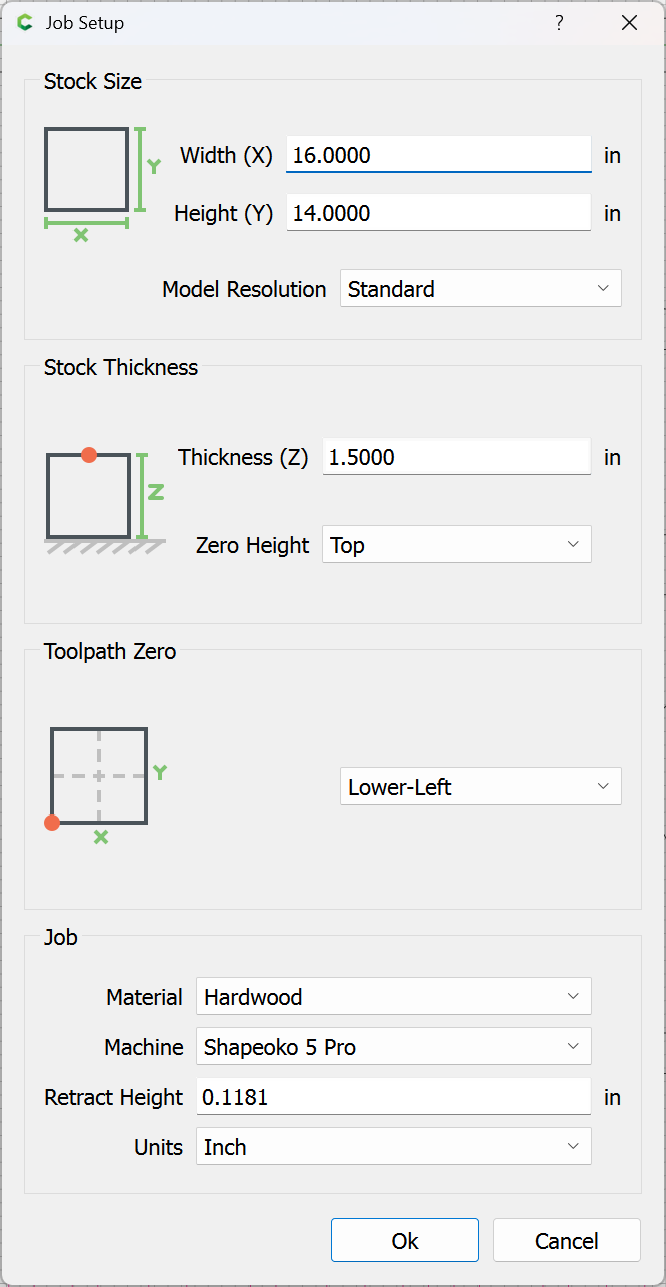
One concern, your file has a Stock Thickness of 1.5 inches:
and you are cutting out a slot which is 12 times deeper than the diameter of the tool, resulting in a very high tooling engagement (assuming your tool has at least 1.5" of cutting flute length, if not, it’s rubbing which arguably is worse) — where possible avoid slotting and add geometry and cut as a pocket
While cutting up vacuum extension wands for this is expedient, it’s a bit problematic given that Shop Vac recently filed for bankruptcy, was bought at the last minute, and production hasn’t caught up.
I need a receptacle for the Sweepy 2.0 dust fitting — one option would be to purchase one from Woodcraft, but Carbide 3D sells blocks of HDPE:
which looks to be just barely big enough for things to fit.
Measuring the hose fitting I get a diameter of ~63.5mm — offsetting that twice we arrive at…
and/or
One technique which is often suggested to avoid slotting is to add geometry around a part which one wishes to cut out and cut as a pocket down to tab depth — here’s one technique for that.
In this case, the project is a bevel gauge which will be cut out of 0.0625" (~1.5mm) thick aluminum:
[bevelgauge]
Due to the narrowness of the angles, an 0.03125" endmill has to be used, so after importing and scaling the file (we will be cutting out one which is 3") we select the perimeter and offset it tw…
and consider leaving a roughing clearance and taking a finishing pass.
One which has a cutting flute length equal to or greater than the thickness of the stock — pretty much any tool should work.
Big thing is the toolpaths — if cutting out, rather than just cutting a slot:
[image]
Offset to the outside by endmill diameter plus 10% or so:
[image]
[image]
[image]
Then cut as a pocket:
[image]
down to tab height or the penultimate pass:
[image]
then move the contour down to below the pocket and start cutting at the bottom of the pocket:
[image]
and…
2 Likes
SirGariff
June 21, 2025, 12:42am
7
Thanks Will. Excellent advice! I will definitely leave extra material a make a finishing pass. Fortunately it’s HDU, so it’s pretty light.
system
July 21, 2025, 12:43am
8
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.