I use VCarve and contacted Vetrics for an updated Shapoko post-processor that supports M6 commands. You might want to contact them about spindle control g code commands and the VCarve Shapoko post processor, if you can’t get past that issue.
1 Like
It’s interesting how different G-Code sender handle it. Gsender exhibits the delay, while CM, using the same file, doesn’t. Also it appears GSender doesn’t handle work offsets properly and always throws an error. And I’ve noticed the formatting F360 uses for Sindle commands is Sxxxxx M3 rather than M3Sxxxxx.
I’m sorting out feeds and speeds now for Aluminum using tool #201. Having success with 13500K RPM, .100 DOC, .075 OL, and about 50 IPM. Thats about .0.00125 feed per tooth.
@Vince.Fab @wmoy Care to share some recipes? This things needs to ship with a cookbook of recipes.
1 Like

What delay?
I haven’t seen this…can you clarify what you mean?
That shouldn’t matter…are you seeing that it does? The PP handles that…if it’s a problem, that could be changed. The sender should have no issues with the different order, though.
1 Like
@neilferreri Here is the same gcode created in F360 using the shapeoko PP run in Gsender and Carbide Motion. If you notice in CM, the spindle starts and then moves into the work. In Gsender, the tool is already in the workpiece before the spindle starts.
Gsender

Carbide Motion

pocket.nc (471.2 KB)
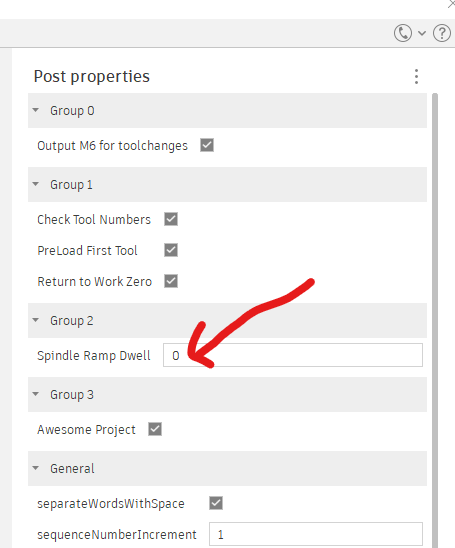
My post processor has a spindle dwell option. (believe it was a request from @Julien )
I’m still rocking the Dewalt, so mine is set to zero by default. Just change that to the number of seconds you want to dwell. CM must do this internally.
2 Likes
Ok. I’ll check there. I don’t believe I expanded those groups in the PP setup.
Not sure if there’s anything to expand in the post you’re using.
@Griff has the HDM, and I think he still uses my post processor. Maybe he can chime in.
Personally I’m not a huge fan of running 3F with sharp corners in Aluminum unless you are misting pretty heavy. They can not self evacuate chips nearly as well as a two or single flute and Ive found much better tool life with tools that have a small corner radius.
Lets look at what you were running, plugged into Millalyzer it looks ok but very conservative. However when you examine the chips they tell a different story. Do you see how they aren’t solid and look “fan like”, I usually see this in heavy recutting or taking too small a chipload when roughing and not creating a nice chip that will transfer heat well. Excessive tool stickout can also cause deflection that will screw with your tool’s happiness.
Here is a screen shot of a requested HDM recipe for maximum MRR…but you better be misting and have your VFD TQ Boost set to Auto. Pretty impressive 3 cubic inches and you can see how different the chips are (0.0018" after thinning). I have also tested it down to 100ipm which is 0.00122 ipt and haven’t had any issues. These chips are good and what you are really looking for is a consistent chip shape with one dull and one shiny side.
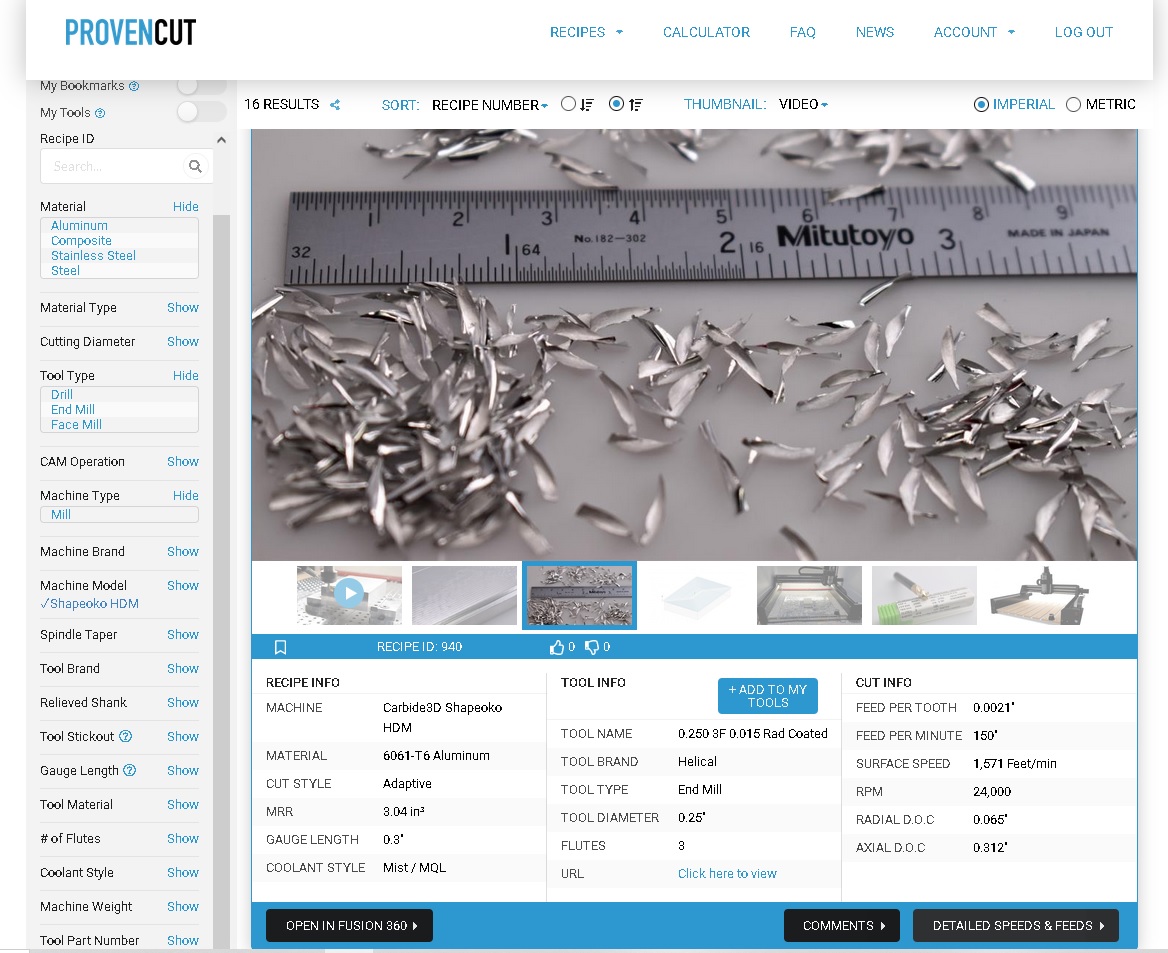

This recipe is pushing the envelope of what the HDM 1.5kw can handle, use at your own risk
6 Likes
@Vince.Fab Thanks for the recipe. Seems to work good but you are correct about the need for mist. Chips look fuller and shinier. Yes I know my helix ramp needs work. I am seeing plunge issues with the contour toolpath. As you can see in the video it didn’t seem to follow the 13 IPM feed for plunge and the 2D adaptive left a few high areas. I’m assuming skipped steps from the plunge.
I’d like to end up with a more conservative recipe as I’m afraid this will tear my cabinet apart from directional changes!

6 Likes
THAT looked more HDM.
2 Likes
Best way to lower feed speeds and increase chip thickness (ability) is by running tools with less flutes. A single flute runs a third of the feed speed of a three flute at the same chipload. Also you can use feed optimization to accel/decel to whatever you want with directional changes in Fusion, helps when over 100ipm.
Definitely choke up on your tool as much as possible, when you run the deflection numbers you’ll see that every bit counts for tool rigidity. I’m actually surprised that you are able to cut dry with that 3f, thats a timebomb in any machine lol.
Try decreasing your ramp diameter to half your tool diameter, push a decent angle (2 degrees is good to start) and put in a little ramp taper to help evacuate the chips.
Another option is using a more traditional style low axial and high radial cut. They are good to start with and minimize how much ramping you need to do. Plus the high tool engagement will give you a more stable cut.
Also on the finish contours, ramp instead of plunge and put in a 0.003-0.005 finish pass. This will minimize the load spikes you are seeing currently and the full contour should clean up the walls nicely.
8 Likes
@Vince.Fab I’m about to join ProvenCut. Are there any HDM owner codes you can share since I’m in the club? ![]()
Maybe 6 months free with purchase of a fixture plate?
I think we only do a yearly sub ($50) but if you do plan on getting a plate, pm me your order info and I can probably throw in something extra. I would love to get more HDM users feedback on recipes and requests.
3 Likes
The whole pricing of software is an interesting thing — I’ve always thought for instance that Lego Corp. really missed when they were doing their online stuff — each Lego set should have come w/ a coupon which was good for some period of time online, w/ a bit of a grace period.
Each large set should have covered 6 months, w/ the assumption that a child could receive two Lego sets a year (birthday and Christmas), and so long as that continued, the recipient would be guaranteed membership online.
Smaller sets could have provided a month or two, trying to match the price to what a child could reasonably expect to earn as allowance for chores.
Anyone, for a company selling small bits, allowing purchases to fund the online software license would be far more palatable to cheapskates like me — instead of being an on-going cost, it would be a free benefit of loyalty.
8 Likes
Will do. I’m thinking a plate and a mod vice to start. I’d like to stop by the shop again sometime. I was there in 2016 at the last open house.
1 Like
You will not regret the plates and mod vise. I put a SMW pallet on top of my plates and it’s still within 0.001" of level to the machine. I’ve always had the opinion that the SWM gear was overkill for the SO3/4/Pro… and I may rethink that. But I definitely recommend the SMW workholding for the HDM. I don’t think you can take full advantage of the HDM’s capabilities otherwise.
1 Like
Did you go with the .250 or .500 plate and vice?
The HDM specific one, so the two 0.5" plates. I wanted that mass to dampen vibrations and the larger vises.
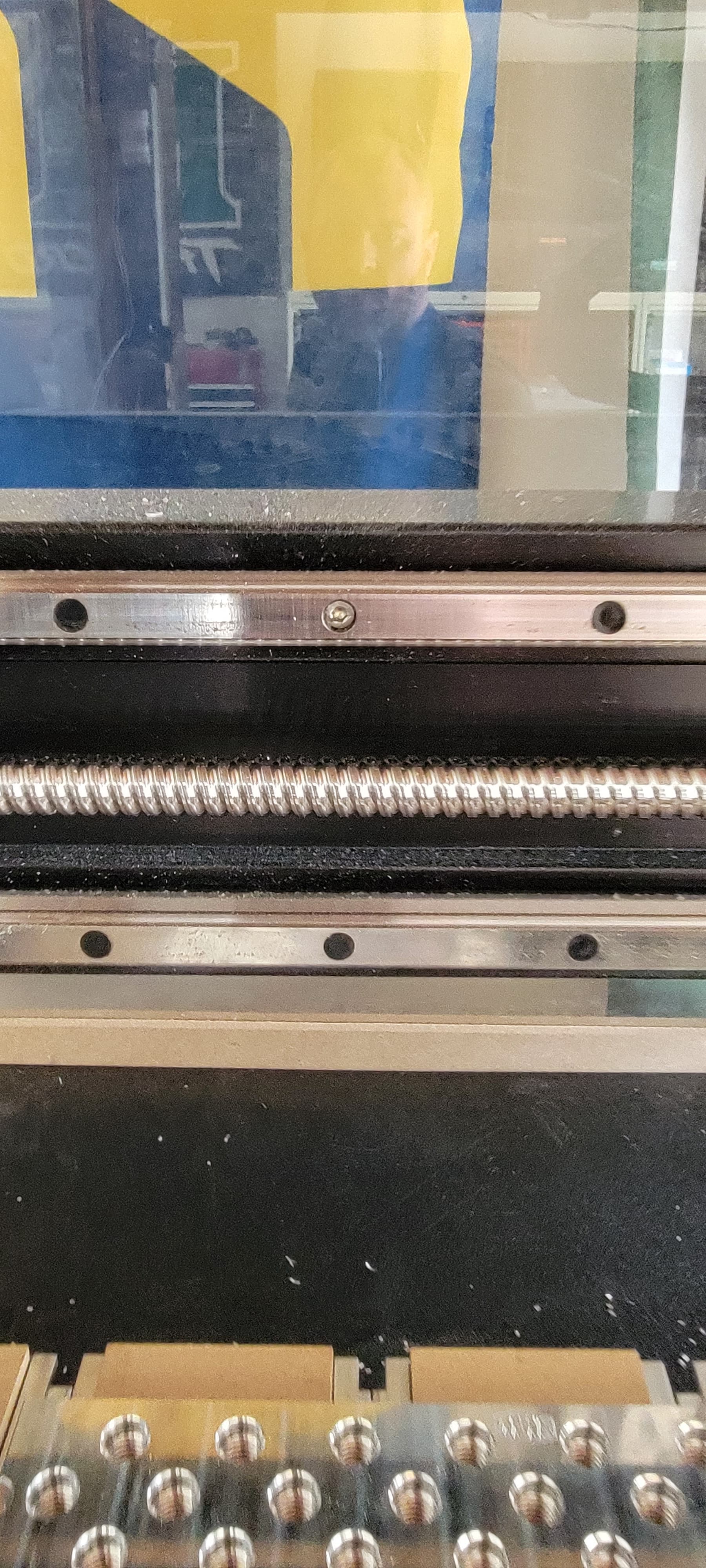
@WillAdams @robgrz please see the missing bolt cover on the x rail. I sent a email to support but I’m not sure they understand what is missing here. I’m afraid chips or dust will pack in the exposed bolt head and damage the linear rail or guide.