I hope my post finds you and your families safe and well.
Ok so it is official - i have been quiet for two reasons - 1 work is crazy as we are planning for the second wave of COVID - 19 , second, because project “fail fast fail cheap” is now 100% active, i have spent the last 12 months designing refining and trying to bring a product to the market (shhh i think i am being watched, no it is good just the cow) anyway i will show the product once done.
But i have decided that there needs to be metal in this product, part of this requires push buttons, and rather than have this 100% wood i would like to embellish the buttons with brass inlays.
After seeing this Fab post Amazing Brass inlay inspiration it has given me the last push needed to venture into Dun Dun DUUUU “Brass” so stock has been ordered, but i just don’t know what end mill to get to enable me to cut brass, because it is circa 10mm x 10mm i am in Nomad small territory, in essence i need to carve symbols into the brass buttons, so i was looking at these two end mills would these work cutting brass
Ball nose 1mm - Ball Nose- i know they are cheap but i struggle to find end mill supplier in UK (open to tips / supplier)
End mill 4flute 1mm - End Mill
End Mills in Metal are the blocker here, i think i am over thinking it to be honest, but we have all been there.
So i am reaching out to my support team lol i am happy to spend more i just don’t want to buy something that i am not familiar with, so if you would be kind enough to lend some of your time, i will learn and listen
Have you considered V-bits ? for engraving text/symbols on a 10x10mm surface, they would probably work better than a 1mm endmill (unless you specifically want to go for a “round” font). Also since you mention “inlays”, v-carving would be easier ? (it being tolerant to small dimensional errors)
If you go with square endmills, I would favor low flute count for chip evac (and I’m really curious to see what a 1mm 4-flute looks like?..), aim for 0.001" chipload as usual, start by shallow test passes, and then increase DOC until the machine tells you it doesn’t like it anymore.
I have a Nomad and cut symbols and engravings into brass regularly.
My current go-to for engraving is this v-shaped ball end mill:
I cut either 0.1mm or 0.2mm with a 0.05mm depth-of-cut, usually slowly at around 200mm/min, and get really nice results with quite a bit of detail. This fellow lasts a reasonable amount of time, too.
For cutting the brass itself (this depends on which brass you have) a single flute 3.175mm can cut 0.2mm-0.25mm per pass pretty well at around 200-250mm/min.
The type of brass matters… CZ121 is nice and soft and cuts well with these. Harder brass will mean you have to pull back a little on the feed rates, in my experience.
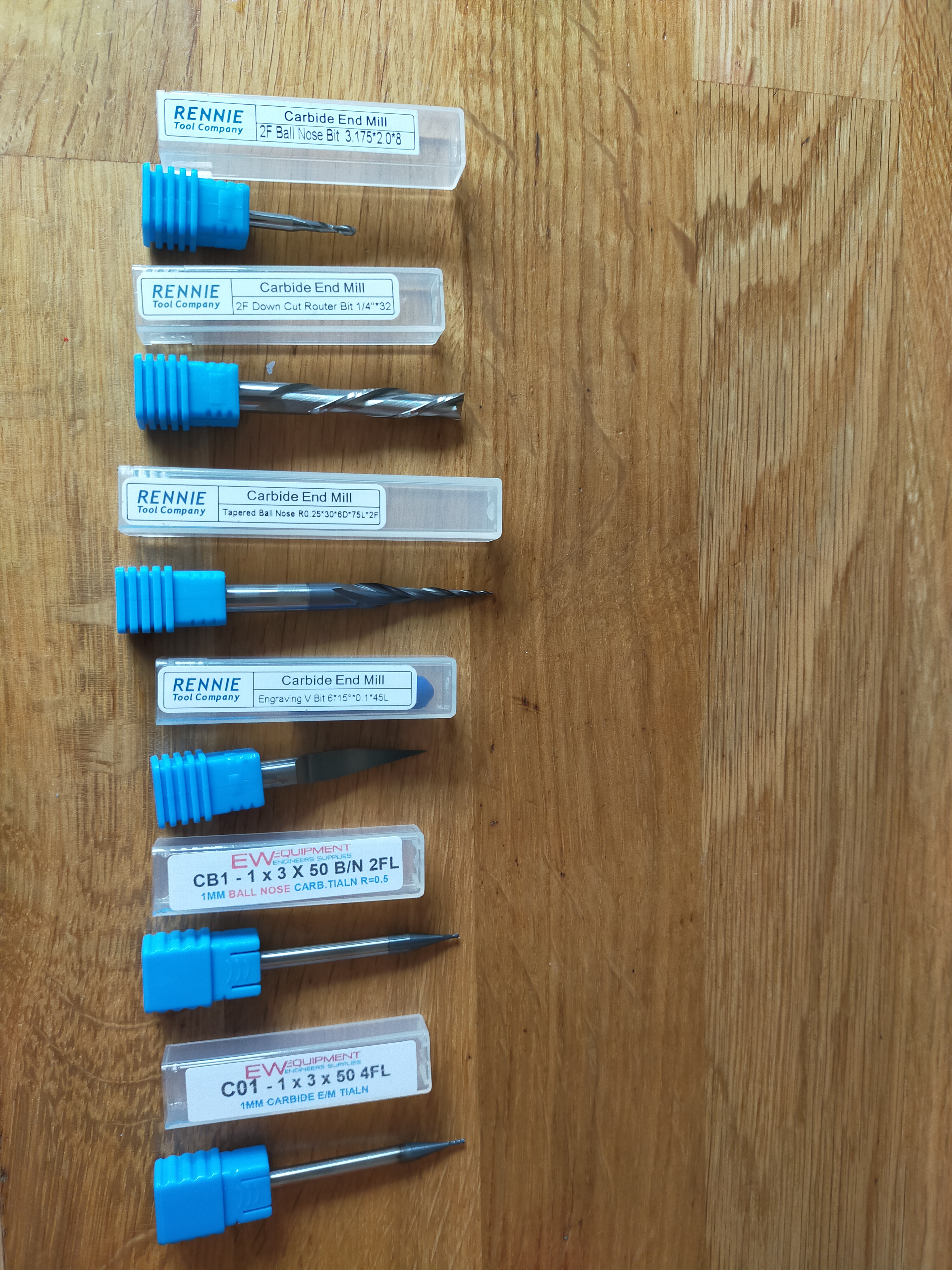
Thanks for all the replies, since looking at this and doing some further follow up ready based on feedback, i spoke to the shop foreman (my wife) who Green Lit the P.O to buy lots of different end mills for experimentation,
Plus the other cheap fle bay ones. i have the best wife ever, i said in passing today i would really like to get a bigger 8x4 CNC, just coffee talk, and got a “my love it it make you happy get what you want!, but start with these bits and see how you get on”
Thanks for all the help i will put some tests up here!
@Able I am sorry i would have thought that was very obvious?? as in obviously i have no idea what i am doing :)- so here is my thinking, as i am going to rough cut this first pass, and having watched / read somewhere that down cut on metals can leave a really good finish on the surface i thought i would get one of them too, if my thinking is flawed please do not hesitate to pass me back the noob hat, i wear them with pride
As long as the chips have a place to go it should do fine just avoid any deep pockets or cuts where the chips can pack up. If you use an up cut to rough then finish with a down cut there should be room but you can always use a quick air blast to periodically clear the chips. Duster computer cleaner spray is an option if you don’t have a compressor.
Just a reminder for metals - be sure to make sure you have suitable clamping or adhesion!
I’m averse to double-sided tape because it’s a mess and when the stock heats up it melts and slips… and the super-glue-and-masking-tape thing has not worked well for me (my fault no doubt).
So I usually use tabs in the model. But I try to make them as thin as possible, and often too thin. Yesterdays prototype effort saw the top piece fly off during the final 3.175mm cut of 1/8" stock and wreck the top protrusion on this gizmo.
Asking a Baguette for confirmation about imperial to metric unit conversion is just asking for trouble
But yes, 0.0254mm. For some weird reason I’m more familiar with ipm units for feedrate now, so I stick to imperial chipload values. Since I’m also a sucker for single flute endmills when cutting metal, it makes for very simple napkin computation of the feedrate (0.001" x 1 x RPM = Feedrate, so e.g. 24kRPM => 24ipm). But then of course there’s chip thinning and miscellaneous other factors.