I’ve been working on getting a reliable method for two-sided milling on my Nomad. After many tries I arrived at what I think should work reasonably well, but it sometimes doesn’t, and I’m looking for advice.
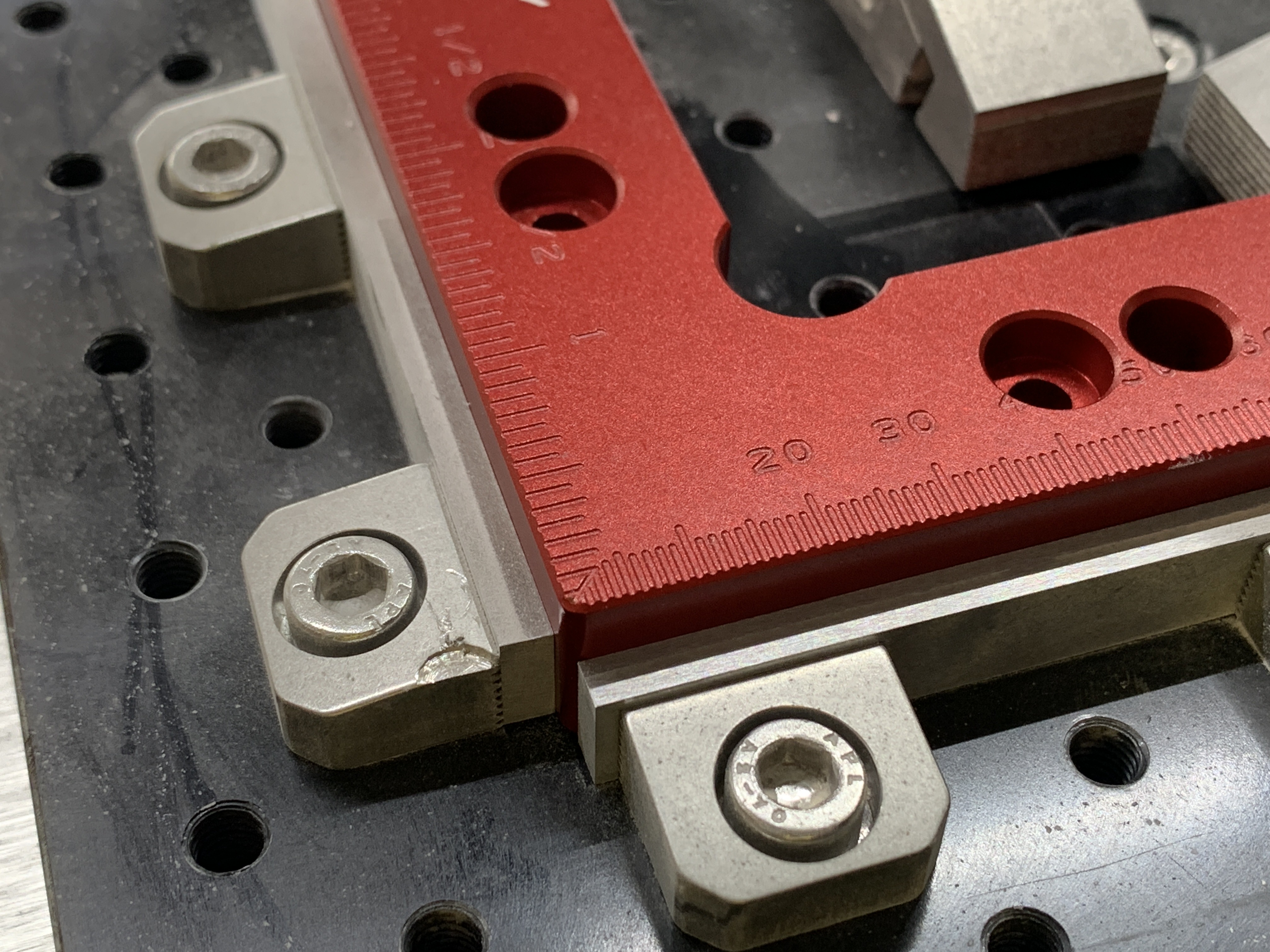
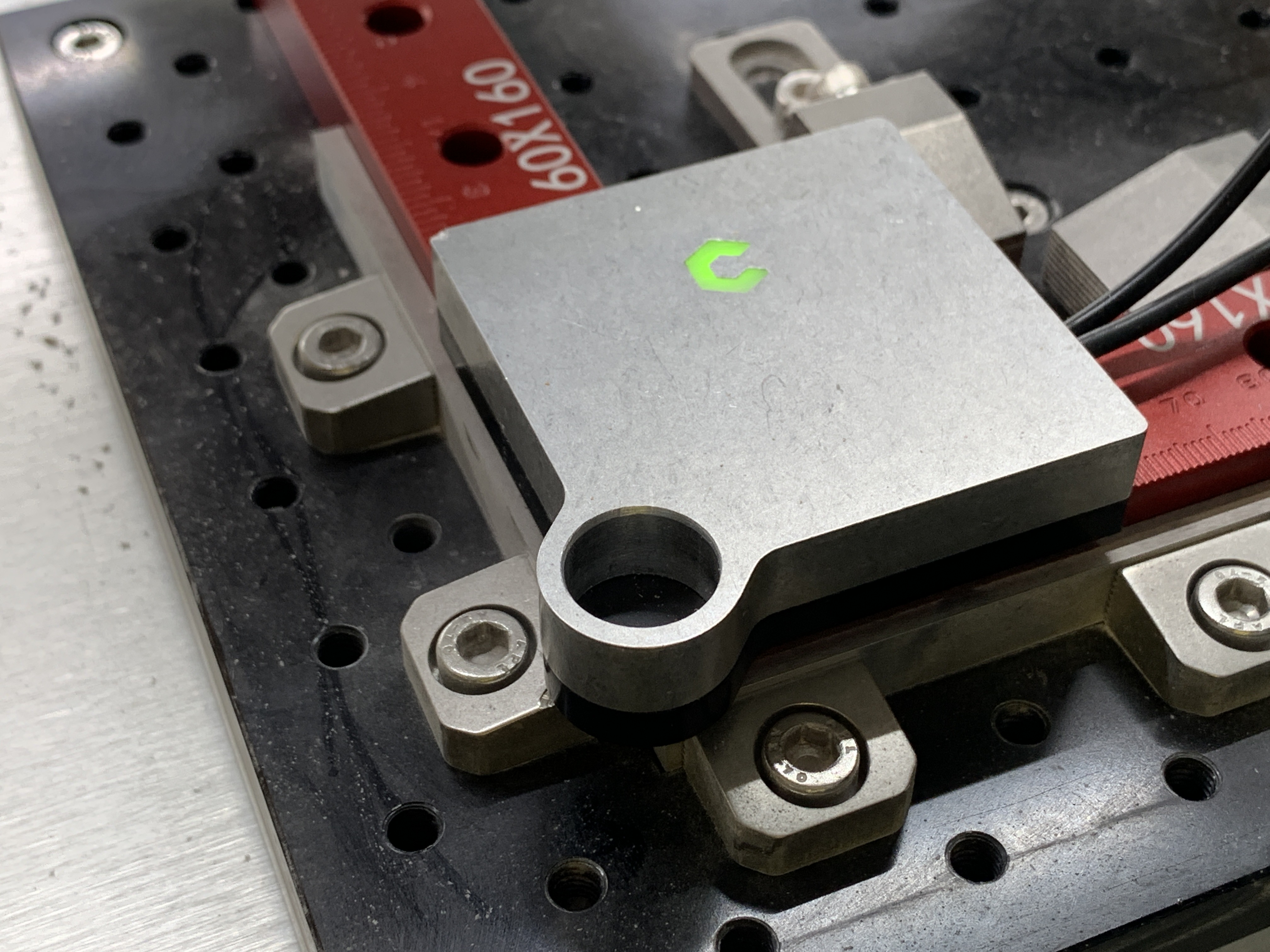
I use the threaded table and tiger claws for workholding. I started adding the machinist blocks when I noticed that the claws will bite into softer materials (wood, modeling board), causing displacements.
I set my XY zero by placing a woodworker’s square and putting the BitZero (v2) on top. I hold the BitZero carefully with my hand while doing this, as it has tendency to slide off. For Z zero, I remove the square and put the BitZero on the table.
Theoretically, this procedure should give me a WCS with a zero where my blocks meet, at table level. I would expect to get within ±0.1mm of that corner.
Sometimes this works well:
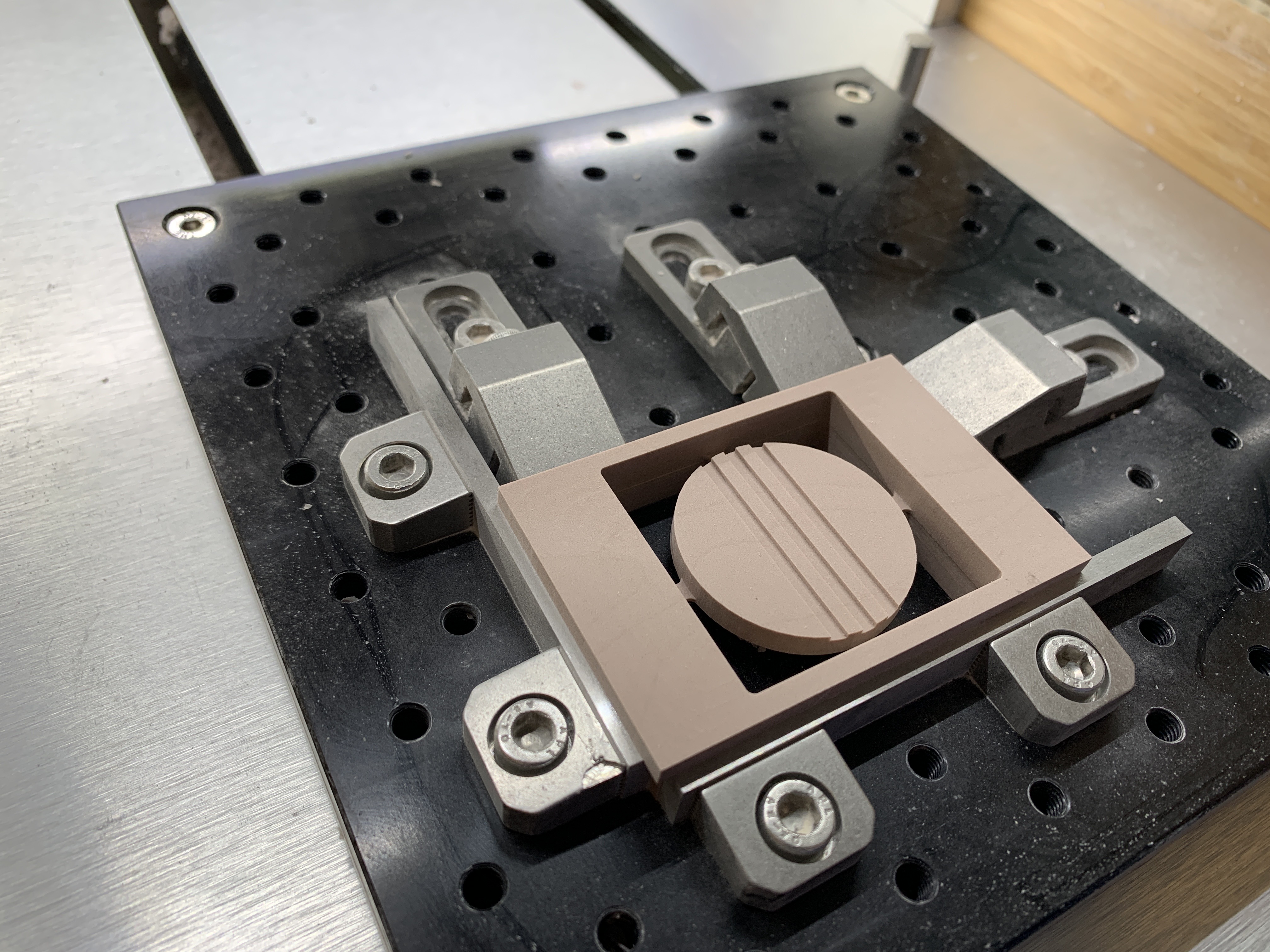
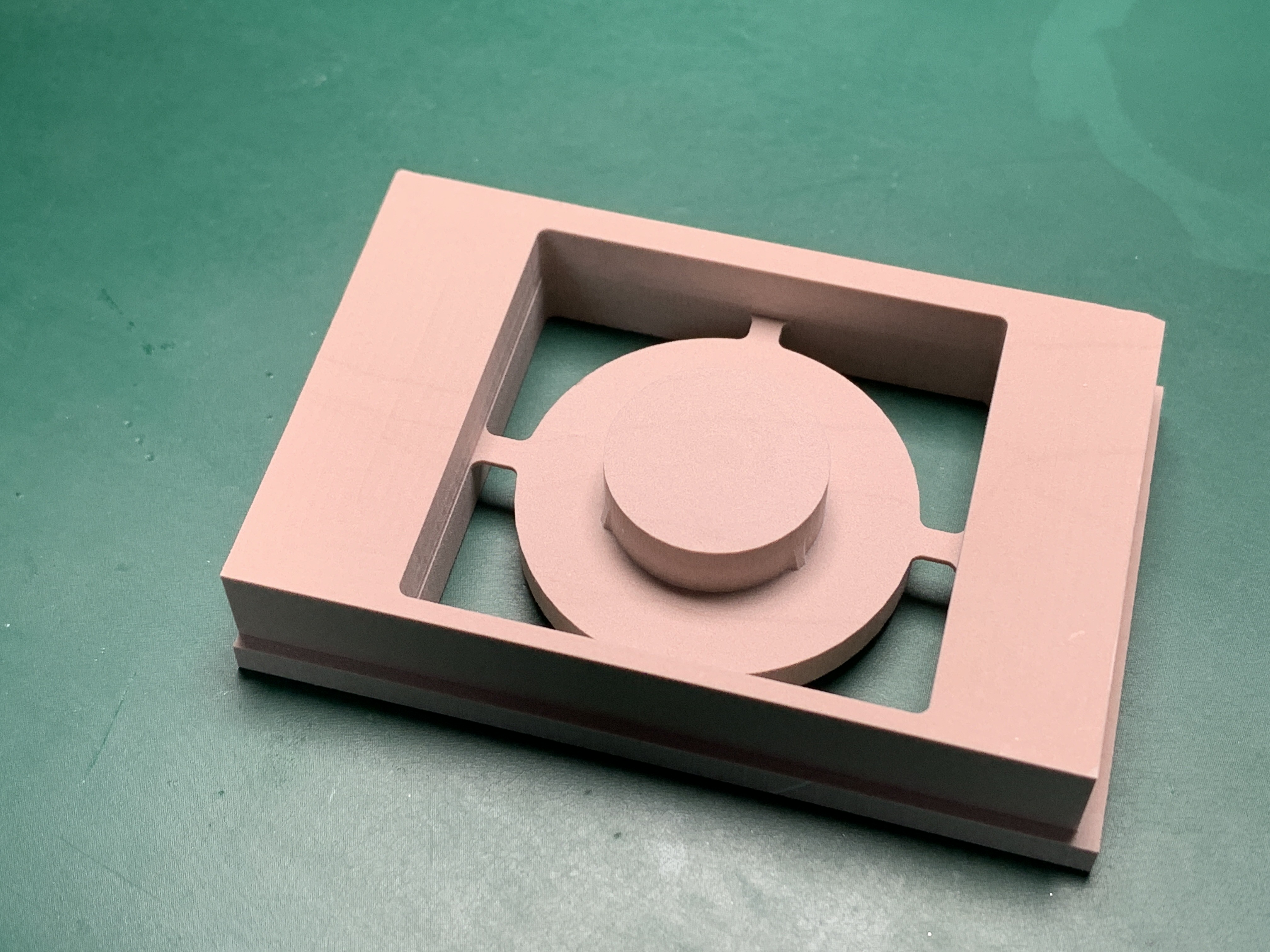
Errors as measured on this piece: 0.10mm X, 0.08mm Y, -0.08mm Z. If I understand my approach correctly, the errors I get on the final piece are double the errors in zero position, so this was pretty good.
But sometimes I get disappointing results, like today, where the Y displacement was 2.4mm (indicating a >1mm zero probing error, or other problems).
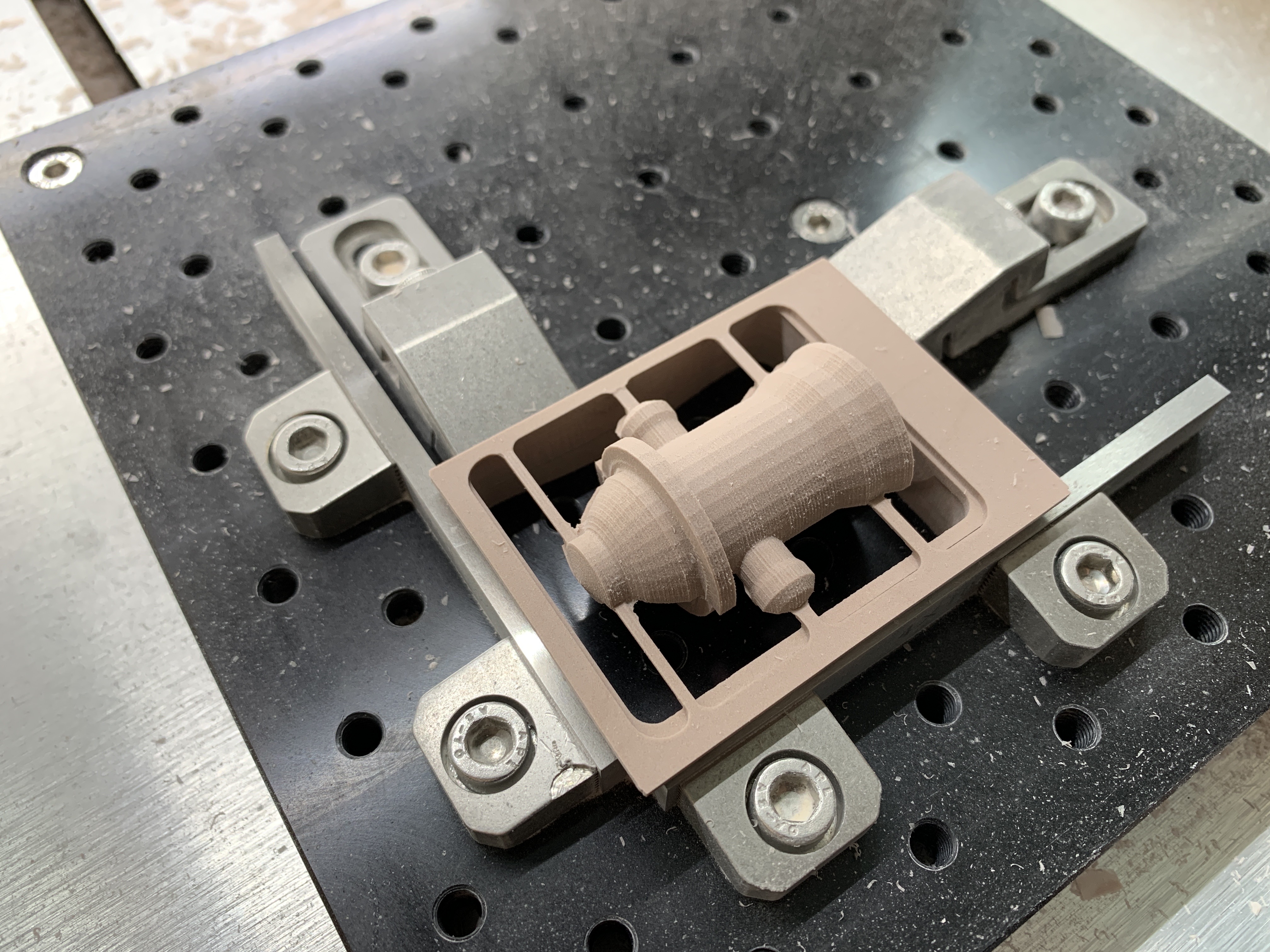
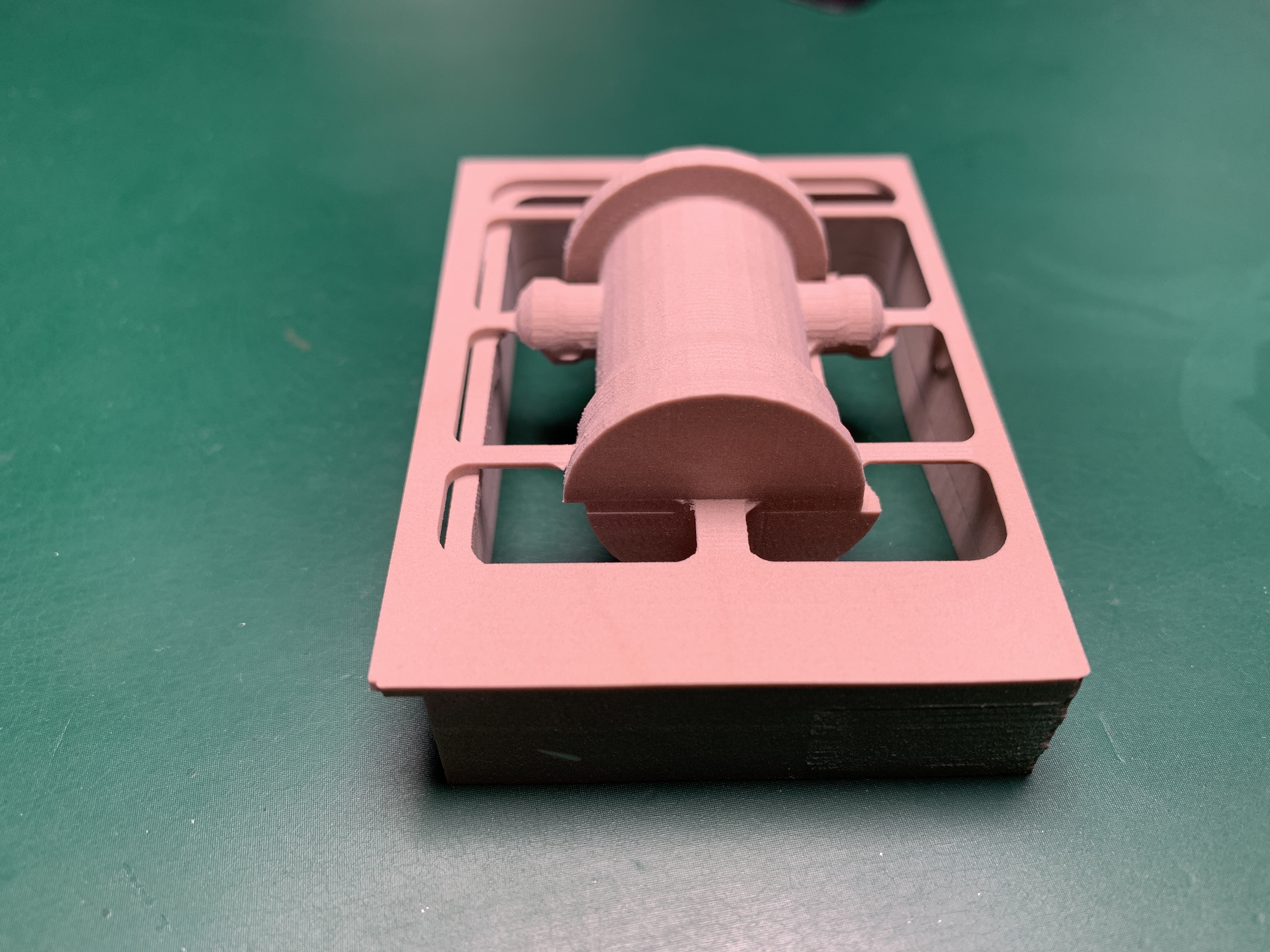
These two pieces were produced using the exact same procedure. I can’t see any significant differences that would explain the large displacement errors.
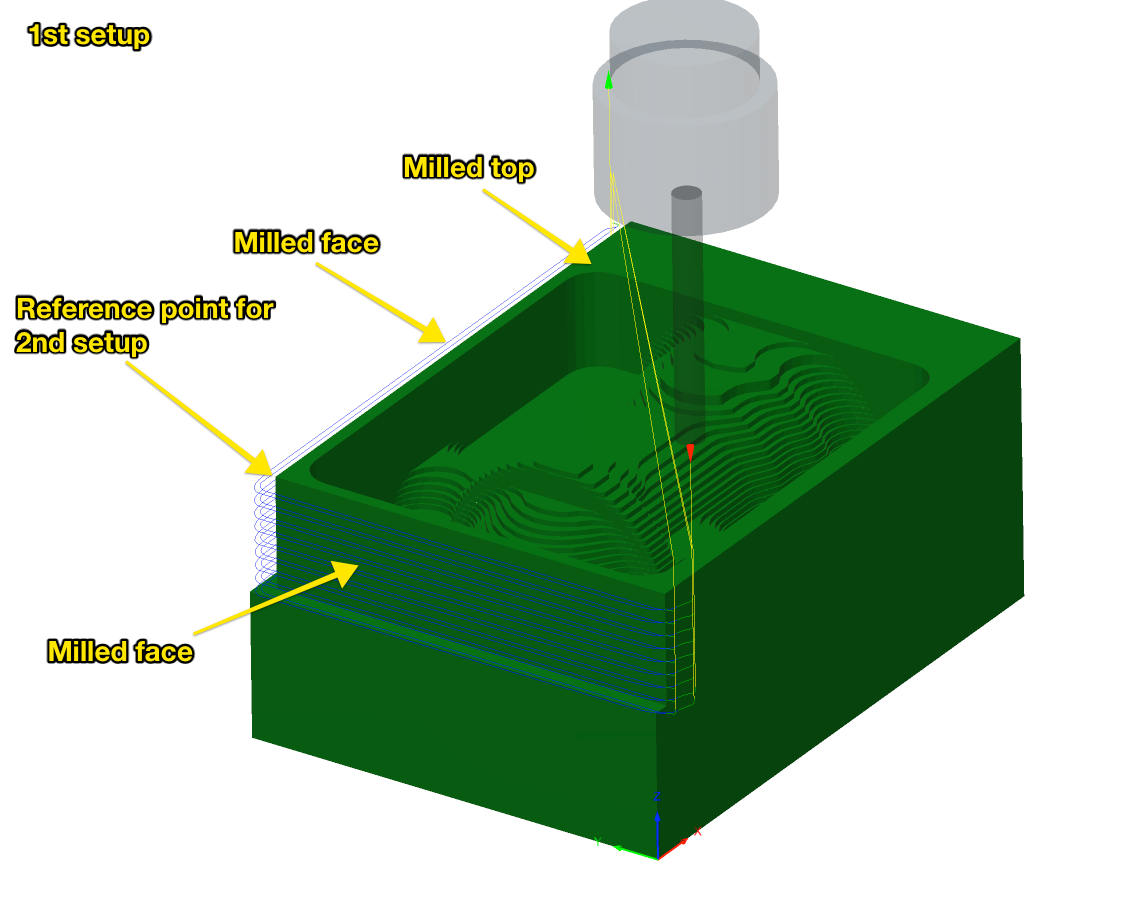
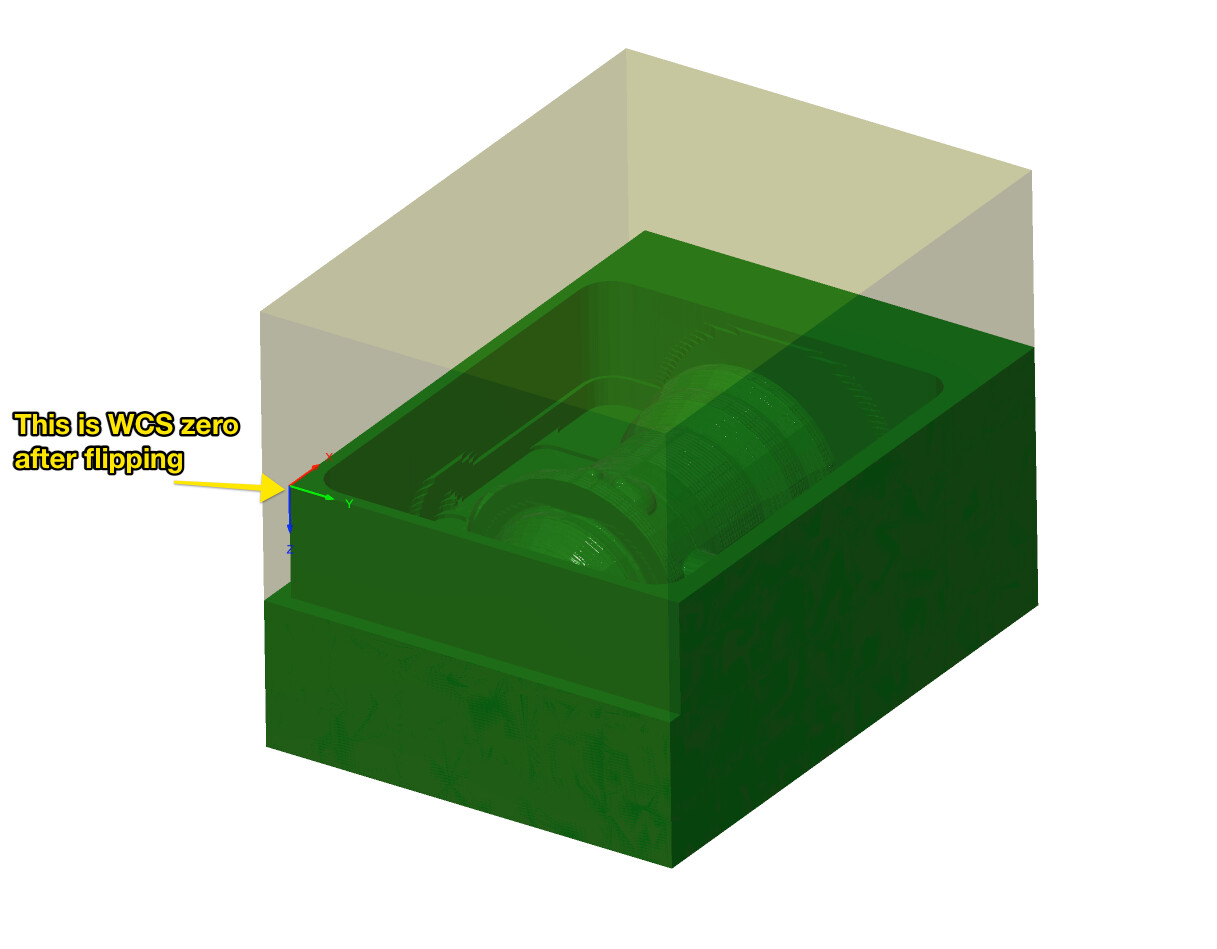
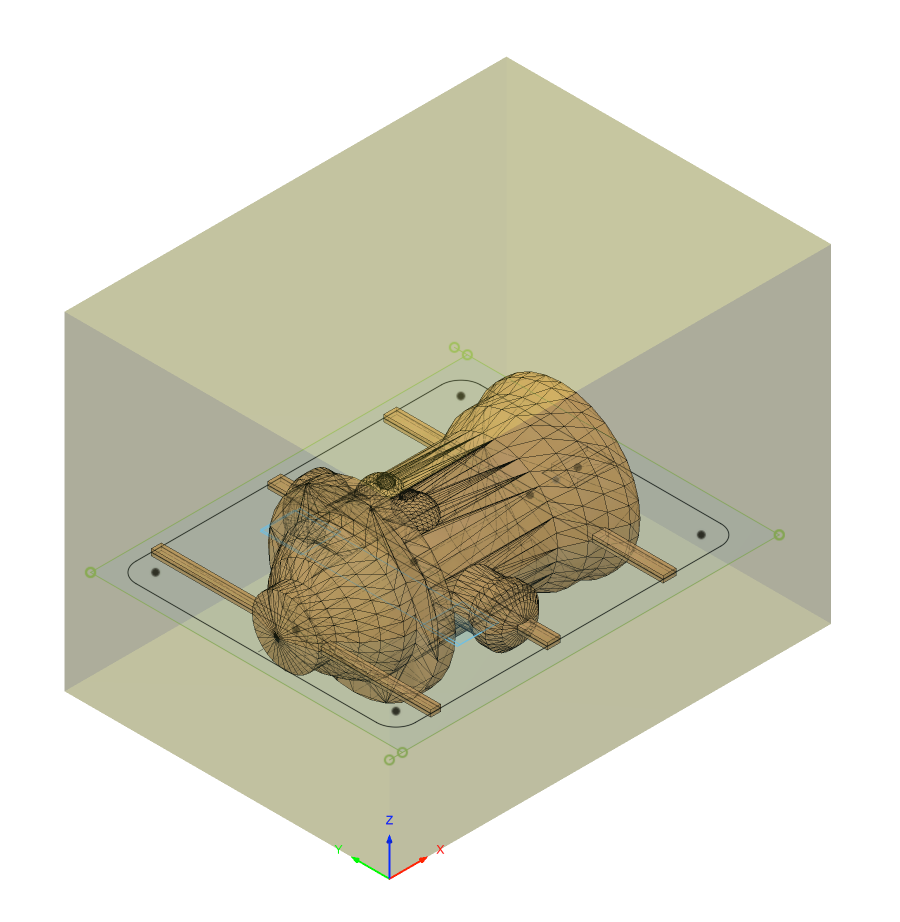
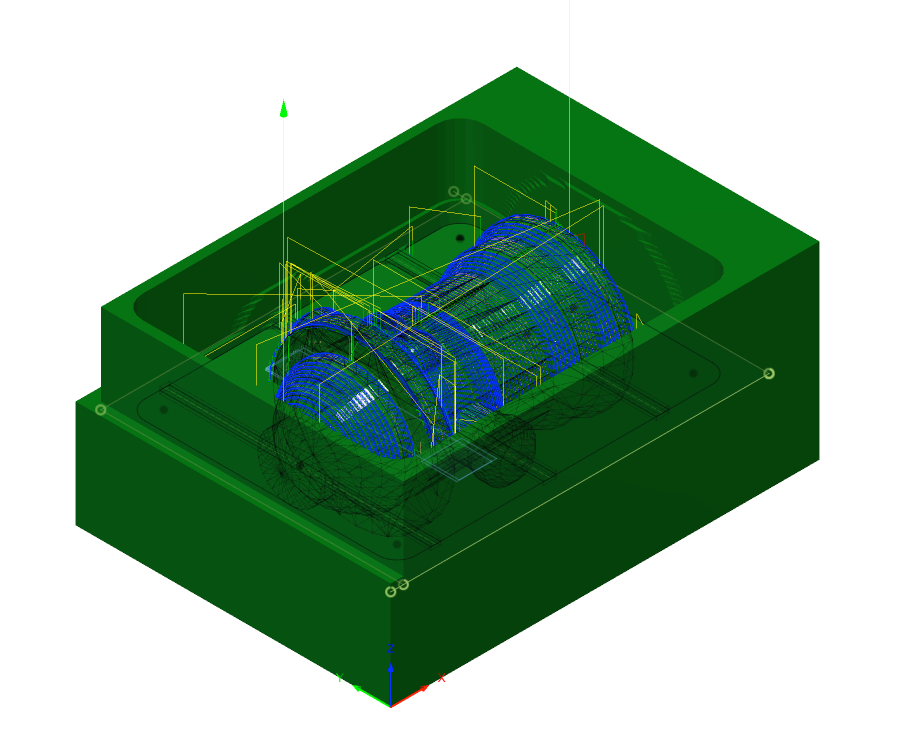
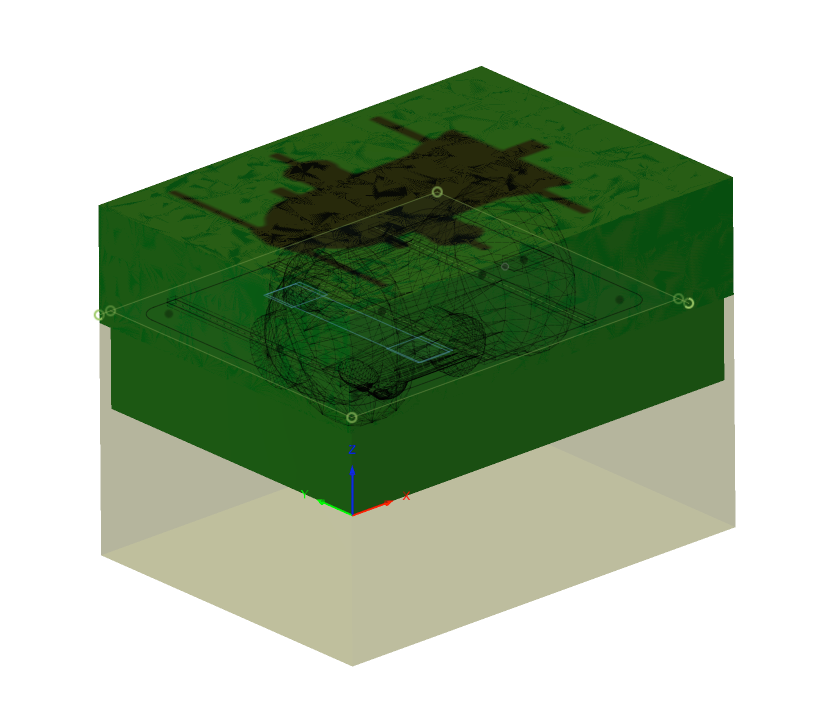
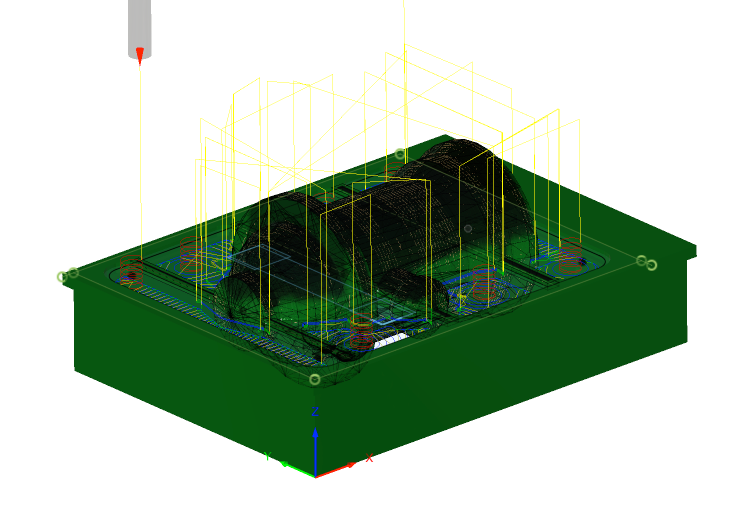
I use Fusion 360, with two setups. The first setup has a WCS zero in the corner of the stock. The top is faced, and two edges are milled using a known-to-be-precise endmill, so that I get a precise known corner. For the second setup the piece is flipped around the X axis, and the previously milled corner ends up in the WCS zero point, where the blocks meet.
Now, I’ve eliminated some sources of error: claws biting into material, endmills with diameters that are far from nominal. I don’t know what else I could do.
At this point I mostly suspect the BitZero: I don’t know how precise I should expect it to be, but I’m very suspicious of the XY probing. The Z probing results in consistent (small) cuts into the wasteboard — I asked about that in another thread (BitZero V2 precision), but the discussion diverged into the weeds.
So, any suggestions? I don’t know what I should expect from the BitZero, because there are no specs for it. I haven’t found any probes or edge finders that I can buy in Europe that would work with the Nomad. Most of them have 10mm shanks or larger and the mechanical ones have an RPM limit of 1k.
For XY, I even thought about abusing the BitZero and testing for conduction between the machinist block and the probing pin placed in the spindle. The software isn’t ready for that, but I guess I could do this manually for X and Y, then reposition to 1/2 the probing pin diameter and set the zero there…
Also, before somebody asks: yes, I know about the flip jig. I even have one, but I found that I rarely fit within its (narrow) requirements for stock and work size.
I found an entire thread started by @Moded1952 (Feedback: Nomad after a few months - okay, could be great), who also mentions problems with precise zeroing.
Any suggestions are much appreciated.