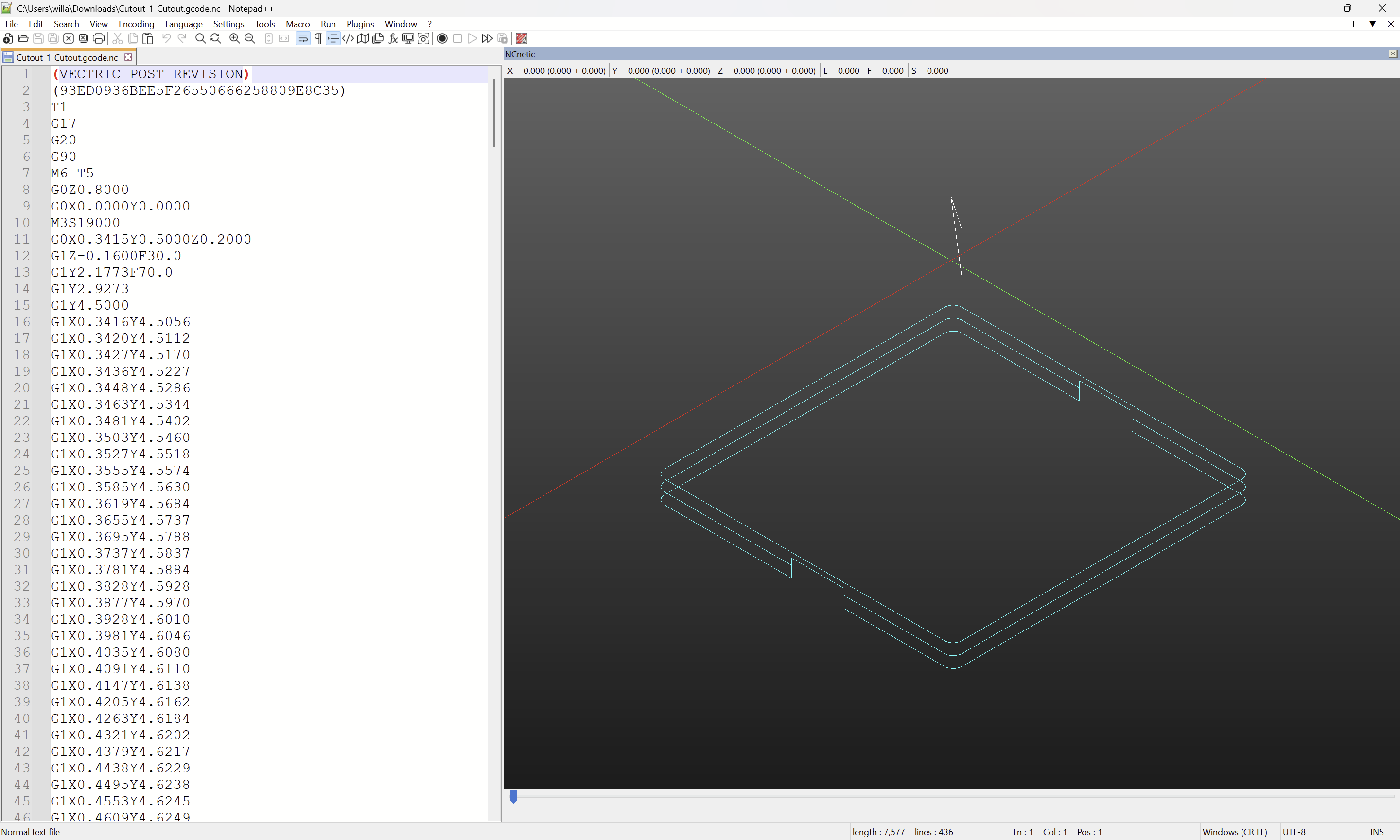
I am using Vectric with my Shapeoko Pro XXL. I’m running a rather simple file that includes a V-Carve, Pocket and Profile tool paths. The V-Carve and pocket tool paths operate as planned but the Profile tool path is not running correctly. The profile path starts at the proper depth but as the path continues it continues to slowly plunge until it starts diving into the spoil board and needs to be stopped to avoid further damage.
I’m very perplexed by why this one tool path is operating erratically. I believe I have my machine settings and post processor settings correct:
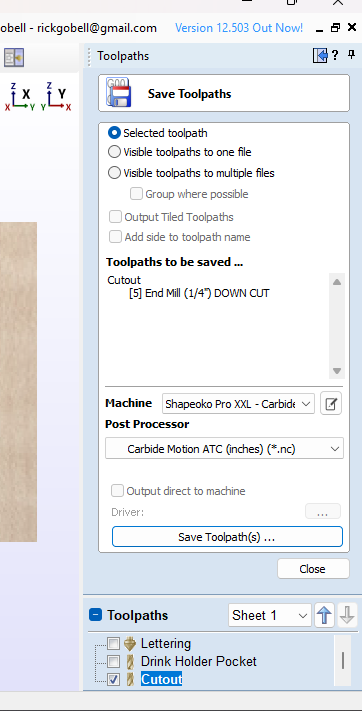
“Shapeoko Pro XXL - Carbide Motion/Carbide Motion ATC (inches) and I’ve been saving and running each tool path independently.
Any thoughts or insight into this issue is greatly appreciated.
Thanks much guys, this information is helpful! Looks like I have a little bit of reading and research to do in regards to speeds and feeds. I will make some drastic adjustments to this profile cut.
I thought I was making progress in my CNCing skills but it’s clear that I have a lot to learn. This hobby can be very humbling at times and this is certainly one of them. I appreciate everyone’s input.
I use Vectric with a pro XXL as well. As the others have said, probably aggressive but I guess it depends on the material. On most wood I use 1/2 the diameter as the pass depth.
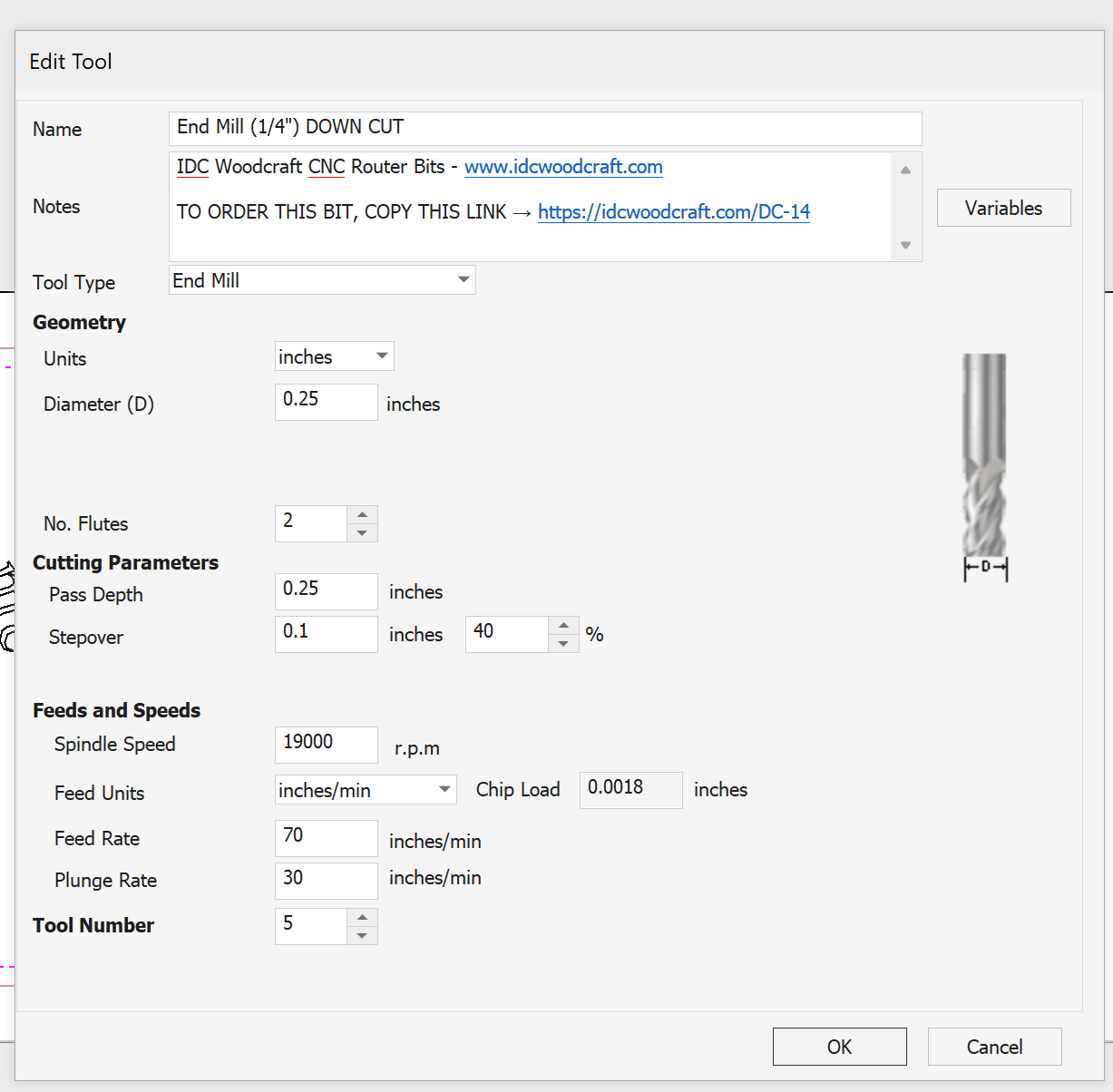
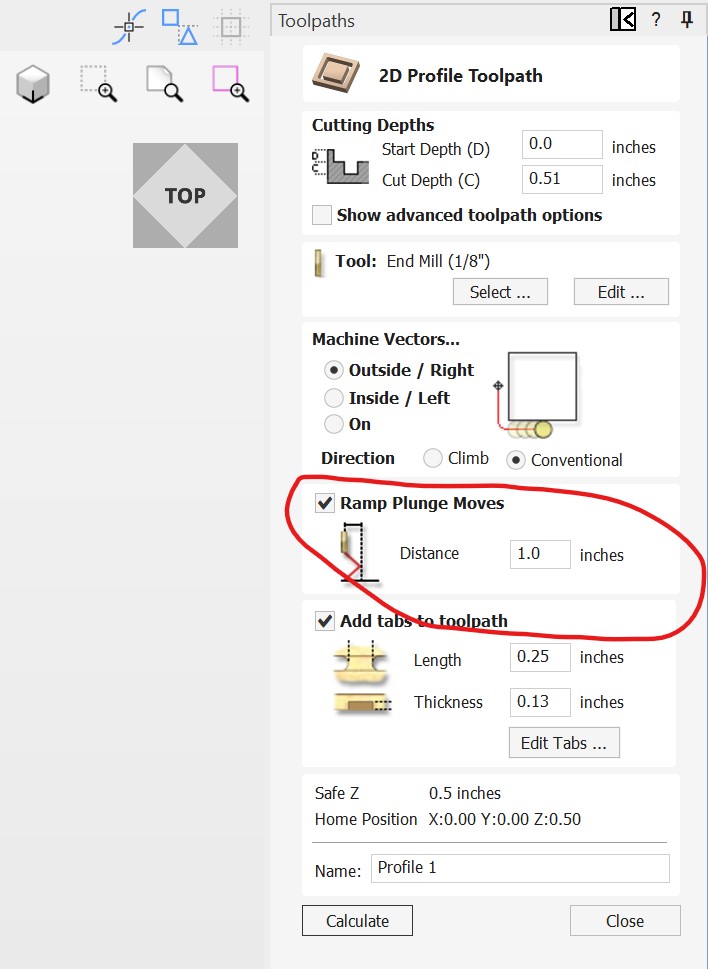
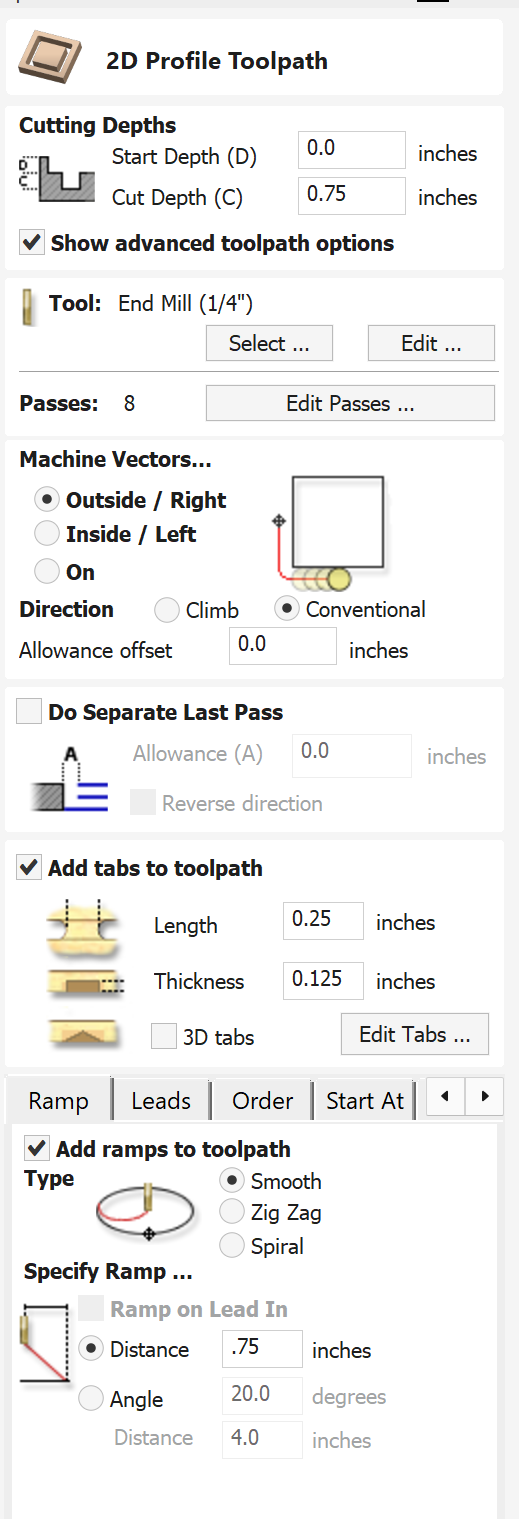
Sure. This is not a sudden one inch plunge. It is a ramp of the plunge. The plunge is perpendicular and gradual to the z axis. I never use that long of a ramp, but I absolutely use ramping whenever possible. The depth (in your example) itself is limited to the 0.51 inches of the cut depth, and is further restricted by the parameters in the 1/8" endmill found in the tool database. If you check the “show advanced toolpath options” you would see the number of passes it takes to finish the toolpath.
Thanks everyone for your responses. I’ve determined that my issue was caused by the bit slipping down.
I’’ve taken the extra step of cleaning the collet and shaft with denatured alcohol and tightening the bit with double wrenches. After doing so I’ve made a few cuts with no issues. I’m mad with myself that I didn’t notice the bit slippage earlier.
I guess the lesson here is to keep the collet clean and tighten your bits with two wrenches.
I have found that a .25" depth of cut on this size bit can cause a bit of deflection. I usually set the path at .1" as my max…more cuts, but no problems…