I want to look at options to improve the rigidity of my ShapeOKO 3XL HDZ.
Upgrade the belts to 15mm, which will mean toothed pulleys, idler pulleys and belt fixings
Upgrade the movement to linear rails, plus 15mm belts
Upgrade to linear rails and ball-screws
I’ve read many posts discussing these, and the likely complexity/cost involved. I’m not sure I feel comfortable with the difficulty and cost for the linear rail conversion, so…
Is the 15mm belt on Delrin vee-wheels a significant improvement on 9mm? Some seem to have said it is - anyone got first hand experience of this?
Do Carbide3D supplied 15mm wide toothed pulleys fit the ShapeOKO 3 stepper motors?
Is there any consequence to stepper shafts from the extra length and thus leverage?
If the steppers have to upgrade, are they readily available? My control PCB is non-standard, and with my brick-style drivers (DM3230) there is plenty of current drive ‘overhead’ to cope with stronger steppers if that is required
If you want a more rigid machine then sell the SO3 which is very marketable and buy yourself the new SO4 Pro or SO5 or an HDM. When you start frankenstining your machine you can just make a mess. With the money from the sale and the amount you will spend upgrading an SO3 you can almost get an SO4 Pro and with a little bit more money the SO5.
Generally with all that new hardware you will need to change the controller to something else. So if you add it all up an SO4/SO5 looks better and better.
Thanks for the feedback. I have already changed the controller out owing to my Rotary axis, so that isn’t a factor here. I struggle with the idea that 3 steppers, 3 drive pulleys, 6 idlers, 6 belt clamps and 3 lengths of Gates 15mm GT2 will cost a meaningful portion of $2000, the cost of switching up to a later machine if I sell mine.
An upgrade hack is not going to be as good as a Pro or HDM, I accept that, but I don’t plan on spending out significant $$ on a new machine - so making the best with what I have is my plan.
One thing to consider is that the newer style wheels are a slightly larger diameter. I recall seeing this in another post asking about 15mm belt retrofit possibilities. This would require designing and fabricating new end plates for the Y motors. Possibly keep your existing motors but design the new bracket to use a motor coupling to a shaft for the pulley that could be supported on both ends to eliminate the motor bearing radial load concerns. With X being on the HDZ, this axes could pose an issue if the new required spacing isn’t a big enough difference to easily locate a new pair of holes. Old style wheels with the wider belt may be worth considering. Sometimes modifying the machine brings as much enjoyment as making stuff with the machine.
@LiamN Liam, I am machining more Aluminium now than before, and I hit surprisingly low MRR limits before juddering sets in.
An example, Alu 6061, 6mm 3-flute DLC fast helix mill, 0.6mm DOC, 3.6mm WOC, 13,500 RPM and Feed 1,900 mm/min, spray mist alcohol, Conventional Cut, Adaptive Roughing F360.
Keeping chip-load within sensible limits for the end mill means backing off significantly on particularly DOC otherwise a definite juddering sets in on Y axis cuts (front to back on machine) - these settings ‘just about’ keep the juddering away. Impact on cut surface is vertical ‘ribs’ showing the oscillation as much as 0.2mm deep, impact on my nerves knowing something is unhappy about 10 meters deep.
Observations on cause and effect of the juddering;
Climb cutting is significantly worse than Conventional
DOC at 0.6mm is the next most sensitive parameter, all other things constant
Trying non-adaptive tool paths didn’t make any noticeable difference vs adaptive, the same sort of limits seem to be the maximum I can run at
Increasing/Decreasing Feed by ±10% then ±20% didn’t find a sweet spot, just increased or decreased the intensity of the juddering. No amount of reduction seemed to stop it
I haven’t tried increasing/decreasing spindle RPM to see if a sensitivity arises from that
Stock clamping is to the aluminium T-slots, not to the MDF spoil board, to avoid lifting/moving the MDF. I have self-made T-Track bolted to and through the base-board on 200mm centres
HDZ and water-cooled 1.5KW VFD spindle - the mass of all this may be a factor, but I can’t determine that as yet
There is no discernible movement on the spindle shaft itself in any direction
All belts checked and tensioned ‘on the tight side’ of right, recently replaced all Vee-Wheels with a service kit, although none were damaged on inspection. I also have the high precision eccentric cam adjusters - all Vee-Wheels adjusted to ‘only just able to spin by hand’ tightness. I would argue these may all be a little over-tight if anything
The machine chassis is essentially standard, the addition of my T-Track won’t have altered this much if at all
Machine bed is spirit-levelled front to back, side to side and diagonally. There is also a central support front to back beneath the middle of the machine to stop drooping
Trammed the spindle and trued the spoil board. Dial-gauge drawn back and forth on the Y axis (front to back on the machine, moved using jog controls) on known good parallel stock shows ±0.05mm typically which is spot-on
I have an updated GRBL controller (Grbl-HAL/Teensy4.1/DM3230 driver bricks with current set 20% above the original Carbide PCB stepper drivers - this work was done to support my Rotary 4th Axis without having to plug/un-plug and hijack Y-Axis wiring, and to provide Rotary Axis homing, and gain some holding torque too). GRBL $1 is set to 255 (stepper idle delay) to force ‘always hold’. Acceleration on X and Y is 350, as-per stock PCB if I recall correctly
Dial gauge onto the spindle collet shows 0,2mm under-tuck (bottom pushes away) and 0,4mm forward-tuck (bottom comes towards) when pulling and pressing ‘hard’ against the spindle - which shows some flex happening. This must Vee-Wheel play, Beam twist or dual-Y stepper belt stretch
-Repeated with the dial gauge against the Alu Beam instead of the spindle, 0,2mm under-tuck and 0,3mm forward-tuck - which suggests the majority relates to the beam rather than the Z-axis being ‘wobbly’ on the beam. I ensured I was not levering against the bed when pushing/pulling, to remove the possibility of bed flex. What I haven’t yet measured is whether this movement is belt/stepper related (the beam is linearly moving aft or forward, not twisting, or the vee-wheels are ‘rocking’ somehow) - I intend doing this right up against each side carrier plate
I also haven’t yet measured side-to-side rocking of the Z-axis
The project I have been working on that really surfaced this limitation (pun intended) is some alterations to existing parts, to help out a local business, and MRR is important as it is my time.
What I want to do is, with confidence, tackle challenges such as a CNC Turners’ Cube, but at the moment I feel like I am having to nanny the machine too much and thus distracted from the subtleties such a project will bring. Being almost entirely a hobby, I can’t justify the spend on a later spec machine (4 or 5, Pro etc) and I see contributors with 3 series machines hitting far higher MRR than I have been able to achieve - the car engine mod/recipe specialist, for example, forgive me I don’t recall his name
90% of what I have done with my S3 is aluminum. At one point I had a similar config as you do (HDZ with 9mm steel core belts and spindle).
This recipe is about 0.25 cu in/min. I will say that single flutes will generally give you the most success when trying to push MRR on this class of machine.
With a very well tuned machine (v-wheel tension, v-wheel condition/cleanliness, belt tension, good traming) the max MRR I was able to hit was 0.68 cu in/min with the following recipe for adaptive roughing:
Datron 8mm 4-in-1 single flute
24000 RPM
96 in/minute feed
DOC - 0.03"
WOC - 0.2362" (75%) - You can increase this but it may cause issues with missing bits of material in corners
Climb cutting
Dust collection (no air blast or coolant)
Any more than that and it would cause chatter. If I wanted to switch to conventional or to a non adaptive strategy, I needed to reduce the DOC to about 0.02".
The biggest limitation of the S3 with an HDZ is the v-wheels. After completing my own rail conversion (where I also switched to 15mm belts), I was able to double the DOC before I ran into the next limitation which is cooling an chip clearing. With a mist coolant setup, I could probably increase DOC and feed.
Edit: I did try my machine with rails and 9mm belts and the only difference I noticed was that the accuracy was better with the 15mm belts because of less stretch.
Andy, are you able to capture a photo of how you did this?
I’ve noticed my machine will go from a slight convex to a slight concave as the temperature and humidity changes. I think it’s partly because I have the front and back bolted to my rotating torsion table. As the metal expands and contracts, no place to go and all the force goes to the middle of the spoil board pushing it up or down.
I had some similar goals when I did the rail and belt upgrade to the X axis of my SO3 XXL with HDZ. I went through and looked for all the sources of deflection and backlash in order to understand what the relative benefits of fixing different elements would be
One thing to note is that on an XL or XXL you have inherently more deflection than on the regular SO3. The small machine has really rigid beams for it’s size, the XL and XXL sizes are much more flexy (like an order of magnitude more) due to length so you will not achieve the same sort of performance the likes of Dan and Vince got on their regular sized SO3s. Same applies to the baseboard but you can (and should) reinforce that.
That’s actually pretty good, as Nick says, a single flute can be the tool of choice, I’ve had good results with DLC coated single flutes. I also learned a lot about the forces on the cutter and how they interacted with my machine from Spargeltarzan and his app Millalyzer.
Yep, all consistent with what I found. It’s not a simple single resonance, it’s a whole bunch of undamped deflection modes all over the machine from the Z nod around the V wheels to X beam flex, deflections in all three DoF in the Y rail V wheels, the bed trampolining around etc.
I believe a major part of the vibration is positive feedback between cutting forces and spindle nodding which is much worse at higher DoC, thus the WoC preference many users have determined.
Be careful with belt tension, the stepper shafts are already close to their working limits at the recommended tensions and there is no reduction in deflection or backlash through increasing belt tension above the minimum required to avoid a slack side under stepper power. You’ll just wear out motor shafts, V wheels and belts faster for no benefit.
Yep, several of the key deflection modes, you might enjoy the deflection tables in my long post linked above
If you really want to chew Aluminium I’d suggest selling the S03 and buying a pro as your starting point. If you like to upgrade and mess with your machine then by all means. If so I’d suggest the order of benefit is;
Support the baseboard properly, keep it rigid and square, it’s not really up to the job on it’s own
Linear rails on the X axis to control the HDZ
Linear rails on the Y axes
Mess with the belts, the parts from the later machines are probably the best way to do this, I found 15mm width 20T GT2 pulleys to be tricky to find
Dan, the anti-droop measure is unsophisticated… a sized strip of hardwood that slides underneath the machine and stops the bed dropping. The machine sits on top of a torsion box style table, and nothing is bolted down or constrained other than by gravity
Some really useful pointers here. I’ve read through your dissertation on deflection et-al and whilst the theoretical principles are not my expertise, I can follow your thinking, measurements and tests. Much for me to look at and similarly measure to get a baseline from - then to decide if modding is the way forwards or jumping up a machine generation, and persuading myself to spend out on that…
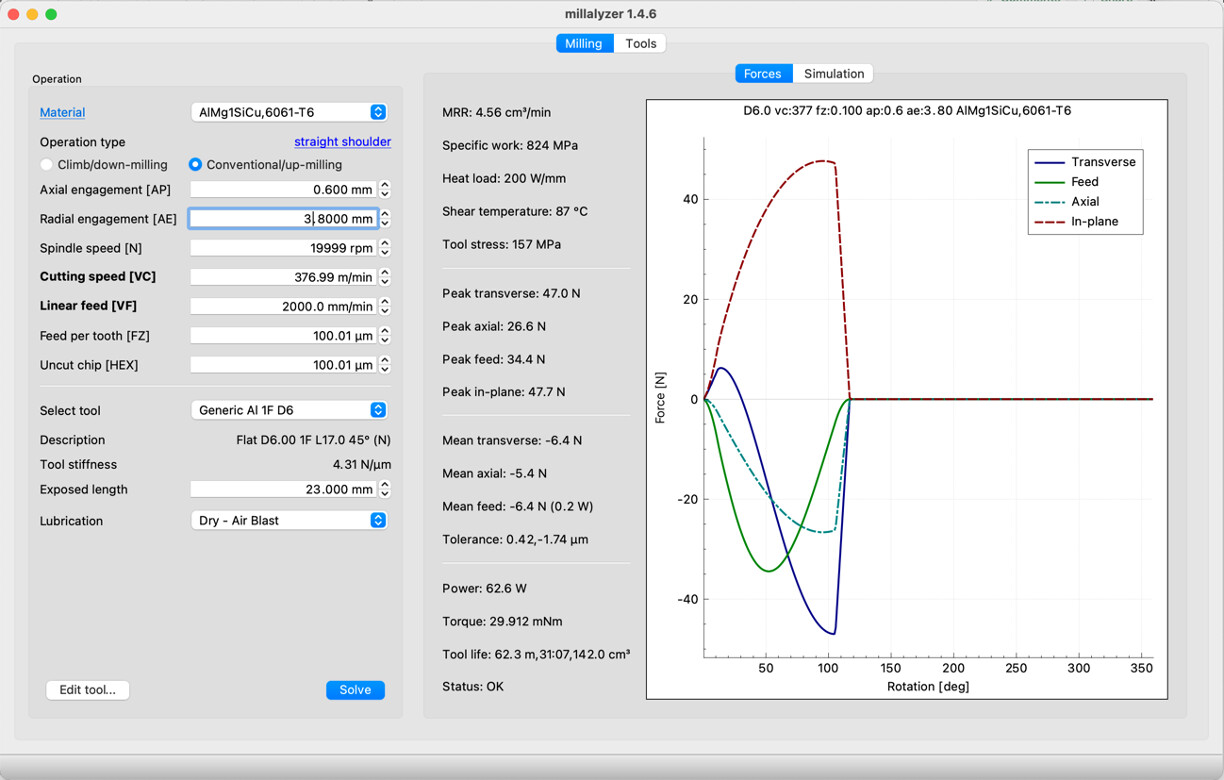
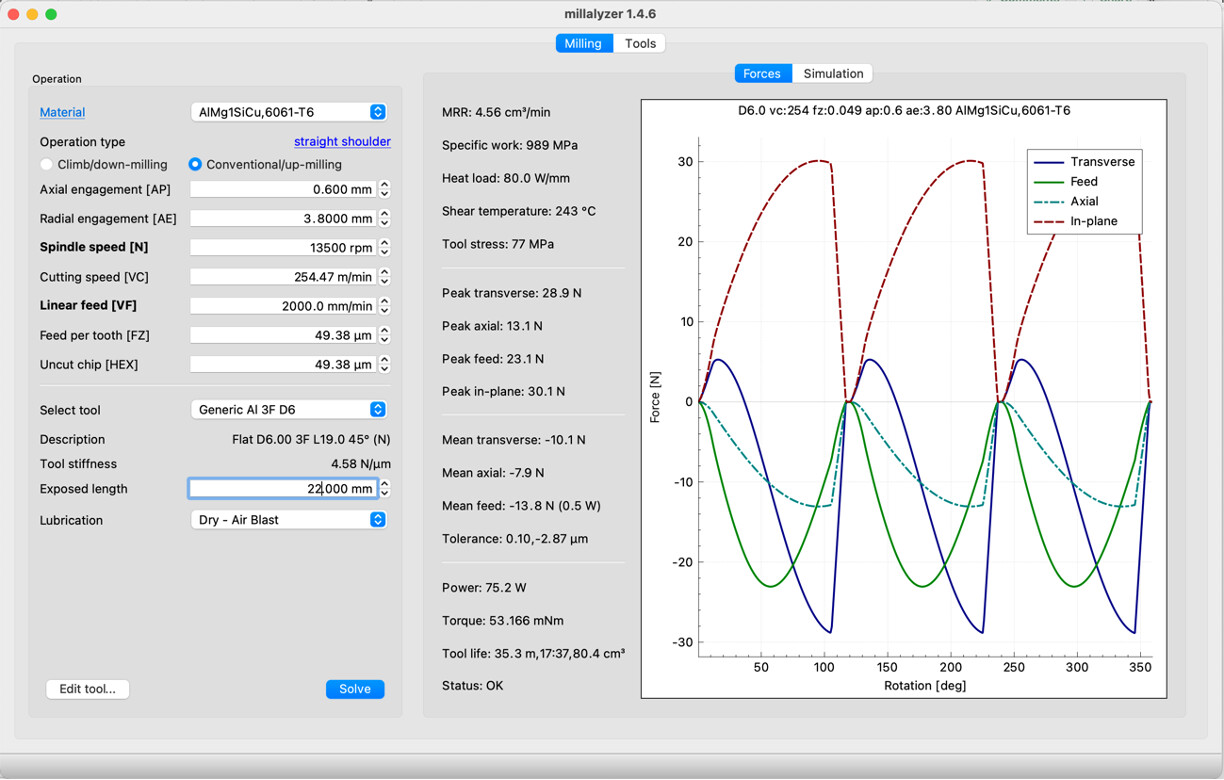
Nick - that is pulling a chip-load of 0.10mm (approx 0.004", sorry I work in metric) and calculates up as you say to MRR 0.68 in^3/min. If one considers a 3-flute with chip-load 0.10mm, RPM 10k WOC 75% and DOC .762mm (0.03"), this gives a feed rate of 3,000 mm/min(118in/min) and a MRR of 13.7 mm^3 (0.84 in^3).
It is obvious that power demand from the spindle will be higher (3 cuts per rotation, but slower RPM 10k/24k so perhaps 125% power) which doesn’t feel improper for a medium power spindle/VFD.
I read quite consistently that O-flute is preferred to push MRR. I understand that chip clearance will become a factor 3f vs O-flute, but speeds and feeds for a constant chip-load points in the opposite direction.
My curiosity is what the difference in generation of chatter is likely to be comparing 3-flute to O-flute (and assume chip clearance isn’t an issue for the purposes of this)?
3-flute gives 3 cuts per rotation for a given MRR, meaning the peak cutting power demand will be lower but 3 events per rotation
O-flute with 1 cut per rotation, the same MRR, will generate a much higher peak cutting power demand, but only once per rotation
Is chatter more likely to be a resonance arising from flex/etc aggravated by peak force/power, or average force/power?
…Hungry to learn
From Millalyzer (noting this is the first time I have used it…), forces and MRR for O-Flute vs 3-Flute look as follows, keeping MRR about constant and trying to understand the forces in either case;
O-flute:
On this class of machine it’s worth noting that rigidity is so limited that deflection and vibration play a significant part in limiting cut capacity. On larger, more rigid machines (like a Bridgeport or a VMC) the stiffness is high enough that resonance modes are commonly the first limit you have to avoid.
I have found that the ‘nodding’ deflection of the HDZ around the X beam couples forces and deflections in both vertical and horizontal directions,
i.e. a vertical (-Z) deflection down from cutter vertical forces causes the cutter to move backwards (+Y) as well as down due to the centre of rotation. This impacts the cutter engagement (WoC), either reducing or increasing the cutting forces depending on cutter path and feeding back into the vertical deflection force. At the same time you have horizontal deflection, where there is a -Y component of this, toward the front of the machine, it will cause the Z to rotate around the X beam, moving up in +Z and reducing the engagement (DoC this time), reducing cutting forces.
This coupling of the forces produces, as you’ve found, positive feedback and quite large deflections, across a broad range of frequencies and deflection modes across the machine. These aren’t the high-Q resonance modes which are easily avoided on larger more rigid machines.
One ‘ideal’ to look for with Millalyzer or other tools is where you get sufficient DoC to have the same number of flutes engaged in the material at all times, higher flute counts, deeper DoC and higher helix angles all assist with this. Unfortunately I have not been able to reach that condition on my modded SO3, can’t speak to any of the heavier C3D machines as I’ve not used them.
As suggested by Vince Fab and others, I’ve found that running < 10mm cutters at high speed with air blast and misted coolant with limited DoC but higher feed rates and WoC is where this class of machine likes to run. More flutes means higher feed rate, if you can get the chips out and avoid the machine gumming up. Beware the surface speed however, on larger cutters with larger WoC I’ve found it quite easy to heat the workpiece up to the point where it goes gummy and releases the adhesive if you’re doing tape & superglue workholding. Air blast and lubricant / coolant helps a lot with this, initially i just used a syringe with Ispropanol which was better than nothing.
@LiamN One take away from this is to limit peak Axial force, as the Z-Axis nodding in whatever direction it ends up being is initially stimulated by this. This does match my empirical analysis from trying different DoC. I will conceive an experiment to see if shallower DoC with higher Feed and thus chip load can give a higher MRR - this seems aligned with @Vince.Fab conclusion in the video linked earlier in this thread.
I feel like I’m starting to get my head around this more subtle level of working with the machine, and that will in turn better inform my modding ideas (or tell me ‘it is what it is - so upgrade’)
Costing up a replacement base-board to reduce sag and spring will be a good indicator to me of the costs of modding vs the costs of selling and upgrading (and the hassle of retro-fitting my Rotary axis to a new(er) machine).
As Liam says, our machines are rigidity limited. Winston made a video that explains his thoughts on single flutes that I like. The recipes he talks about are pretty conservative because he is talking to a general audience but the principles he points out are sound.
The strengths of our machines are lots of available RPM, spindle power and reasonably fast available feed rate. Leaning into those strengths means maximizing WOC and RPM with a feed rate to give you the chip-load you want. You then start with a conservative DOC and increase it until you hit rigidity problems. All those parameters lend themselves to single flutes very well especially since most people don’t have air blast or coolant setups. You could probably achieve comparable results with multi-flute cutters but your room for error is much smaller. Single flutes are just super forgiving. Coolant and air blast do help with this though.
As for planning upgrades I can say that rails are awesome. After the upgrade my max reliable MRR recipe is this:
Datron 8mm 4-in-1 single flute
Adaptive Roughing
75% WOC
24000 RPM
96 IPM Feed
0.06" DOC
That is 1.36 cu in/min. I could go more aggressive but I need a mist coolant setup first. I am limited by too much heat going into the part. I haven’t taken the time to find the rigidity limit yet.