Now I’ve refined that jewelry box and started to sell it: https://holgersindbaek.com/. People seem to really like it and I’ve got a lot of other products I’d like to make and sell using the Shapeoko.
The basic Shapeoko is not great for creating a lot of the same items though. It only really fits one of the jewelry boxes that I’m creating at a time and it’s a hassle to create them because of all the tool changes and the heat that builds up in the router that kind of forces me to leave the Shapeoko to cool down quite often. The Makita router is also quite slow at cutting out all the pockets in the mirror.
I really want to take a stab at making a small business out of this, which leaves me the question of whether I should upgrade to the Shapeoko Pro XXL or if I should go with a completely different machine? I’d still keep my trusty Shapeoko to create new products, but I’ll need something more effective for making runs of a product.
There are a few things that keep me from buying the Shapeoko Pro XXL:
It still uses the Makita or Carbide router, which means that cutting out all the pockets will be just as slow as with my current setup. If I were to buy it, I’d probably want to upgrade to a Spindle straight away. Will that make cutting a lot faster? Will I still have issues with heat building up in the cutter and the spindle or can it do a 2 hour run without issues?
It doesn’t have automatic tool change. This is probably a smaller issue when you can make 6 items at a time and don’t need to change the tool quite as often. But it would still be nice to have.
I ran my standard SO3 with the Carbide 3D router for a couple years with most of my jobs taking about 2 hours or so. I never had any issues with heat buildup. I would make sure you are running at a high enough RPM for the router to cool itself and that you have enough airflow if you are using an enclosure.
I also have made a few different products over the years and had to deal with the many tool changes issue. My approach was to optimize both my designs and how I plan my tool paths to minimize tool swaps. I typically tried to use no more than 2 tools if I could get away with it. It did cause some things to take longer to make but it also meant that I didn’t have to babysit the machine as much after I had proven the gcode was reliable. My bottleneck was my time, not machine time. Adding a BitSetter to my machine helped quite a bit with tool changes as well.
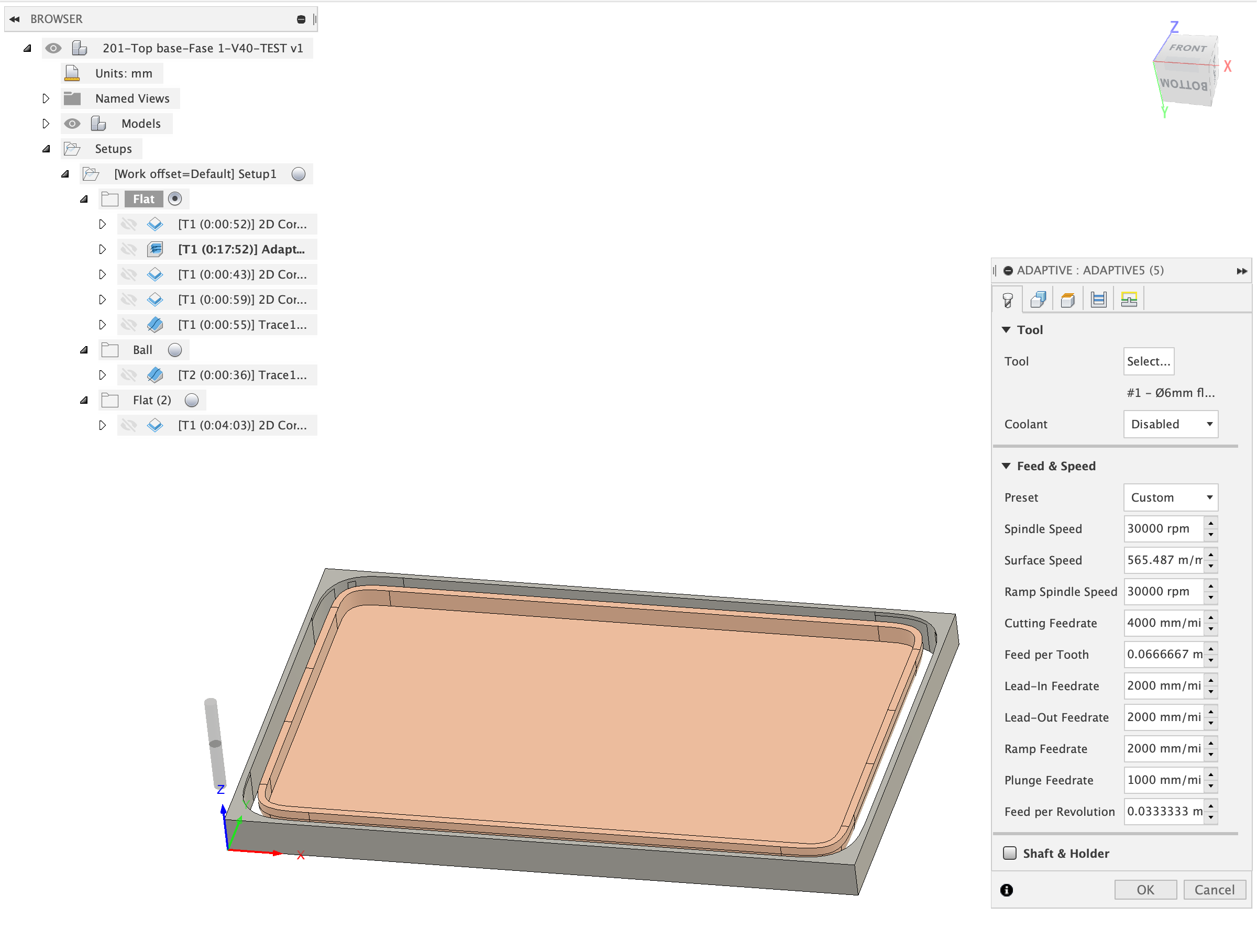
I have found that most people are very conservative on their feeds & speeds especially when they are new. This is not a bad thing but in your case, I bet you can go faster. I don’t know what you are running but my instincts would be to use an adaptive pocket for your mirror with a 2 flute 1/4" cutter with a 0.002"-0.004" chip load, 50-80% stepover and a 0.03"-0.05" stepdown. You could then finish with a contour to clean up the perimeter. I don’t cut wood much but this is where I would start. It may still be conservative depending on the wood. How does that compare to your feeds & speeds?
If you are looking at doing this as a business, you need to think about your ROI. Is your standard SO3 not keeping up? Do you need to spend more money to make any more? Could you spend time optimizing what you have? If you do need more capacity, I think the Shapeoko Pro is a fantastic machine. I bet you could also get away with still using the router if you spent a little time optimizing your feeds & speeds. I personally have a spindle now and I love it. It is not necessary on a SO3 though. The router on a standard machine is a very good match.
A machine with automatic tool change is in a very different price class. I built one for work and we spent about $35,000 for a 5’x10’ machine. you could probably get down to about $20,000 for a 2’x4’ machine or similar. I know there are people who have modded one into a SO3 but I bet they spent a minimum of $10,000 on the project.
I’ve done what I can to optimize the tool change part and I’ve also worked quite a bit on optimizing for speed, but it still takes about 1.5 hours to do the whole bottom of the jewelry box. I don’t think I can get it down more than that with my current setup.
Which spindle are you using? Was it a difficult upgrade to do and does it make the workflow more difficult? From what I understand the spindles are both quieter and cooler. Is that true?
I was afraid that a machine with an ATT would be a lot more expensive. I could live without as long as I can do long runs on the machine. For example, on the Shapeoko Pro XXL I would be able to fit 4 of the jewelry box bottoms on (maybe even 6), but that would give a runtime of 6 hours. Do you think that would be a possibility with an industrial vacuum and a spindle instead of a router? What would be the limiting factor in that scenario?
I wasn’t able to justify automatic tool change (having a compressor running constantly is not something I want to get involved in) — but I was able to justify getting a spindle (milling motor) w/ a quick change tool mechanism which I’ve been very impressed with:
Requires making an adapter plate, and I still haven’t worked up dust collection quite as nicely infinitely adjustable as a Sweepy, but it makes for much nicer/faster tool changes than even the ER-11 collet units.
It sounds like you may need to optimize quite a bit.
The routers work well. Just keep them at higher RPM for the air cooling. I ran a Makita for 3 years and didn’t even have to change brushes. Some 3D jobs lasting 4 hours.
Mine has been good for repeat jobs. The BitSetter helps A TON if you don’t have one. Make multi tool jobs easy easier.
My SOPro with the C3D router can plow thru jobs. I’ve pocketed hard wood at 150 IPM at 1/4" depth of cut on a 14" endmill. It has the power, you just may need to spend more time figuring out the limits. You mention December, and that’s only 5 months at most. Running a CNC takes time to learn. That’s why it’s a fairly high skilled job in the working world.
A quick change mechanism sounds like a nice thing to have. From what I can tell, the Mafell spindle has a top RPM of 25000. That’s 5000 RPM lower than the Makita. I thought the big advantage of spindles was that they ran faster and therefore did jobs faster? Besides the quick tool change, what’s the advantage of the Mafell spindle compared to a router?
Sure thing. Will do. Do you think they’ll be able to come with some suggestions? I think I might have mispoken above. The router doesn’t “overheat”. It just becomes quite hot after a while.
I always run at 30k RPM and with the Sweepy and a vacuum. It still becomes kind of hot though. It doesn’t overheat as such. It just becomes hot to the touch.
You might be right. I’d love to see a YouTube video of that if you have the chance .
The spindle install wasn’t difficult, it just took a bit to source all the parts I needed and do the wiring. There are lots of guides here on the forum. I only upgraded because my router had gained a bit of play in the shaft bearings which wouldn’t have been a problem if I wasn’t trying to hit pretty tight tolerances in aluminum. It would have been fine in wood. It does not allow me to run faster since the limit on the SO3 is not the router and it’s max is 24000 RPM but it is quieter than a router at 30k RPM for sure. All in, I spent about $650 or so for all the parts plus a week or so of evenings after work putting it together with a couple other upgrades at the same time. Are you using Fusion 360 for your CAD/CAM software?
You can get them in much higher power ratings than routers. This doesn’t really matter for SO3 users because the power rating of the router is not the limiting factor of the machine.
They tend to have less runout than a router so you can achieve better tolerances. Doesn’t matter for wood.
They can be quieter if you go with a water cooled style.
They usually have an ER style collet system which is more flexible than the non standard collects routers use. You can still get collects for routers, there are just less options.
They can be controlled via software if you set them up that way. Routers can be as well with some modifications like the SuperPID.
The RPM controll is generally better so you can achieve better finishes because your RPM doesn’t vary as much when you engage material.
Daaamn… you’re cutting through that walnut as if it was butter. I’m guessing walnut is the most similar to European oak when it comes to hardness and such? Poplar and birch are softer right?
You’re even using climb milling from what I can see? In my experience, the router has a much easier time with conventional milling, but it creates a lot more splinters.
Are you using the Carbide router in all 3 videos? You’re using the SO Pro on all 3 runs, right? Do you feel a big difference between the SO3 and the Pro?
@SLCJedi@nwallace If you want to take a stab at improving the cut time, you can find the file for the top here:
With respect to your questions, I am probably unusual in that I’ve never run a job on my Shapeoko with a trim router attached. I bought it second hand, and when I turned on the router and heard the scream it made, I decided it was not for me and ordered a water-cooled spindle immediately. Spindles are much quieter - a dentist-drill compared to a chain-saw.
It might be worth considering that a spindle probably makes tool changes quicker.
Since the spindle is turned on and off via GCode, it has already quiesced and is still by the time it comes to the front ready for the new tool. So you don’t have to turn it off, wait for it to stop, and then change the tool. A BitRunner would do the same, of course.
The other efficiency is that ER-20 collets and nuts are readily available, and they hold a tool even when fully unscrewed. So if you have frequently swapped tools, you can leave them in their collet and just fully unscrew the complete assembly and then re-screw in the new one. This also gives you the chance to blow out the dust in the idle collets while the machine is cutting.
I don’t find a tool change takes more than a minute (okay, that’s an estimate… I haven’t timed it). It’s also a useful break to do a quick check of the stock and cuts, with the dust collector not covering it.
Would another option be to avoid such a large area cut, and optimise your design another step? Cut a ‘fence’ piece and match it into a shallow groove around the lid - two operations, but nothing like as much cutting time…?
I forgot to mention that a ER-20 collet will take larger bits, such as a 12mm endmill. That might change the time taken for your main pocket clearance.
 You mention December, and that’s only 5 months at most. Running a CNC takes time to learn. That’s why it’s a fairly high skilled job in the working world.
You mention December, and that’s only 5 months at most. Running a CNC takes time to learn. That’s why it’s a fairly high skilled job in the working world.