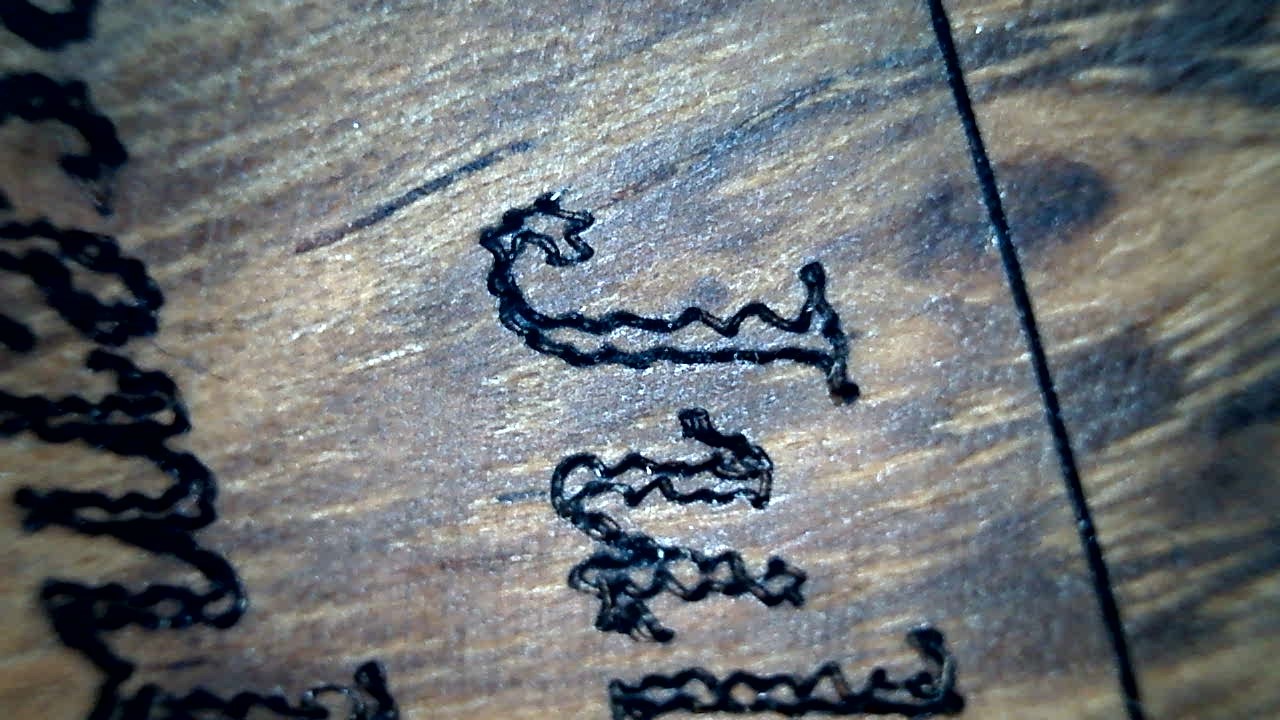
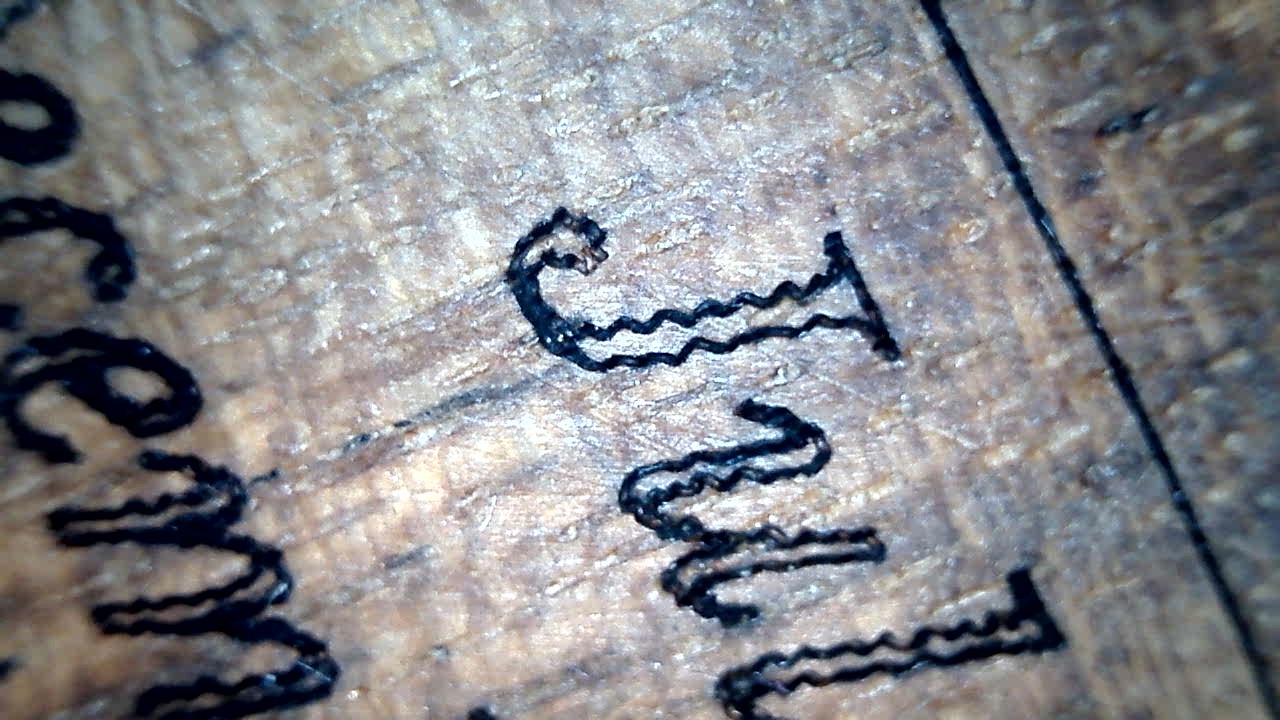
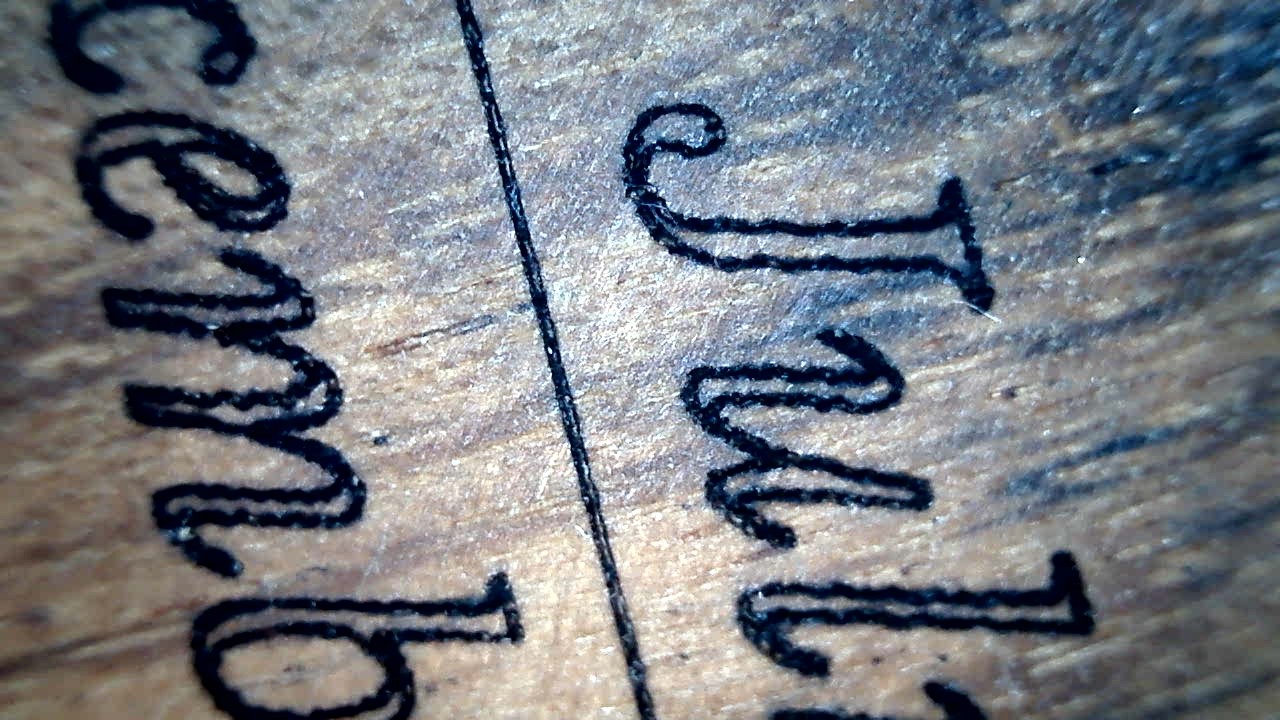
I’m back to lasering small text on wood (each character is about 0.15"/4mm high), and I get this horrible squiggly lines when I use the Shapeoko’s default accels of 400mm/min on X and Y:
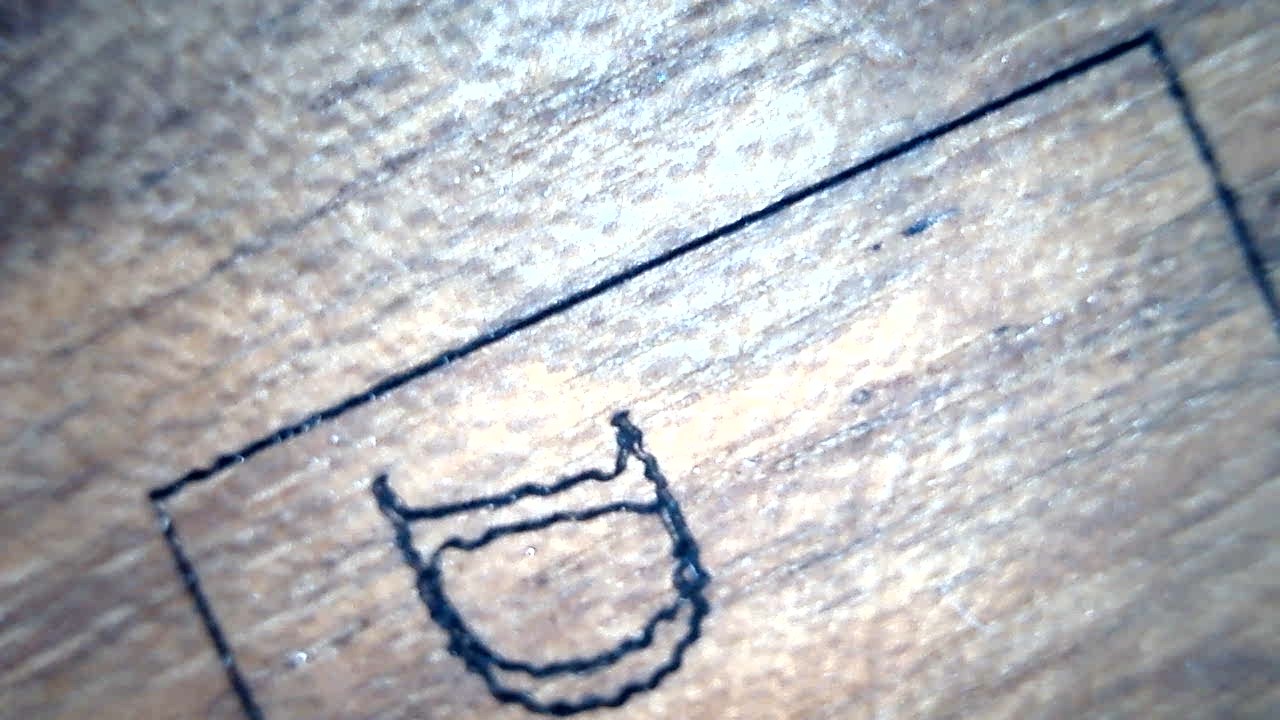
It could possibly be vibrations from my laser mount (I’ll redo that mount for less flex, later), however vertical and horizontal lines are quiet clean/straight:
I browsed a fair number of laser-related threads here and did not find any info as to what accels you guys are using when lasering, can you share your settings ? (or point me to previous threads I might have missed that would mention how to address these squiggly characters)
I’ve gotten a bit of that wiggle on some small fast stuff I did with my diode laser with magnetic mount. It was a long while ago, so I don’t recall the settings, but I’m pretty sure it’s the mount bouncing around. It doesn’t take much flex to give some odd lines. Here’s what mine looked like, the engraving is pretty small, maybe 1 1/2” diameter:
I had seen that pic before but did not realize the wiggle in the center pattern was not intentional
Do you remember if you had manually tweaked the accels or was this at the default Shapeoko setup values ?
I also tend to think it’s the mount, I think I’ll work on a custom mount that has a lower amount of lever from the X rail (and also reduce my speed, probably)
I never changed the default Lightburn values or the Grbl values, but I don’t recall my actual speed/power. You kinda have to zoom in, but those wavy lines should be smooth contours. Definitely think the mount wobbles. Probably don’t notice it on larger or slower moves, but those tiny details with a lot of quick direction changes show it for sure.
Pretty sure in my case it’s the actual laser mount, it’s a fair amount of mass cantilevered out on 3D printed plastic and magnets. Didn’t see that anomaly with my drag engraving bit on acrylic with the actual router either.
Come to think of it, neither did I, and I did some pretty small engraving jobs with that diamong drag bit. Probably the mount, though in this case I am surprised to not see more reports about this, there is a fair number of shapeoko owners that bought the JTech laser and its plastic mount. My setup is probably a worst case scenario though, I am using a 3D-printed holding arm with magnets, which is itself bolted onto a 3D-printed frame mounted on the HDZ. I’m sure it must be flexing and twisting all over the place when changing direction.
On my side I’m pretty sure it was/is some flex/vibration in the laser mount, and now every time I have to laser small features, I reduce the accel value down to 50mm/s², and get satisfactory results (of course the machine also becomes quite slow then).
I never bothered to investigate further WHY the laser mount vibrates, but my gut feeling is that this is a combination of the material (3D-printed plastics…not quite rigid) and attachment scheme (magnets, which are very convenient but there is not much in the bracket design to prevent tiny lateral movements of the laser on its mount). I know @neilferreri came up with a custom holder for his (non-JTech) laser that sits below the router where an endmill would normally be, it would be interesting to see if this mitigates these effects. Of course it will also be interesting to hear from other JTech users who use the stock bracket/arm, whether they also see some wiggle at high accels.
I wouldn’t blame the plastics or magnets, my guess would be that the carriage itself is moving. When you’ve got a router attached and you’re cutting something, it’s always under load and I’d expect that extra force to act as a damper. When you’ve got a light laser, there’s nothing to dampen vibrations at all.
So I’d try adding some extra weight to the carriage?
You can also try a better path for the laser. It looks like this one is a very raster back and forward motion but if you tried an “adaptive” path (tell Fusion you’re using a 0.01mm endmill with crazy feeds and speeds :D), there’d be less change in acceleration.
Well my laser is attached to the side of my 2.2kW 10pounds spindle…
That’s an interesting idea! I’d like to see the look on LB developers faces when I submit a feature request for adaptive toolpaths
That reminds me of the time I used a regular pocketing toolpath with a diamond drag bit to fill a vector, and it turned out to produce an interesting look compared to a raster approach. It would probably look similar with a laser using a regular milling toolpath simulating a teeny tiny endmill.
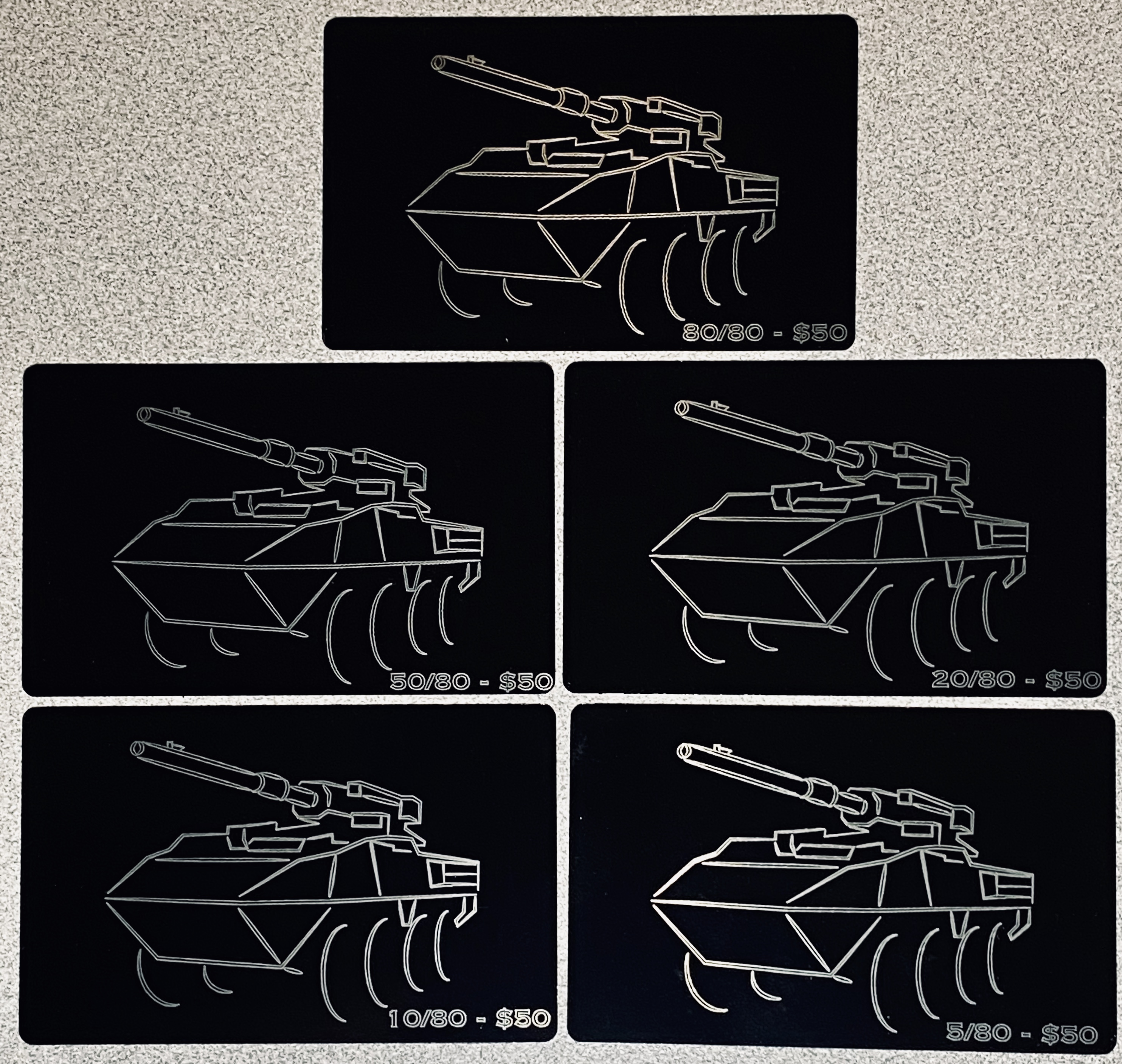
I believe I agree with you, especially after doing this speed test. I did this test five times, all with the exact same parameters except the speed that the laser was traveling (and the first set of numbers “80/80”, were filled in). These are aluminum business card blanks that seem to be painted black. The first number on the bottom right is the speed in inches/minute and the second is the power percentage of the laser. Each time I slowed the travel speed down the results got better. I stopped at 5, which looked more than acceptable. I will just have to live with slower speeds on projects that magnify small errors like this one did, but on wood it doesn’t seem to matter as much and an 80 in/min travel speed seems to produce acceptable results. Thanks for the help.
Thanks for sharing those results. If you get a chance, it would be interesting to see what happens when you keep it at 80ipm/80%, while reducing the accels ($120 and $121) only (from their default of 400 to say 50 like I tried). I have this feeling that it’s not so much the stabilized feedrate value that matters, but how fast the laser accelerates when changing direction during the raster moves, which generates more or less vibration of the laser arm. It may reduce lasering time to reduce accels instead of feedrate, but it depends on the shape/dimension of the lasered area. Anyway, those are just my thoughts, but if you’re happy with the 5/80 setting then it’s all good !
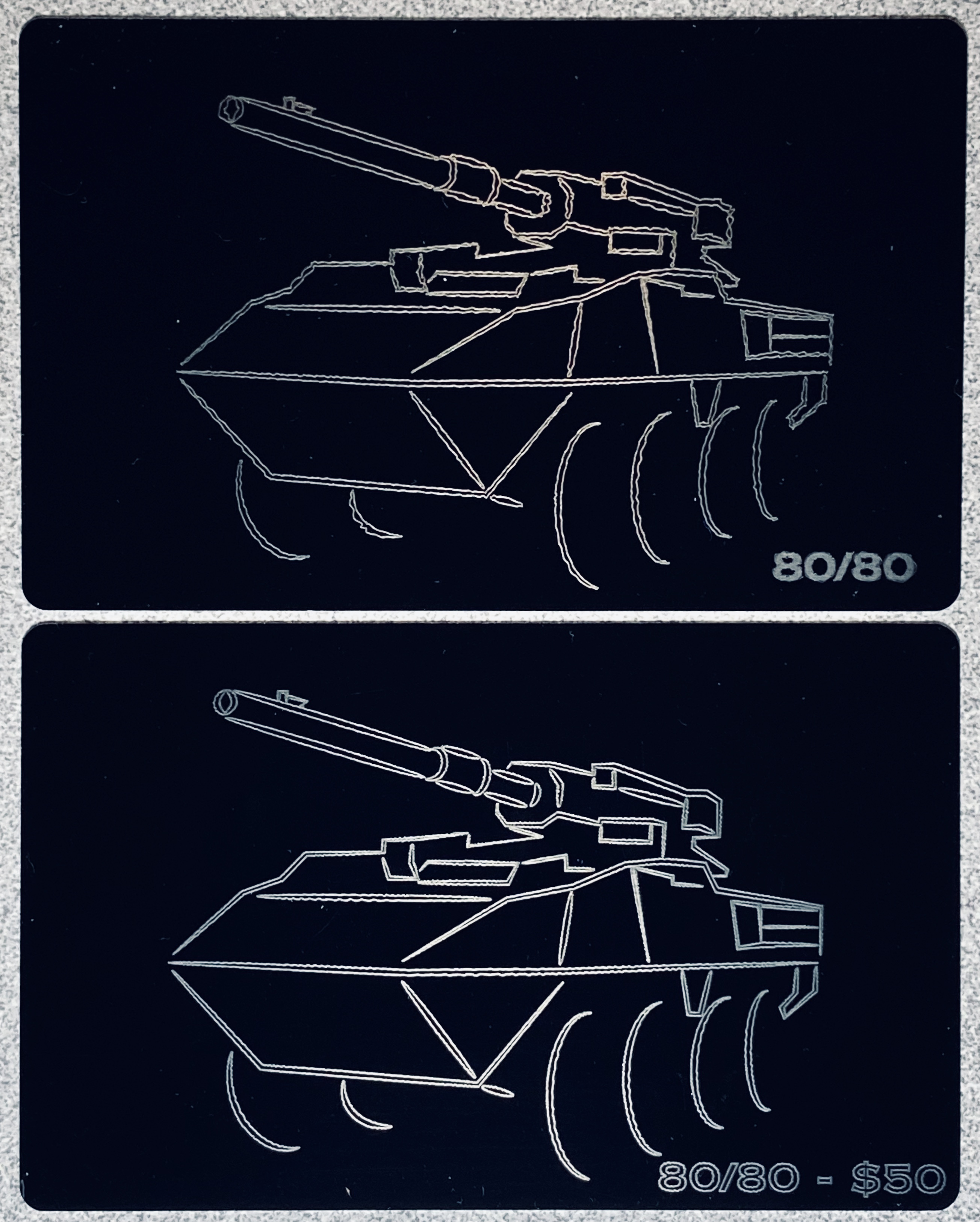
OK, now I think I better understand what you are mean when you say accels, I did not know you could change this. I changed both $120 and $121 to 50 and then ran the same test I ran the last time. The machine sure seems to sound better at 50 than at 400, sounds less violent. It definitely improved the results but the best was with both a low speed and a low accel. Thanks for the tip, now you’ve got me thinking about what else a person can modify. I need to learn more about these settings. The last picture is two samples of speed 80 and accel 50. Big improvement!
The Shapeoko runs the GRBL1.1 software, all its configurable parameters are described here (but their default values on the Shapeoko are different that those listed thereo, they are set to custom value when one hits “send configuration” in the Settings menu in Carbide Motion).
That said, accels are probably the only values that you can play with to modify the machine’s dynamic behavior during cutting, the rest of them are adjustable to match various machine configurations but should be left alone once they are set correctly (which CM does for you, on the Shapeoko)
Thanks for sharing those additional results ! Those anodized cards look nice. Is this a random test or some part of a board game or something ?
It is a random test since I was not happy with the results initially. The design is a piece of equipment, Stryker Mobile Gun System (MGS) that we had at the last unit I was in at Ft Hood, Texas. I am mainly playing around with what is possible now that I have this 7W J-Tech laser.
I like how the machine acts with these slower accels, is there ever any time where the slower accels would not be good to use with a project?
Slow accels mostly just make the overall cutting time longer, so for some folks who are after productivity it is not desirable. There are a few other situations where slow accels would not be great when cutting speed-sensitive material, like plastics: with a 50mm/sec² accel, when changing direction the cutter will slow down a lot and accelerate very slowly too, which means it will linger in the same area of the material, moving at a much lower feedrate than programmed for a little while, which would probably end up melting the material.
Other than those specific cases, no worries. And it’s easy enough to change the accels when changing from a lasering job to a CNC job (actually, I integrated that change in the macros I have in LightBurn to take care of that)