Yes sir. 2004 MazdaSpeed - 6 speed manual. Bose sound.
Sweet. 2007 NC PRHT 6-speed here.
This is super kindergarten compared to what im seeing here ![]() but I am used to doing things by hand (metal) mostly. So i find this stuff super cool.
but I am used to doing things by hand (metal) mostly. So i find this stuff super cool.
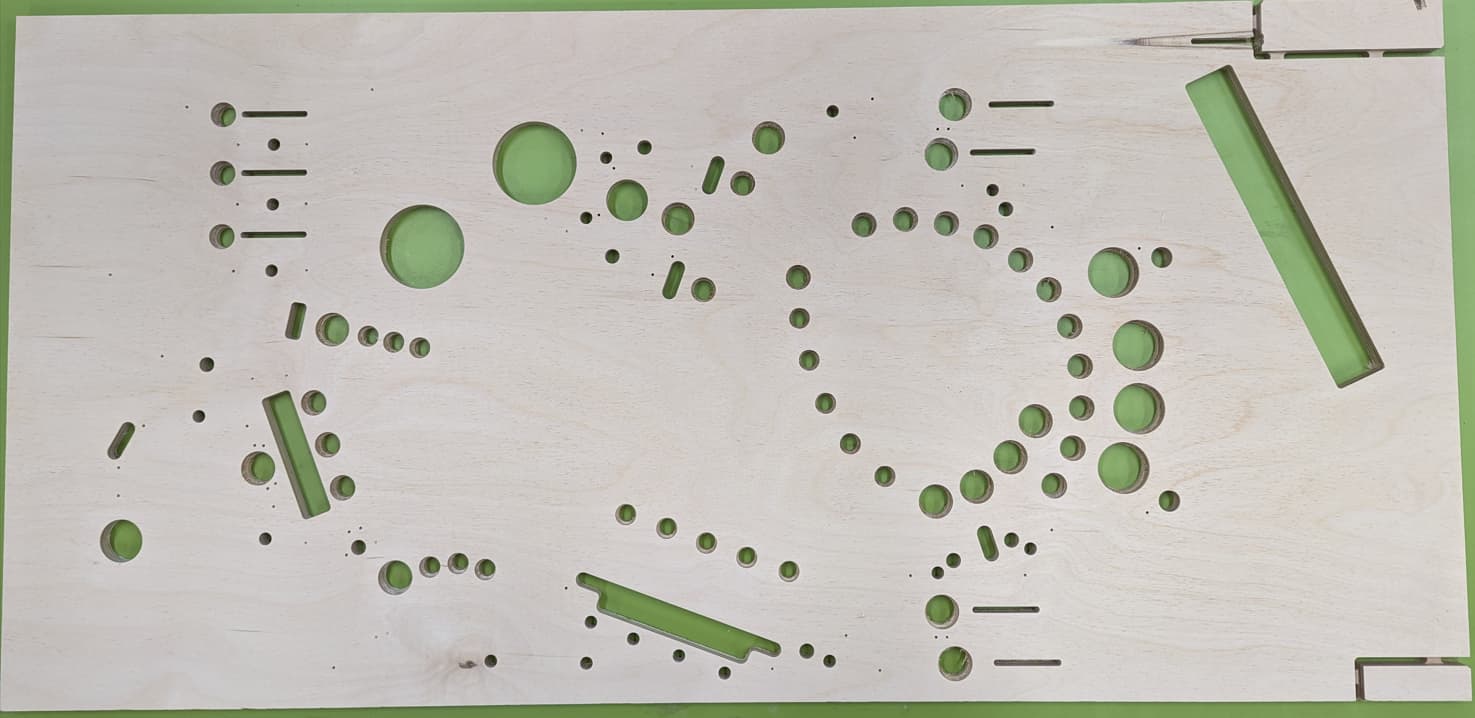
This was just a practice run on some mdf to sort it all out before I go for the aluminum ones. This was from carbide create, Im going to try the fusion file next as i can use lead in on the nose pocket. I couldnt get that to cut straight across with carbide create


Looking forward to sime cool projects on it ![]()
14 Likes
Basic fundamentals lead to more detailed creative design. We all started from the basics and keep learning as we go. I wish to make more creative stuff myself. I am in the process of designing some cam locks for my machine out of aluminum. I don’t mind the top hold holders, but there are times I wish I had some good side holders that would clear the top of material so I could run surfacing programs without worrying about holders in the way. Plastic holders are just not that durable to me and when I tighten things down, they bend and flex in ways that make me not fully trust them, e.g. part coming loose form the holders during a run and ruining to log cookie completely and having to scrap it because I couldn’t save it from the work that was already done to it.
1 Like
Now I’m singing the song too!
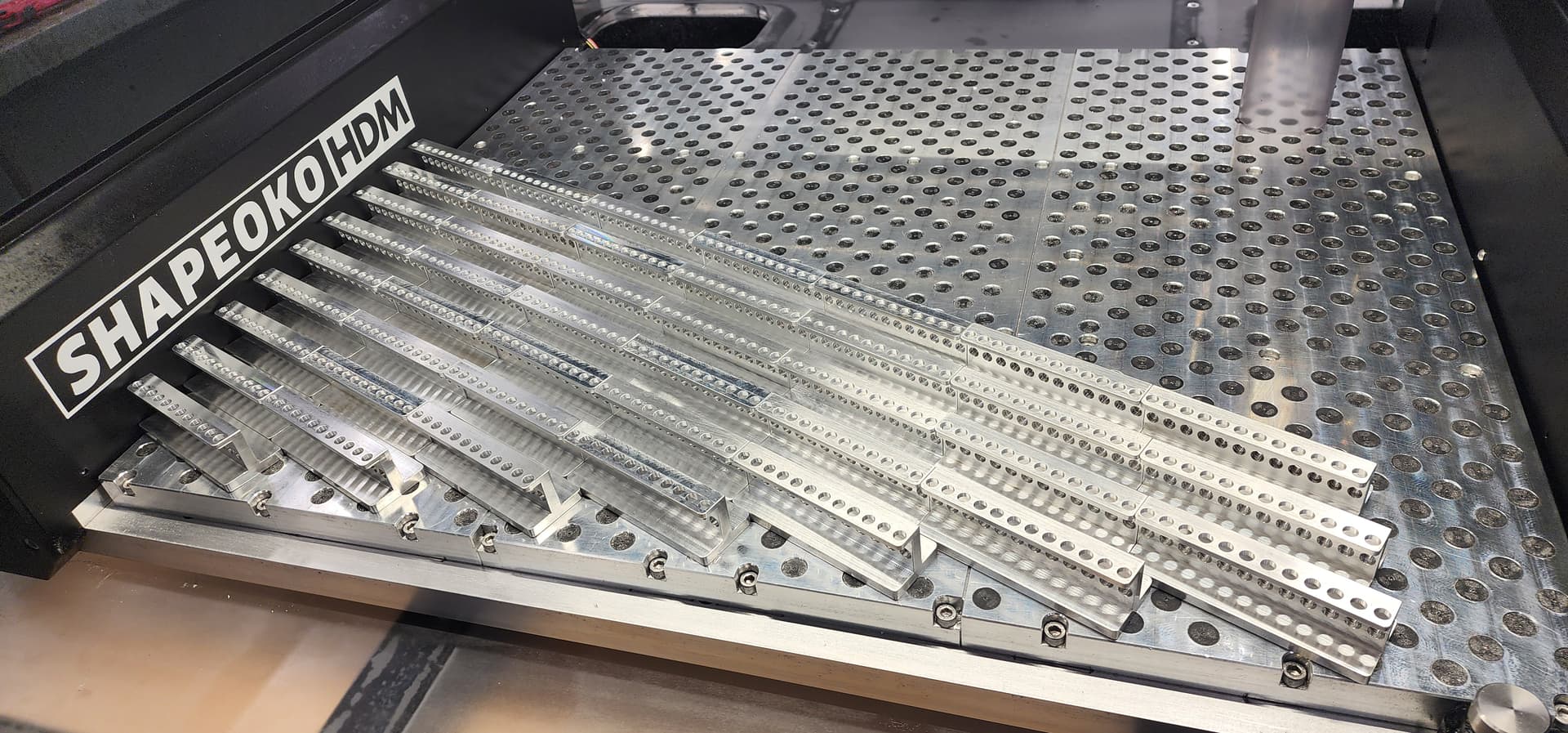
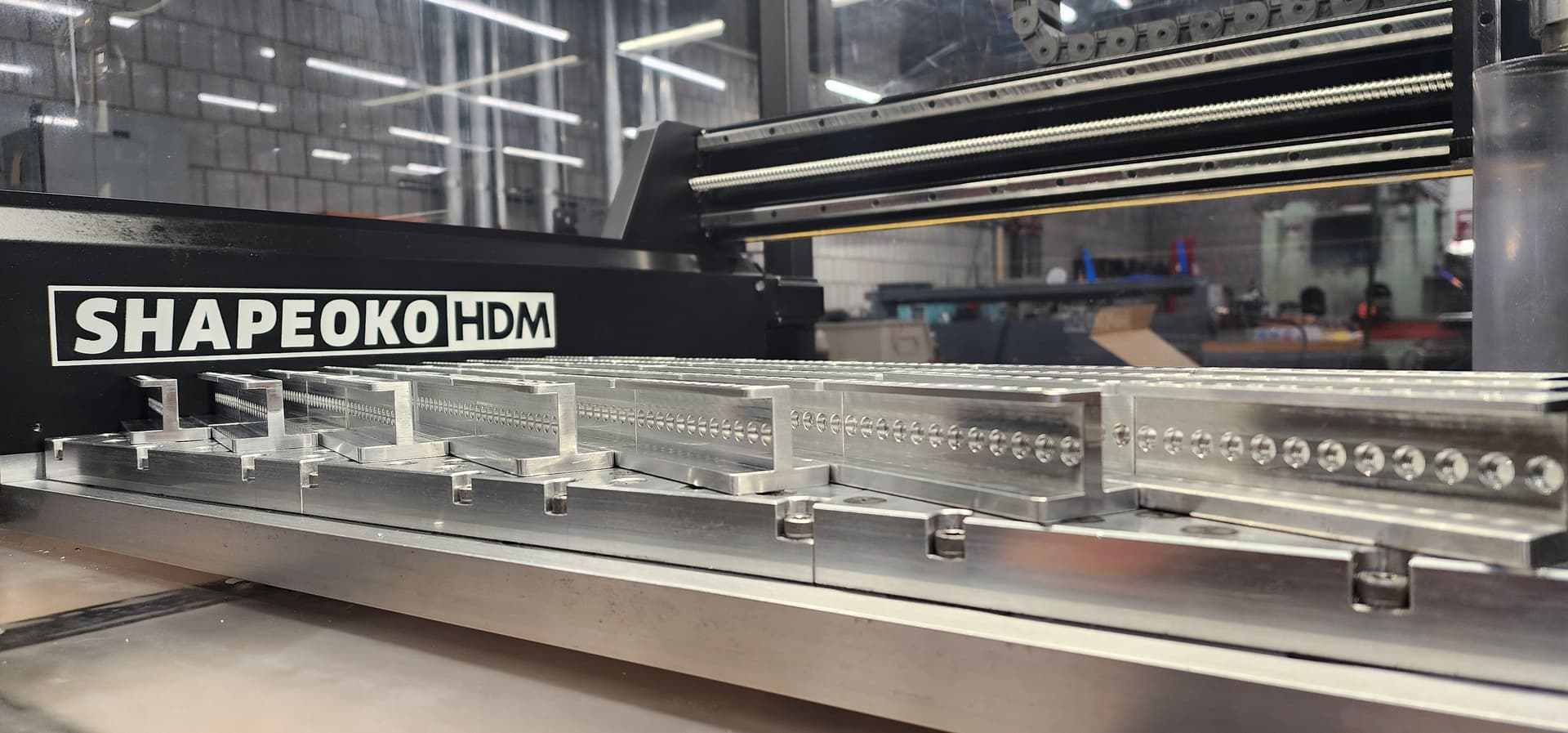
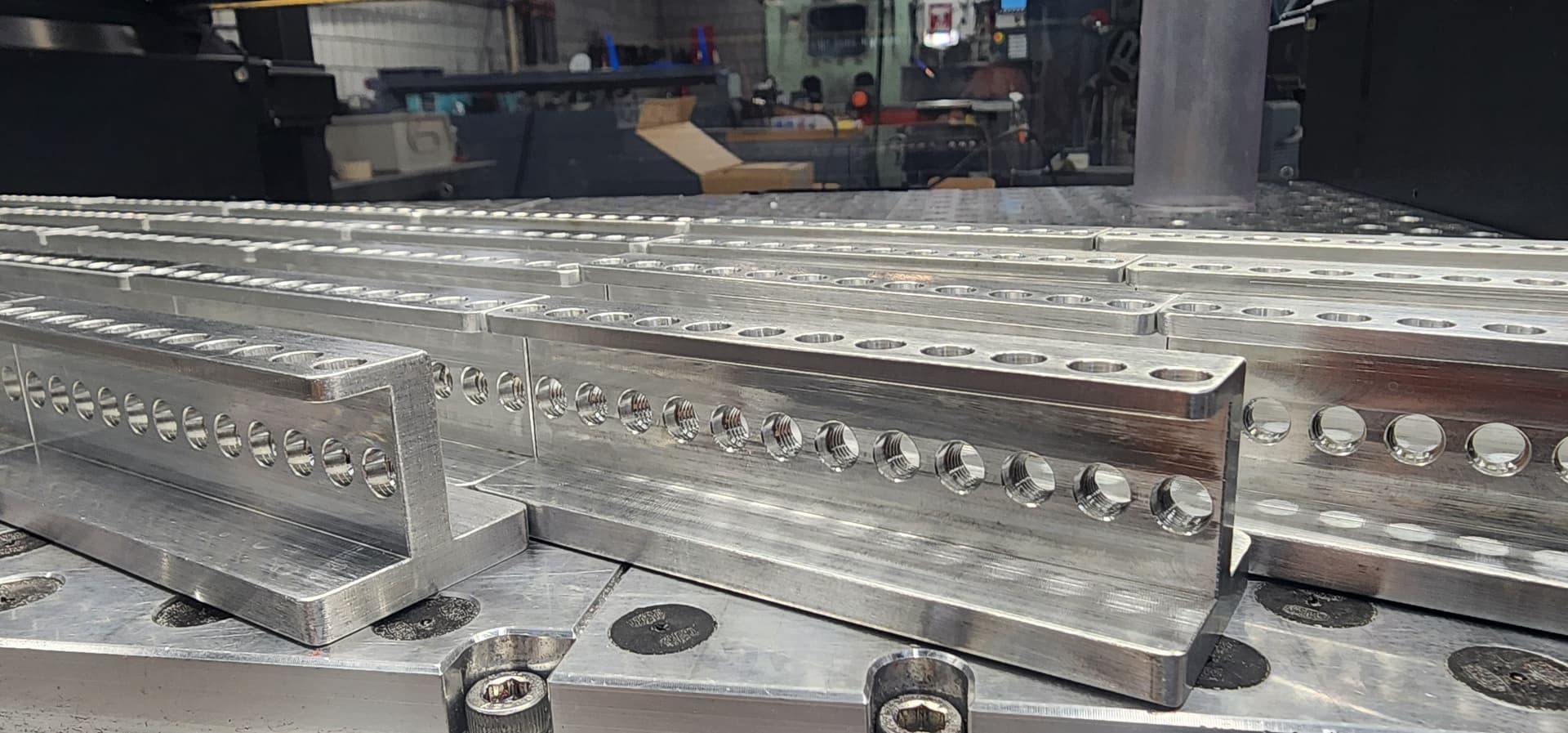
The HDM at work put in the hours on these vial holders. 42 parts in 6061 aluminum. It ran the 3 operations that removed 90% of the material and held 0.003" tolerances and consistency. Most of that was due to these not needing to be so precise (customer specified +/- 0.010"), so we didn’t face the largest reference planes and kept it as-extruded from the supplier to save time. The holes and threadmilling were done on another mill since they are at an angle and we already had the fixtures for 6" vises from a previous run before I started working here. That also allowed us to be running two machines on the same job at once saving setup time. Running on the 24k spindle of the HDM versus the 6k RPM mill saved us about 12 minutes per part, so about 8.5 hours. Now they’re off to anodizing.
28 Likes
That looks great. Thanks for sharing the pics.
Did you use coolant on the HDM or air blast?
The fixture plates look like they’re covering the entire work area. Where do you keep the bit setter?
2 Likes
I use an SST Lube Cube.
The BitSetter Z barely fits hanging off the front, bolted to the front rail.
2 Likes
Oooooo yeah. Your design ?
yes, based on this table I made for visual pinball (VPX)
https://vpuniverse.com/files/file/6237-star-wars-redux-borglieb-2019/
This could be a problem …
2 Likes
Test bed for milling ~flush settings for 2.25mm CZ stones in brass on the Nomad 3.
Still plenty of improvements in tool pathing and my own (lack of) stone setting technique ![]()
Even so, the current process is pretty darn reliable with a 1mm two flute end mill. Write up coming soon ![]() (special thanks to @TDA for looking over my approach and offering some excellent advice
(special thanks to @TDA for looking over my approach and offering some excellent advice ![]() )
)
Considering how good these tests look, I can’t wait to spend some real time finishing a prototype ![]()
(Out of focus shot is neat. Looks like a bunch of tiny jolly rancher hard candies)



12 Likes
I cut some circular cherry wood inserts for an armoire. The rest is non-CNC work with just plywood and 2by4s, but the inserts make it look really special.

27 Likes
Another option:

Derived from a few “oh crap” moments experimenting with device placement on top of the plate.
10 Likes

Some more little brass game token blanks. This might be the first time that I make enough of a single item to warrant actually caring about tool wear and how it impacts my tolerances over a run!
Achievement unlocked I suppose ![]()
Feels great to make it past the “problem solving” part of a project and dive into actually making the thing.


17 Likes

Thanks for the tips and ideas. I have not yet used PVC.