I used general finishes “milk” paint on it which helped. You can see some horizontal runs along the grain, but they’re very subtle. On the second sign I sprayed lacquer before painting to plug up the pours. Oak is very thirsty…
After sleeping on it, I’ll probably stick to hand painting. Spray painting still required touch up, and it seemed to actually take longer. Hand painting should only get more efficient.
We also have a CO2 laser, but vcarve + paint has a lot of advantages for these signs. I think vcarve looks better, and the laser would also take forever to engrave a sign this big compared to the total 30 minutes of machine time with the current setup.
HDM - Maxing out the 1.5kw
Full video coming soon to nyccnc
Yes I crashed it
Yes i overloaded it
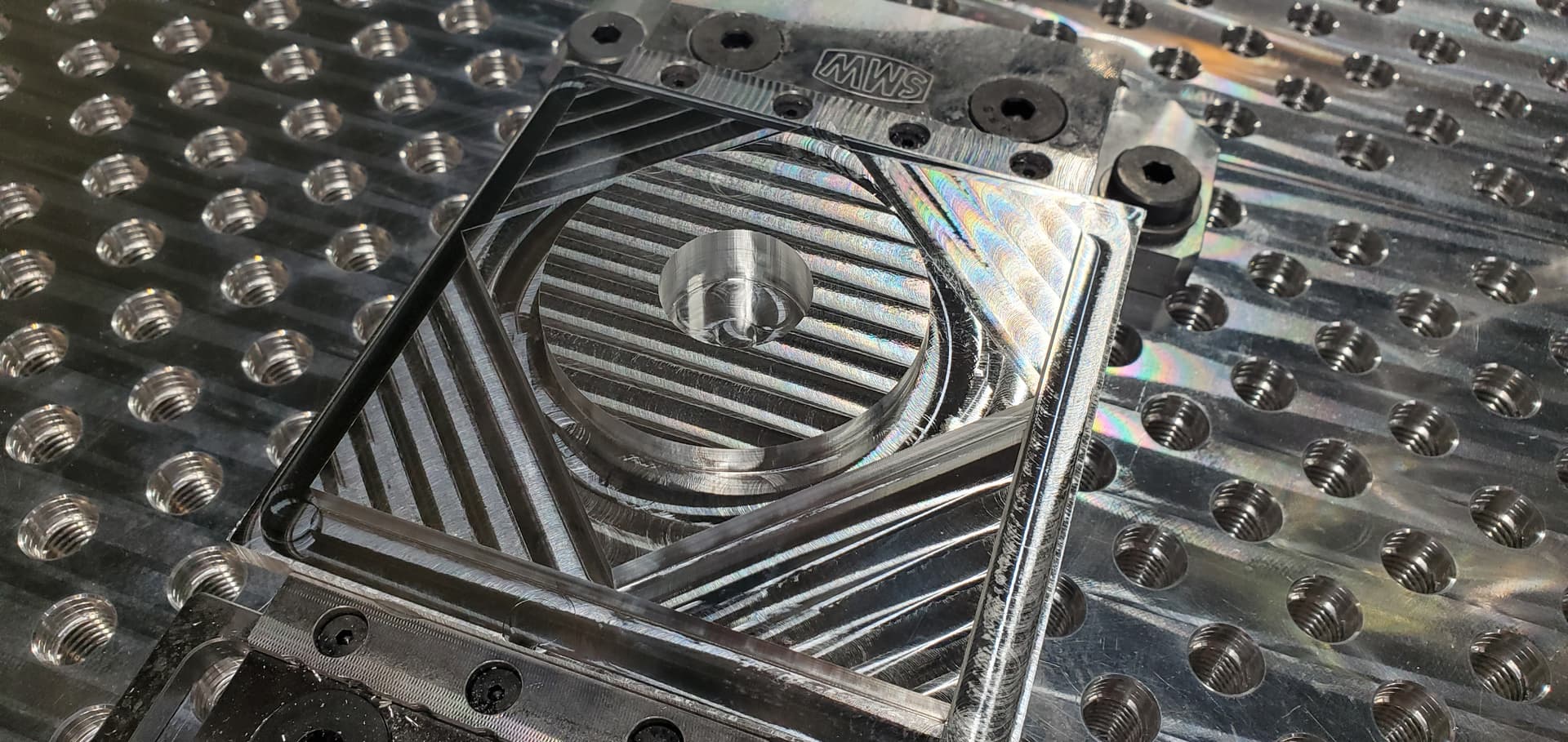
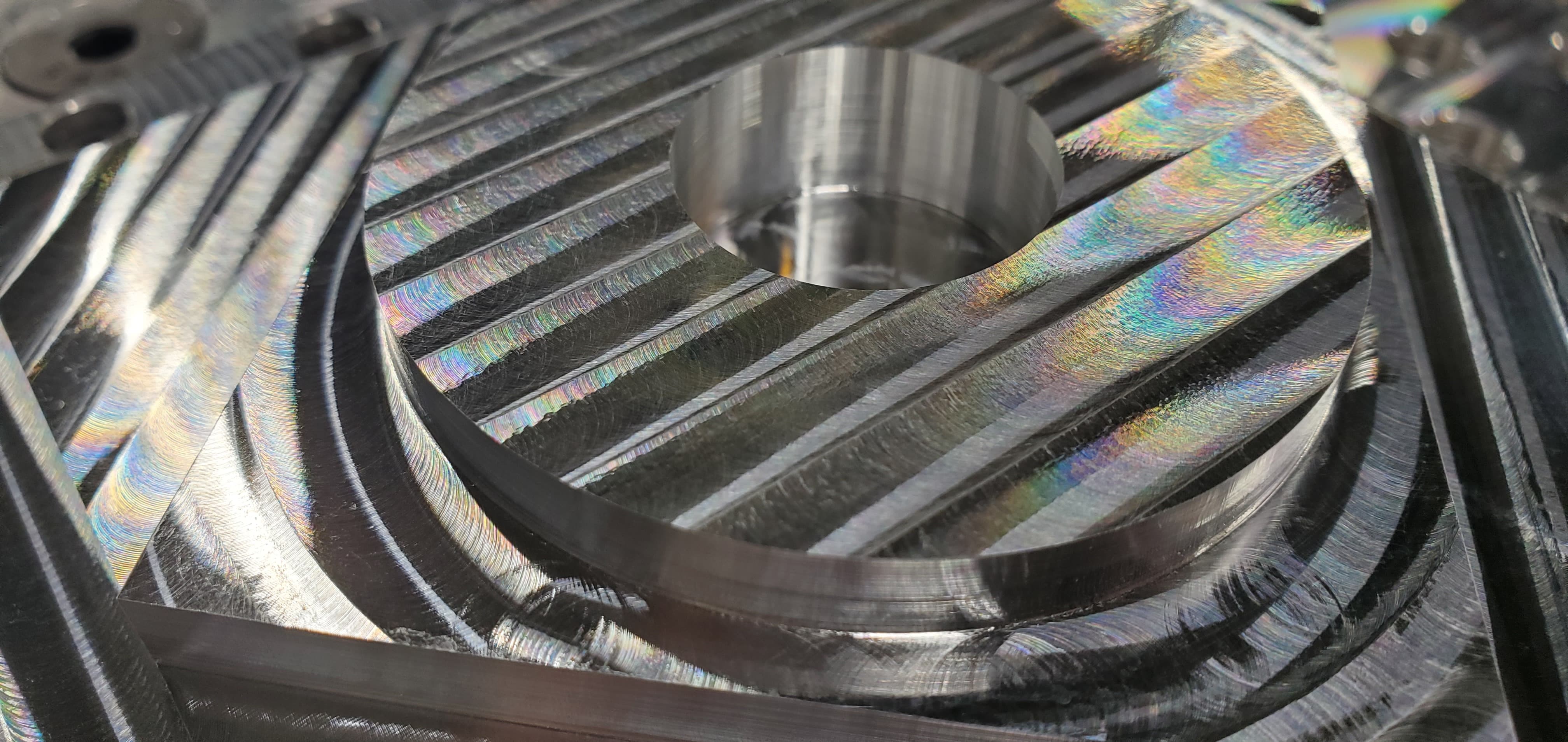
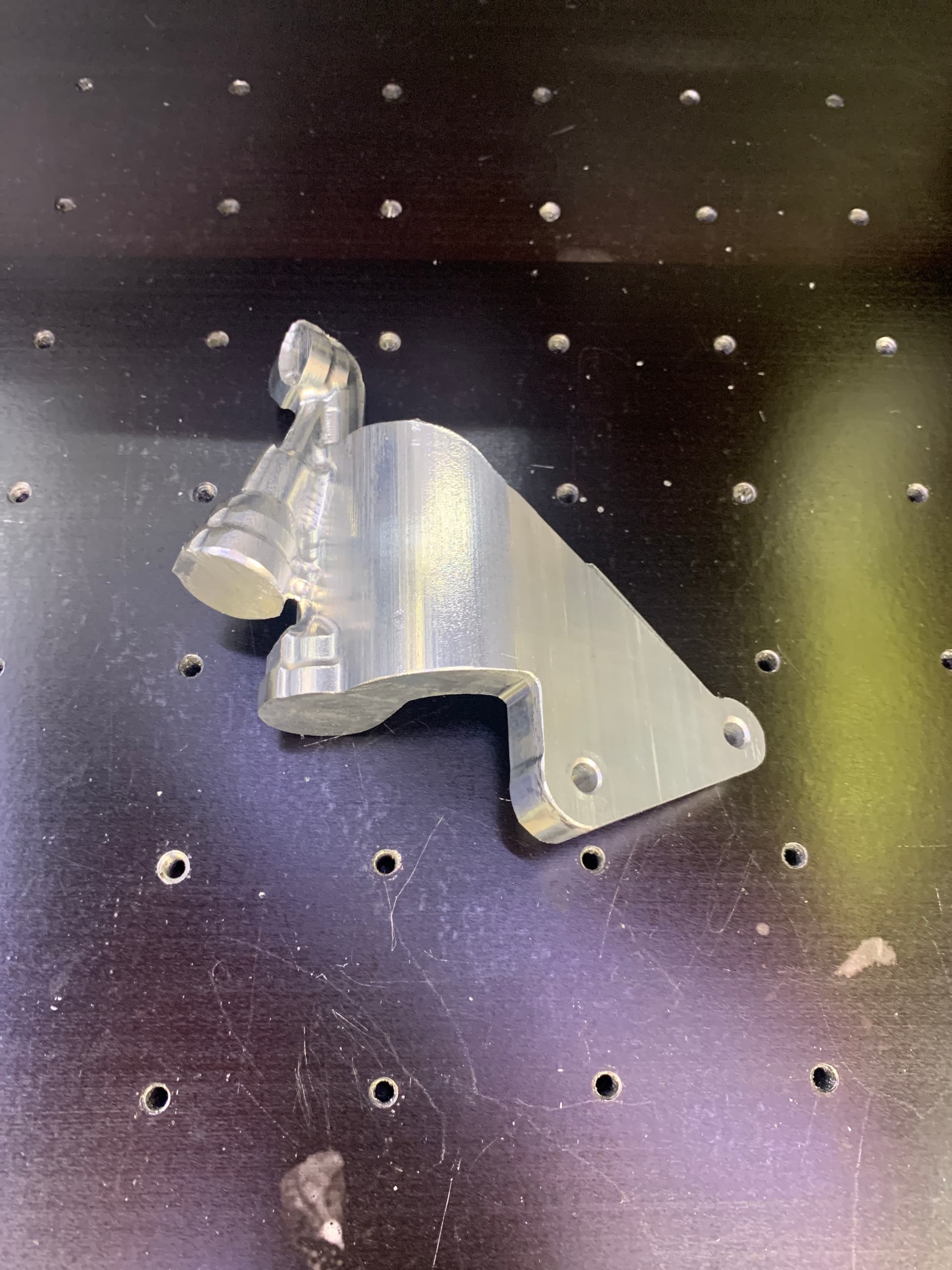
Yes it still absolutely murdered this part. Finish straight off the machine, no fancy toolpaths, no polishing or post processing, 10.5x4x2.5 6061
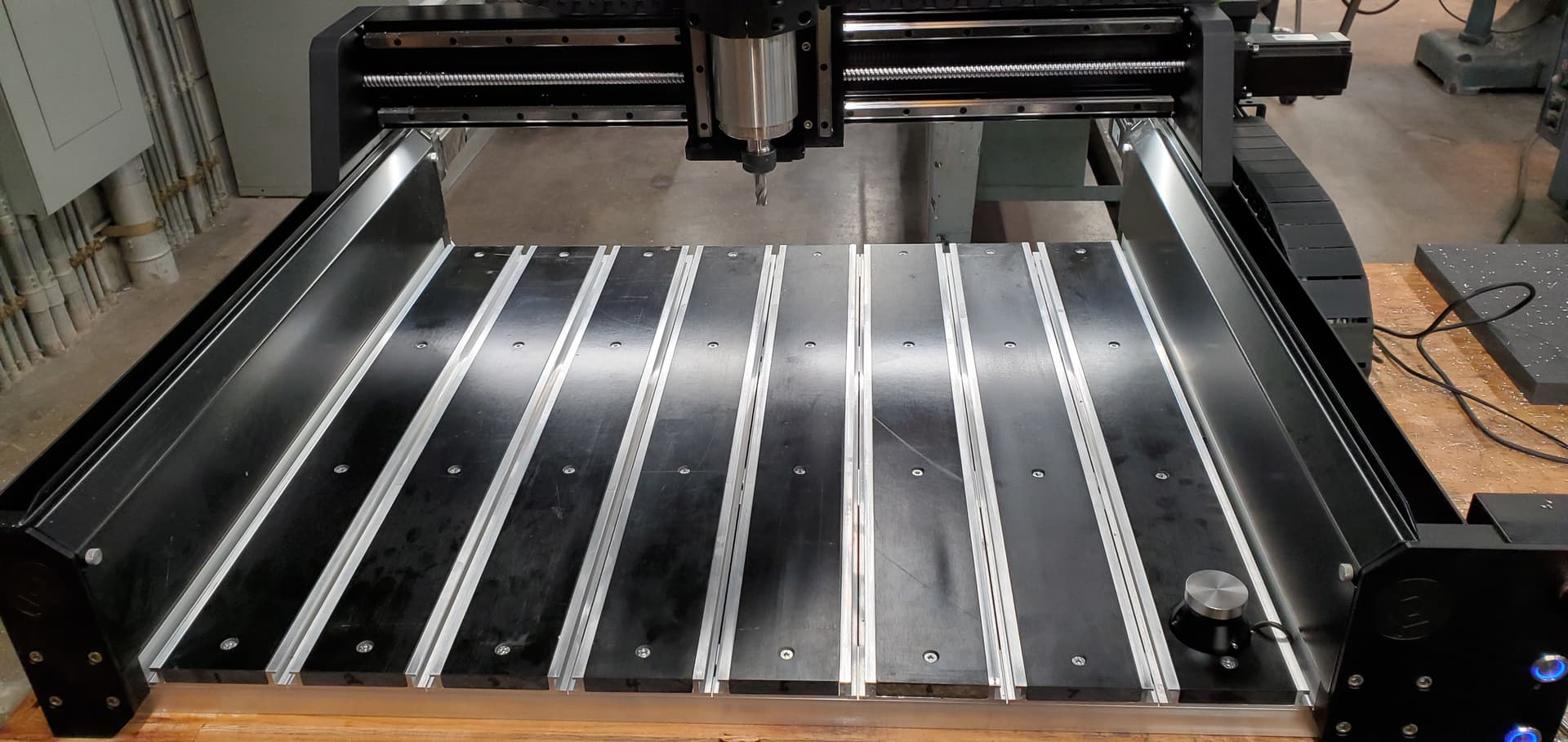
I used the SOPro to cut phenolic slats for the HDM. Recessed the BitSetter down to the extrusion so it sits as low as possible. Then leveled the work area in the HDM. Tomorrow one I have the plates squared up, I’ll have to cut a spot in the SMW plates for the BitSetter to sit in. That way I can put the plates sideways to get the most workable area.
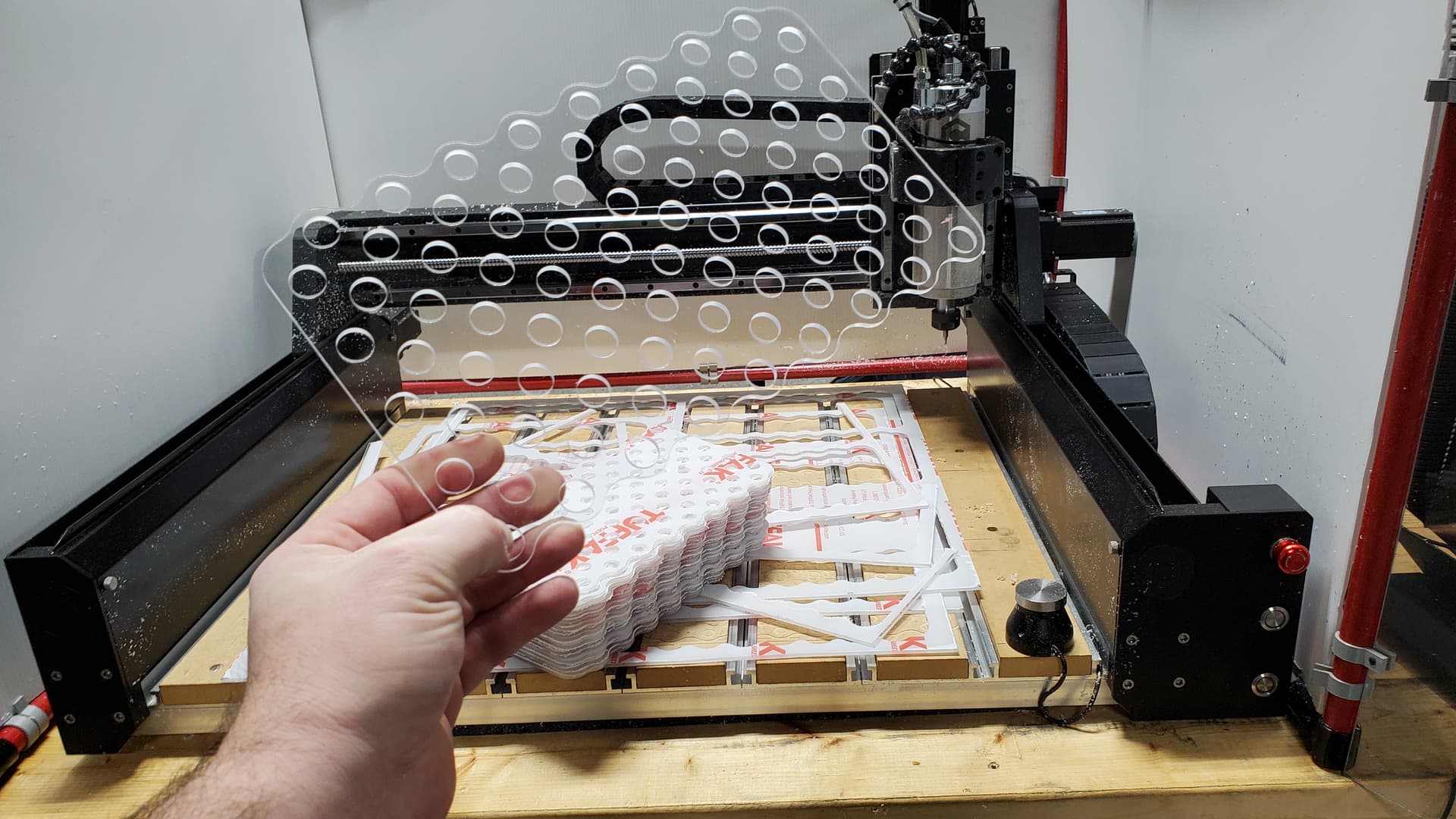
Burned through a 6’x’4 sheet of 0.125" Polycarbonate at 24,000rpm going 160ipm with a 3mm Datron Single flute. These parts really scream vacuum table but the Hybrid bed is awesome to work with.
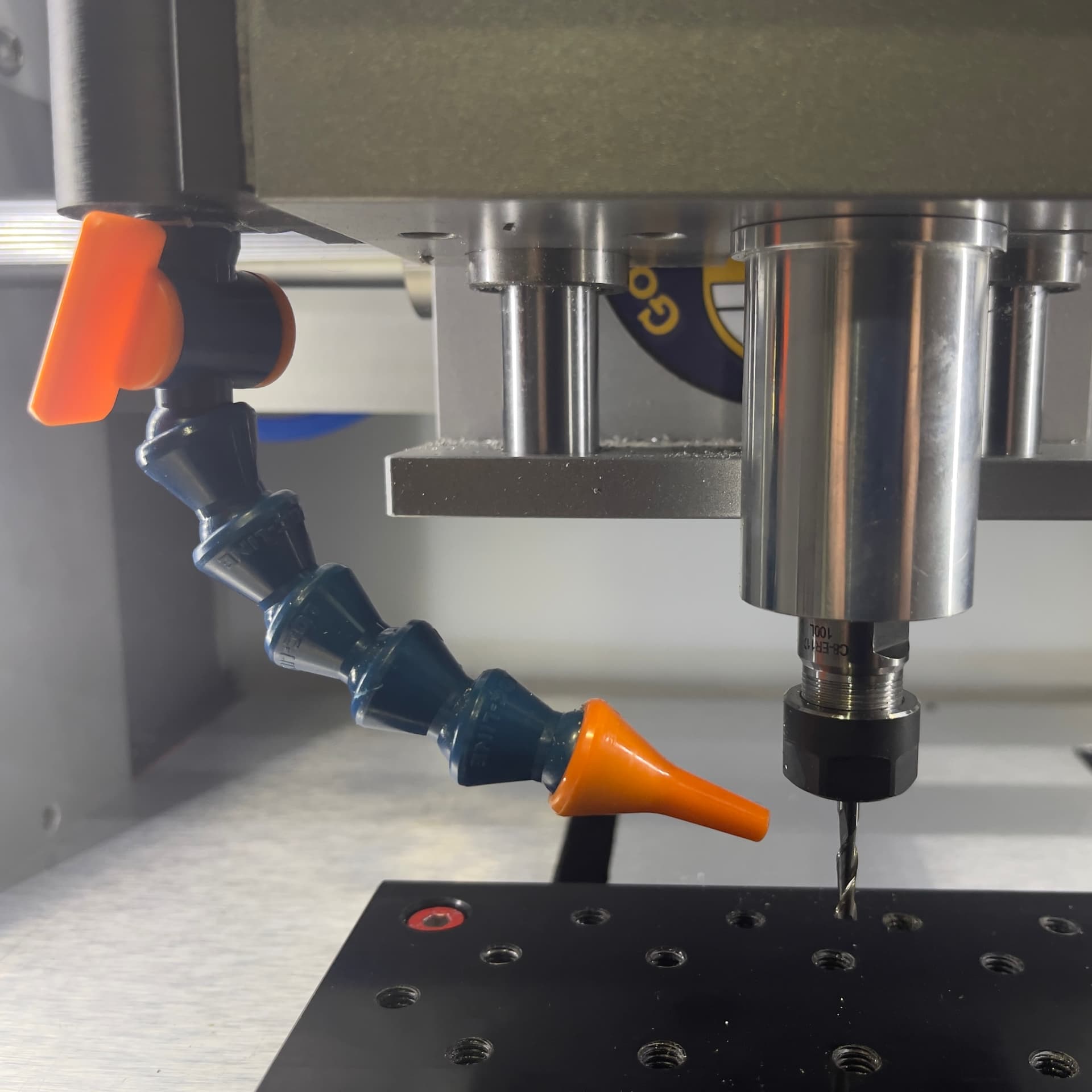
Another thing I like is the standard quick height adjust-ability of the spindle that Shapeokos have always had. The spindle needed to be slid down to reach the slats with such a short tool (short = rigid), but it only took 30 seconds and re-probing the tool length.
Ive also cut many of these on the Pro XXL and it does a very good job as well with a couple differences. The noise level is much louder with the router and I run it at minimum rpm but still 0.003 chipload to minimize the annoyingness aspect. There is a little more tessellation in the curve contours due to having less movement resolution compared to the HDM. Manageable with good CAM and still made parts well within spec.
HDM testing today. As @Vince.Fab says, I joined the 3 cubic inch club in the adaptive strategy. Circle/diamond/square came out within 0.001" of nominal. That could be the tool and is also under the resolution my caliper is rated for.
I was satisfied I’m not owning a HDM knowing that it was optimised for metals. However, now you got me wanting one.
I’ve got the Pro. I’m assuming that upgrading just the spindle won’t give me those results, it’s the strength/rigidity of the HDM that you need
4 Likes
Griff
(Well crap, my hypometric precursor device is blown…)
787
Honestly, I’d guess a Pro with a spindle could do similar.
My old XL with HDZ and 2.2kw spindle was capable of similar cuts also using 1/2”/3/8” single flute cutters. Albeit slower and less optimal load.
Since that video, when I have a project that requires the same sort of material removal, I’ve been bumping parameters. Will post again when I’ve reached the top.
TEX: Have you tried a small Air Brush? I had employees using these to ID parts and painting small parts. The work wonders. Paint could be kept in a very small pattern. Yes, there can be over-spray, but the user, with practice, can do good work. Check one of these out at:
NOTE: the affiliate tag was edited out of the purchase link.
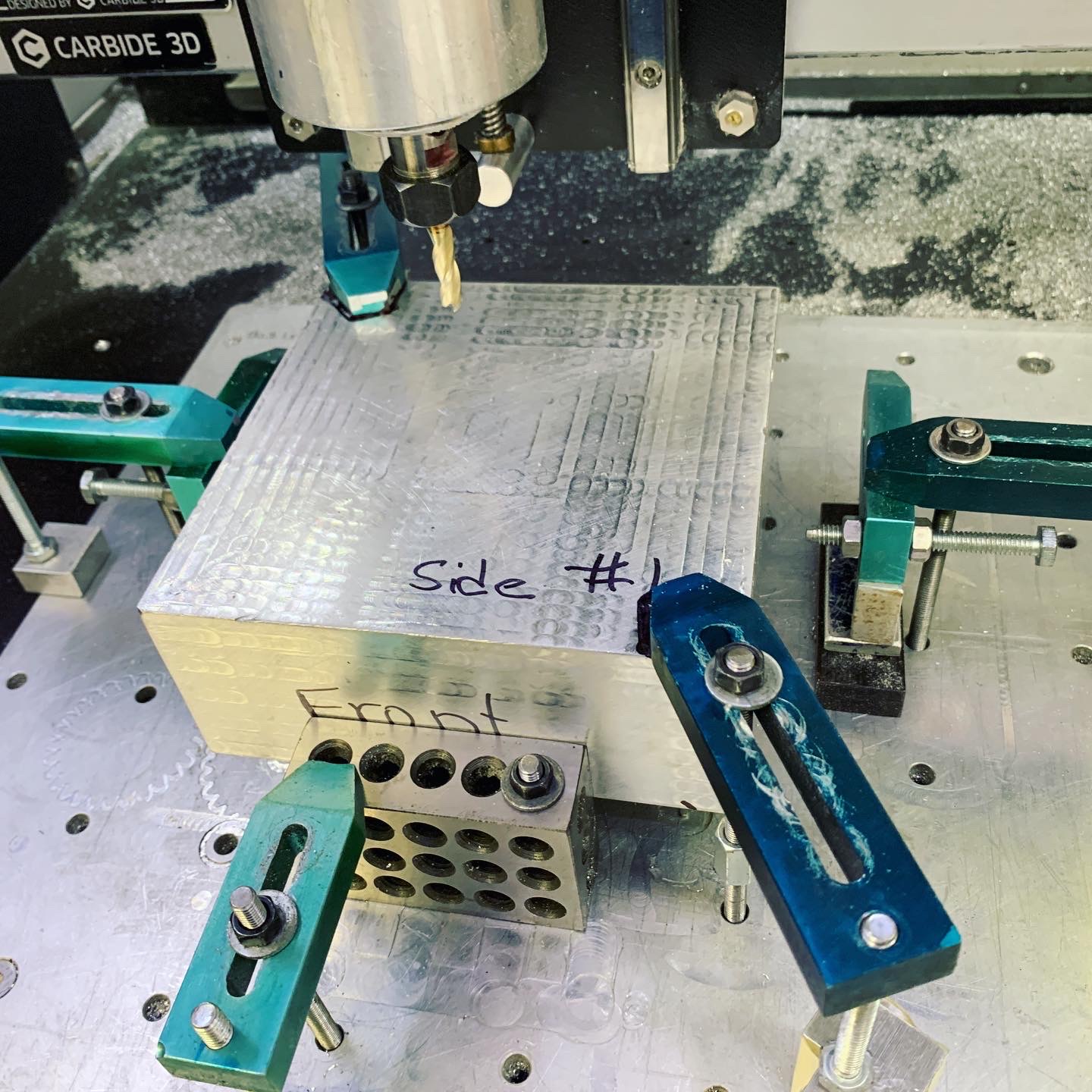
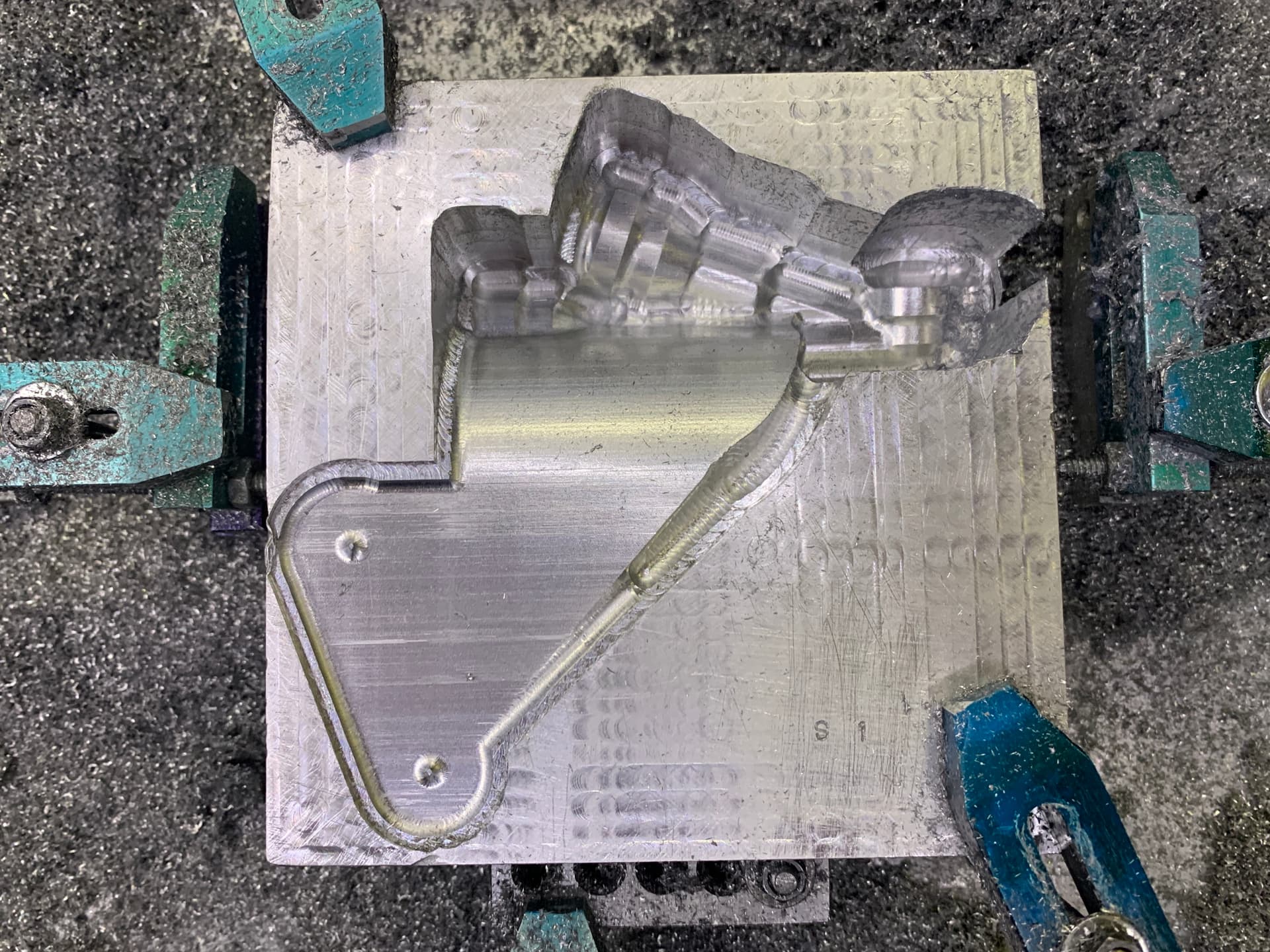
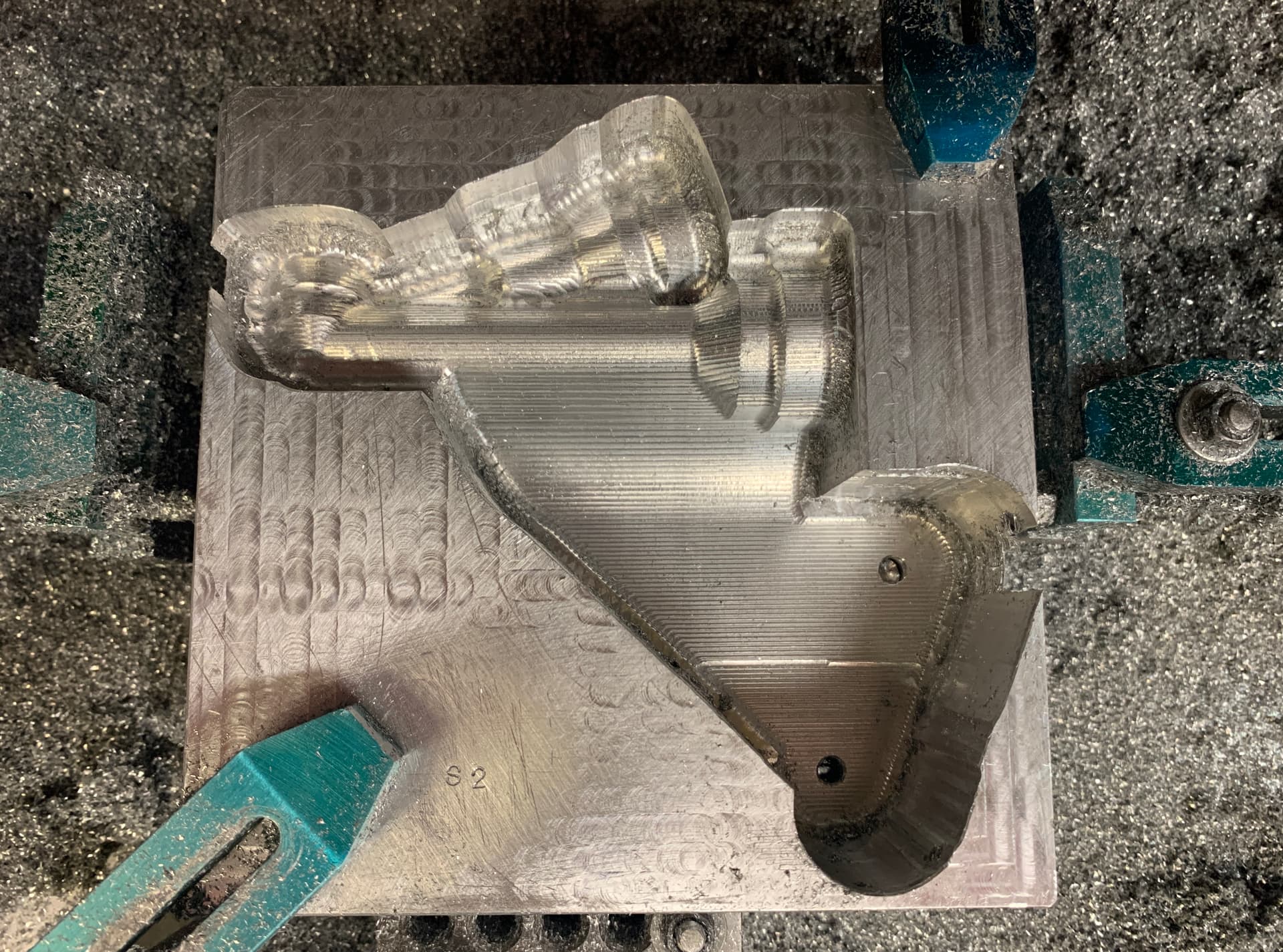
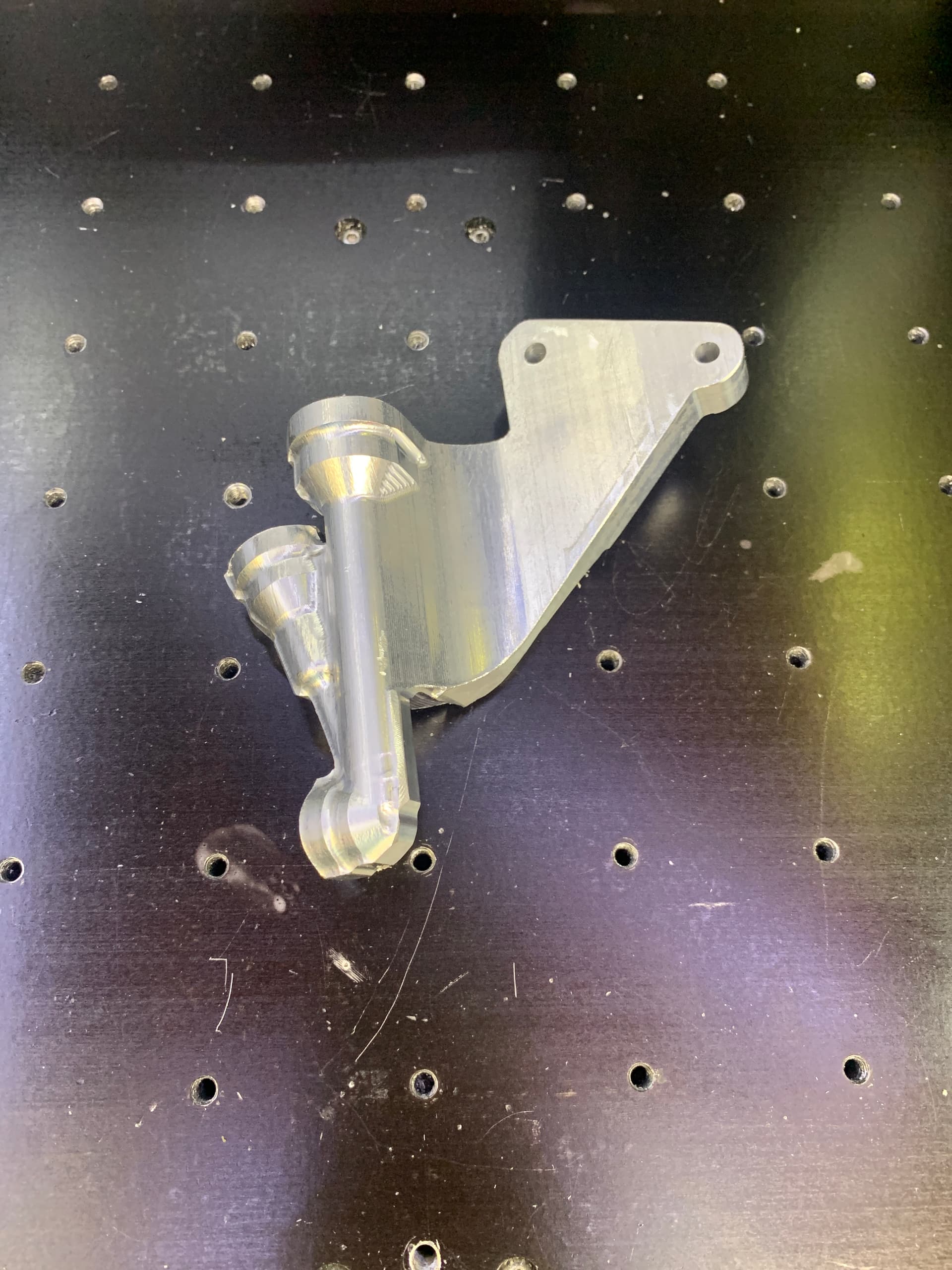
Started with a 6.0" x 6.0" x 2.5" (thk) chunk of material, and step one was to rough out a new Fuel Pump for a 1929 International Harvestor (with a McCormick-Deering Engine). Hard to believe that they used ZINC to cast the pump…and it has a design flaw where the outlet used a 1/4 NPT (taper, right?) thread on the parting line…and just about all of them cracked and caused a leak. So locating a replacement wasn’t something I wanted (although I did find one on Evilbay for $200 with no warranty).