We had one of those cement mixers! It was mounted on a 3-point hitch platform, and the belt went to a pulley on the PTO.
At first I thought you were going to make either the mold or a pattern, but no, you have to make the real thing! +1 (at least)
We had one of those cement mixers! It was mounted on a 3-point hitch platform, and the belt went to a pulley on the PTO.
At first I thought you were going to make either the mold or a pattern, but no, you have to make the real thing! +1 (at least)
Checking the HDM Accuracy and repeatability of bores with pins and a surface plate with Mitutoyo electronic height gage. Lets go


I’d like to request a HDM filter for the forums.  . You and @SLCJedi are making it hard to say no.
. You and @SLCJedi are making it hard to say no.
A few weeks back I did a wall grate for a forced air return vent and liked the pattern so decided I’d carry this over into other projects for around the house. This time around it’s a wall hook rack coming off the CNC.
Tomorrow I’ll do a little sanding and play around with some GCode to make the keyhole slots on the back side to mount it on the wall. As for the finish I’m leaving it natural for now until I decide on the color/stain for all the items and get it done all at once.
DXF - Wall Hook Rack.dxf (238.9 KB)
Very nice and creative use from going from one pattern to another!
Wow that turned out great!
Thanks!
I am making yet another end grain cutting board at the moment. My most complicated to date. It was supposed to be my Christmas project, nearly finished now, mid February ish.
I usually give them away as I just enjoy the challenge. This one I might keep. I will post a picture when it’s done.
My first sign ever. I have learned a lot on this sign. I finaly understand why I need 60 degrees V-Bit and why 90 degrees one isn’t enough. I have learned a bit about feed and speed for this kind of the wood and also about finishing and staining. I am not satisfied, there is still a lot of imperfections, but it was my first shot so…
Looks damn nice on position! Are you checking circularity and diameter too? I’m curious how boring and reaming on the HDM compare.
Also curious how the HDM compares to the bigger machines in the shop. I’m sure the bigger VMCs can chew through material faster but is the HDM comparable in terms of accuracy?
Because I’m just a normal guy doing abnormal things with his Shapeoko…(or is it the other way around…)
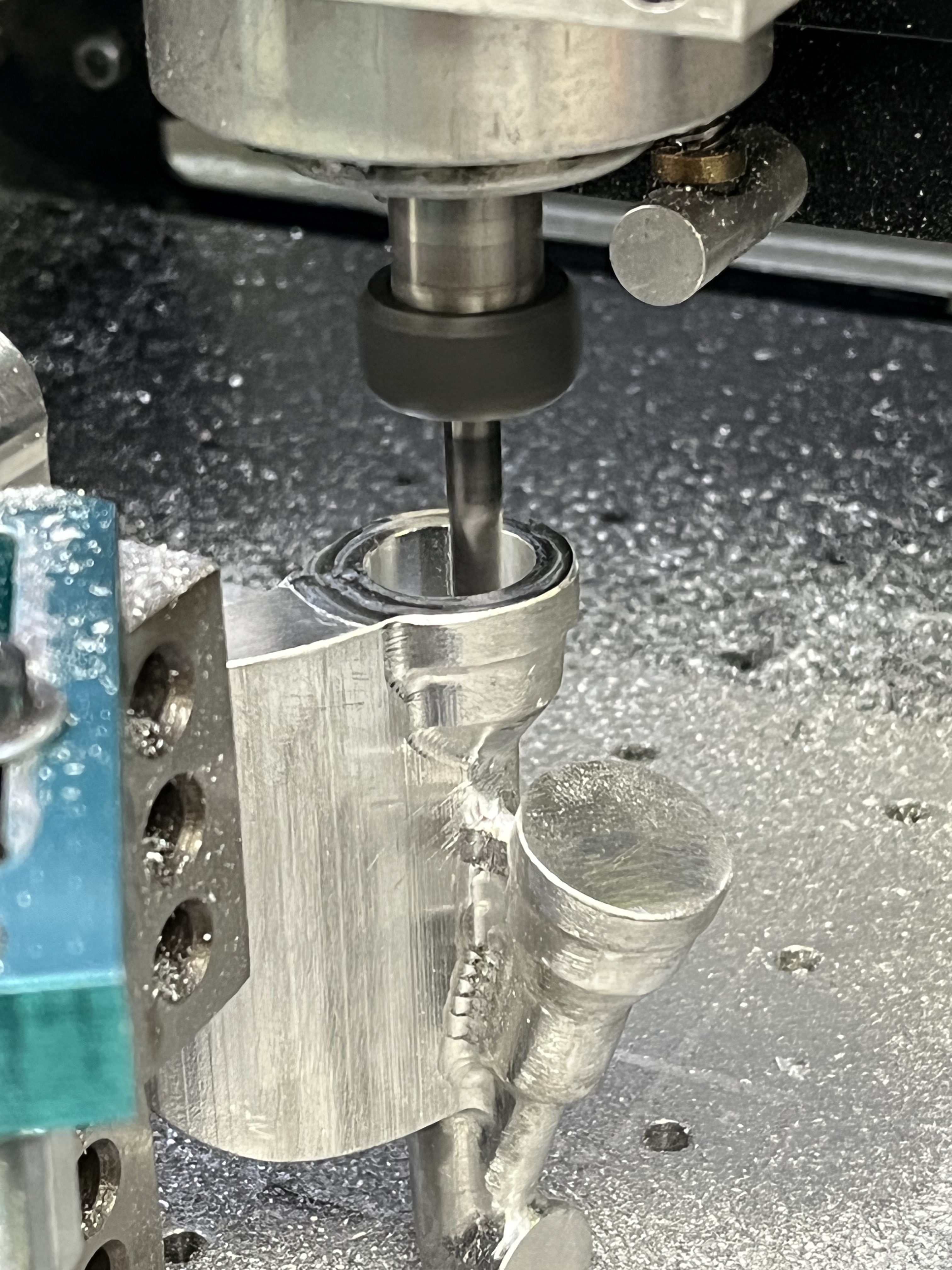
MS16142 (7/16-20) Also called a Parker Fitting or Oring Boss (1/4 ORB)
Machined the internal form with a 1/4 (203Z) FEM followed with a 6mm Taper 0.5mm Tip Rad…Close enough for the girls I…
Hmmm, Pretty (GO ahead…ZOOM in)
This week’s Bonus Photo.
How is possible to cut a thread by the router? The lowest speed is 10 000 RPM
Thread Milling…a bunch of us do it…search for their links…I think I was the first.
Link (one of them)
Ah, OK, Now it makes sense to me. I have been mistaken by the photo with a standard hand thread tool.
“Carve” out some time. Okay
I’m making a modular synth case and found myself in need of some ventilation slots in the back panels to let the heat out. I just couldn’t commit the crime of boring round holes…

Hard to tell exactly from the video, but the corners look very clean and sharp - what bit did you use?
Hah, sorry, the video was also meant for non-woodworkers.
The adaptive clear was a regular #201 style two flute
20kRPM
1,500 mm / min
2.4mm optimal load
6mm depth of cut (workpiece was only 6mm)
0.5mm stock to leave
The contour was a cheap single flute £10 for 10 on Amazon 1/8" cutter which I run fast and take bigger cuts per tooth than I did the #102 2 flute.
24kRPM
1,250 mm / min
full depth
ramp down at 4 deg
2 finishing passes at 0.25mm per pass
Finished with a chamfer mill (Trend 90 degree V cutter) at
24kRPM
800 mm / min
0.5mm chamfer
2mm tip offset
(remember to measure the stock thickness properly to get the right chamfer depth when zeroing off the spoilboard)
The combination of the high RPM single flute with finishing passes and the chamfer tool leave very little to sand, even in this quite stringy birch ply.
It’s not the fastest set of toolpaths to run but I trade time on the machine for finishing time, especially sanding the insides of fiddly shapes like these.
Mostly the same feeds and speeds here

Except for the outer contour, still a 6mm step down but this was a 1/4" compression cutter with the double finishing pass at 0.25mm stepover and full depth to leave a nice crisp edge that didn’t need chamfering to clean up.
The big 19.1mm bottom cleaning cutter runs at 23kRPM (it just sounds happy at that speed with no vibration) and 0.5 to 2mm DoC feeding at 1,500 to 2,000 mm / min 9mm stepover.
Big week of firsts for me.
This week, I tuned up my Shapeoko for the first time. Leveled, squared, tuned belts, trammed, surfaced.
All so I could make this gift for my wife.
The box, also a bunch of firsts. First box. First v-carve. First Inset v-carve. First time thinking about the way the wood grain will look on the finished project. First time stacking multiple cuts for rough cut then finish cut. First real “finished” project.
It’s not the Mona Lisa but I’m pretty happy with it

Box is about 5-1/2” tall, 6” wide, 1-3/8” tall. Maple.
Very nice. Someone has been reading the candy hearts instead of just eating them.