Hello all, I just recently bought and assembled my Shapeoko Pro XXL. I seem to be having issues with the X-axis though. Best way to explain it is if I run a perfect circle, 4.5" x 4.5", after I run the contour toolpaths I end up with a 4.5" wide x 4.375" high circle. I first noticed it when I made a border and it was thicker in a couple of the corners.
I’m a designer and a 3D modeller by trade who’s learned to program CNC’s over the last 15 years (and what I do for a living now), but I don’t know much about the actual machines (in terms of fixing/ setting up). At work I design in Illustrator, Model in Carveco, program with V-Carve or Carveco then send off the .cnc file to the operator and don’t hear back unless I screw something back…so honestly I thought this would be easier to figure out the machine.
The other issue on final cutout toolpaths, my machine just stops in the middle of the cut and hangs there. Pressing pause or stop and then run again does nothing at all, I need to home it, start that cut again and hope it goes all the way through this time
For the toolpath issues, check the machine mechanically — belt tension, pulley set screws, and if you are cutting a slot just as narrow as the endmill add geometry and cut as a pocket down to tab depth or the penultimate pass — where possible avoid slotting and add geometry and cut as a pocket (Making vacuum hose adapters and/or Adding geometry to cut as a pocket with a finishing pass ) and consider leaving a roughing clearance and taking a finishing pass.
For the loss of connection, that is most likely EMI — contact us at support@carbide3d.com and we’ll do our best to sort that out with you.
I’m going to try to add the geometry this afternoon when I get a chance, this sounds interesting. But why wouldn’t a plain contour toolpath work and this would? This seems like extra steps for nothing, and kind of defeats the purpose of having that ability, no? Is it because the machine just can’t handle it? I will try that before I do any tinkering on the machine for sure. So as of now, I make a 4.5" circle, but end up with 4.5" x 4.375". This is just 0.5" pine I’m cutting in with a 1/4" endmill and a contour toolpath…but you’re saying if I add the geometry and cut that as a pocket, I may end up with 4.5 x 4.5?
If it’s the machine, would you say it’s the belts? Nothing is loose anywhere, I just checked. Would you say this is an issue of loosening or tightening the belts?
If you ever had machine shop class, you would have forever imprinted in your head that mills in general don’t like to be trapped in a slot. Some slotting of course you can’t avoid (for instance, on interior cuts, any cuts at a new depth is a “slotting” cut). But for interior contours when possible should always use roughing pass and finishing pass, with a small stepover. On a 1/4" bit in wood, I use something like 0.02" or so with 1 stepover. Yes, it takes twice as long, but avoid problems in the long term. Avoiding problems is a time and money saver. And guess what, the CNC never complains about your cuts being too conservative or taking too long.
Hey I was just putting these files together to show you. I didn’t cut it out, just 2 simple pocket toolpaths at 0.1" deep, you can really see in the corners how the top left and bottom right are thicker than the other 2 corners.
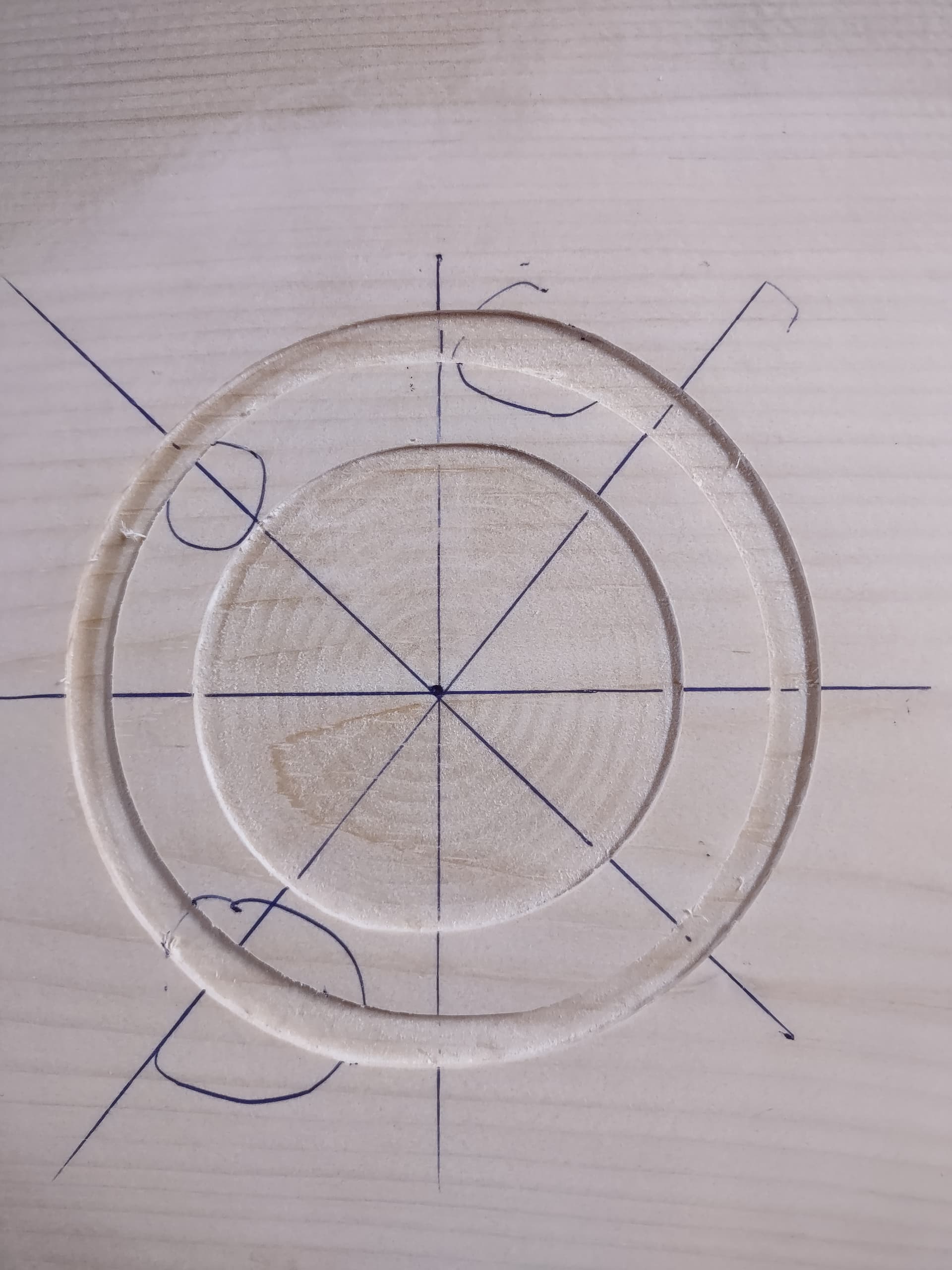
I’d just like to say that it’s really hard to measure what you are trying to measure using that gauge.
The only points that are valid for that measurement must be on a line that passes through the centre of the circle. Draw a dot in the centre and use a ruler that intersects that dot.
I’m already almost 2 hours into taking my machine apart. I’m going to go through and reassemble it tomorrow and see what happens. It’s obviously an issue with the machine itself, I’m testing the simplest toolpaths on this.
I’ve only had this machine assembled for a week or so and all I’ve ran is circles at different speeds and depths, ect trying to figure this out. I bought it to do 3D reliefs of faces and nature scenes but I don’t even want to start with the 3D stuff until I figure this out.
I’ll post one more pic, it’s an Edmonton Oilers logo and you can really see how the top left corner is way thinner than the top right, and those circles are perfectly aligned in my program.
Assuming belt tension is ok, I would go and check the setscrews on the motor pulleys next. Especially the X motor one (yes, it’s a bit of a pain on a Pro since you have to disassemble the motor from the Z plate). If you don’t see one of the setscrews aligned with the flat on the motor shaft, no joy.