I bought a small set of Amana Spektra mills and have made an attempt at adding them to the tool database. I should say that I am brand new to CNC and got a Shapeoko XL… I’ve been lurking here and have learned several things already.
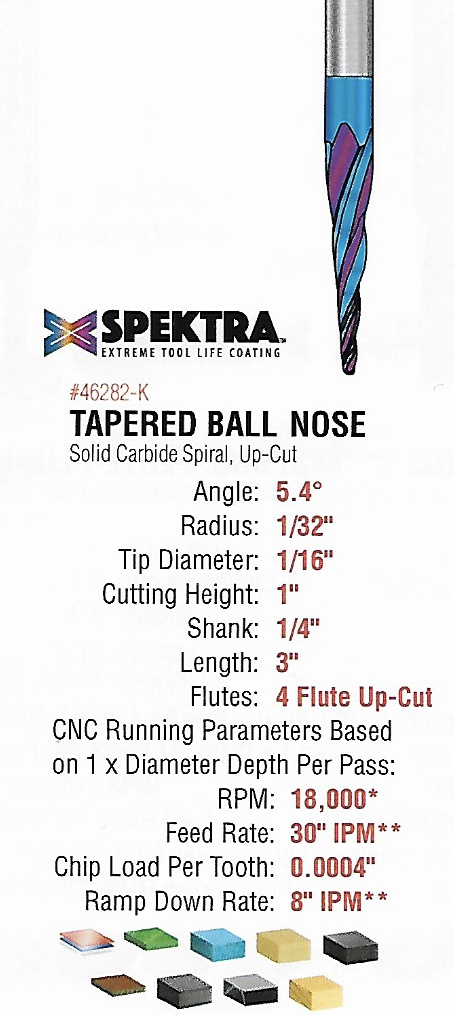
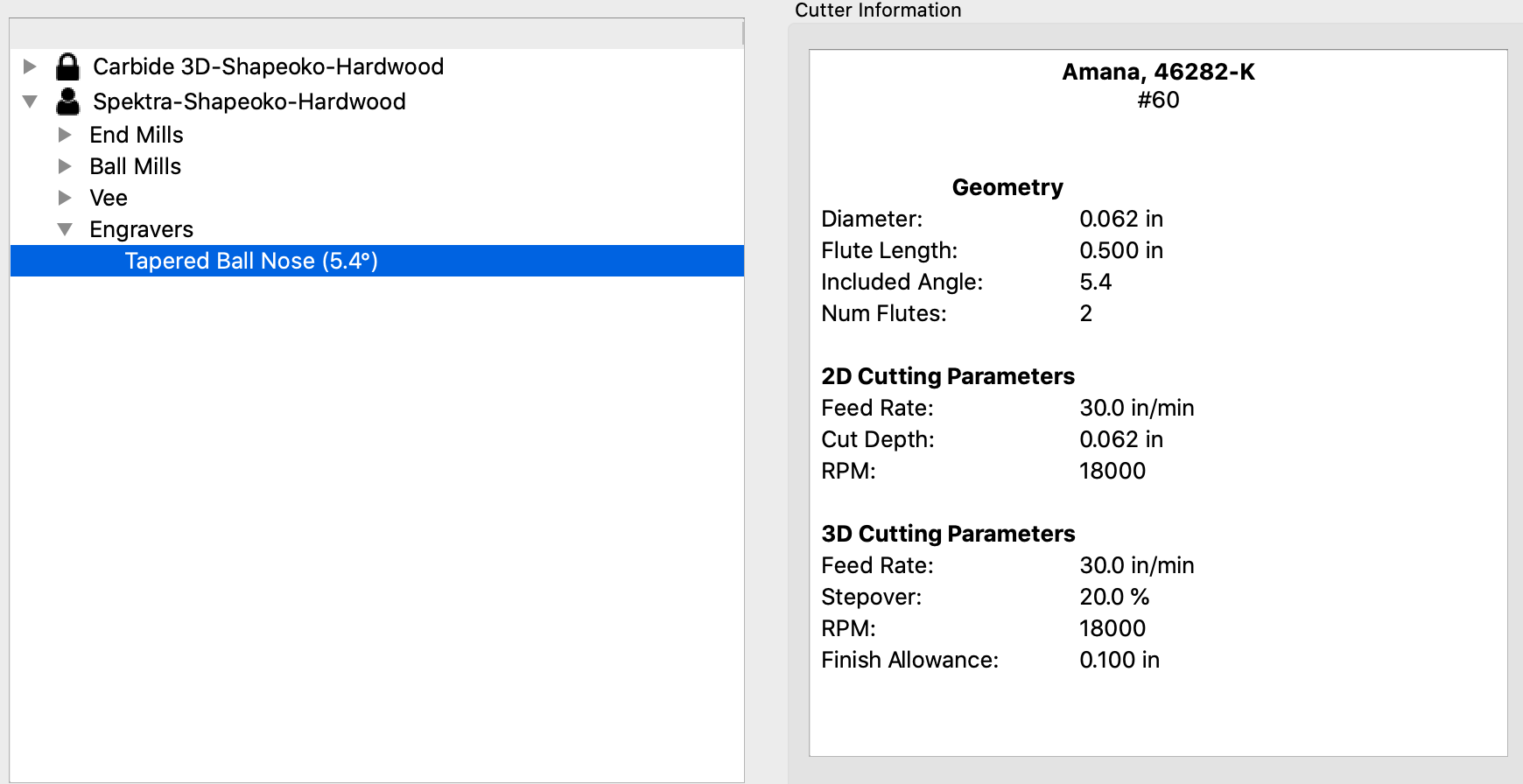
Here is a sample of one of the bits and what I entered (I see you have to click on the first one in order to see all of it):
It seems that CC doesn’t allow me to specify some key values like flute length and number of flutes. Am I missing something?
Also, I am including snaps of each of the mills I added. Would any of you be willing to glance at them and see if I’ve done anything egregiously wrong? I have read some materials online, and I think I’m interpreting things close to right…
Note that the data provided assumes 1 X Diameter depth per pass.
You can edit the underlying CSV to add flute length and number of flutes, just do About Carbide Create | Open Data Directory and edit the CSV files you’ll find in the tools sub-directory.
Note that tapered endmills aren’t supported — they can be entered as ball-nosed endmills, but the program won’t adjust geometry to prevent vertical or surfaces which are more vertical than the angle of the taper from being cut at the taper angle. Depending on part geometry this may or may not be an issue.
Ok, thanks to @WillAdams I edited the CSV for the mills I added. Most of the columns made sense, some I guessed at. I believe things are good enough to not be afraid to try them out.
If anyone is looking for something to do, I am including my mills’ specs and my CSV if you would like to opine on my interpretation…
I had a quick look at your file, here are a few notes for you to consider:
am I understanding correctly that you want to input values for hardwood ? (from how you named that library). Note that a different set of values will be required for each material type
the “3D stepover” values are in %, so I guess the value for the 30°/60°/90° bits should be 2% rather than 20%, by comparison to what’s being used for C3D’s V-bits.
you have plungerate set to 50% of the feedrate, which seems a bit high in hardwood. I would probably go for [30-40%]. I think you went with the “ramp-down rate” in those Spektra datasheet, but I guess they assume a linear ramp into the material, at an angle, rather than the vertical plunge which is currently the only supposed plunge type in CC.
the “cornerradius” values do not look right for 60 and 90° Vbits, but I think they are ignored anyway
the feedrate & RPM values seem to be correctly set from the Spektra datasheet, however I think their recommended chiploads are a tad high for a not-perfectly-rigid Shapeoko in hardwood. In particular the 0.003" chipload for those three square/ball endmills is certainly doable but above the target value I would recommend as a “comfort zone” starting point. In hardwood, I tend to aim for [0.001" to 0.002"] chipload for 1/4", and 0.001" for 1/8", at least as a safe starting point. Should you want to do the same, while keeping the RPM values as they are (18k is fine), you would need to dial down the feedrate by the ratio of chiploads (i.e. say halve the feedrates, to get a 0.0015" chipload)
We see a number of people asking for feed rates for those Spektra bits (which sure are nice), so if you finetune your file and confirm it gets you good results in hard wood, I’m sure it will be very helpful to others too.