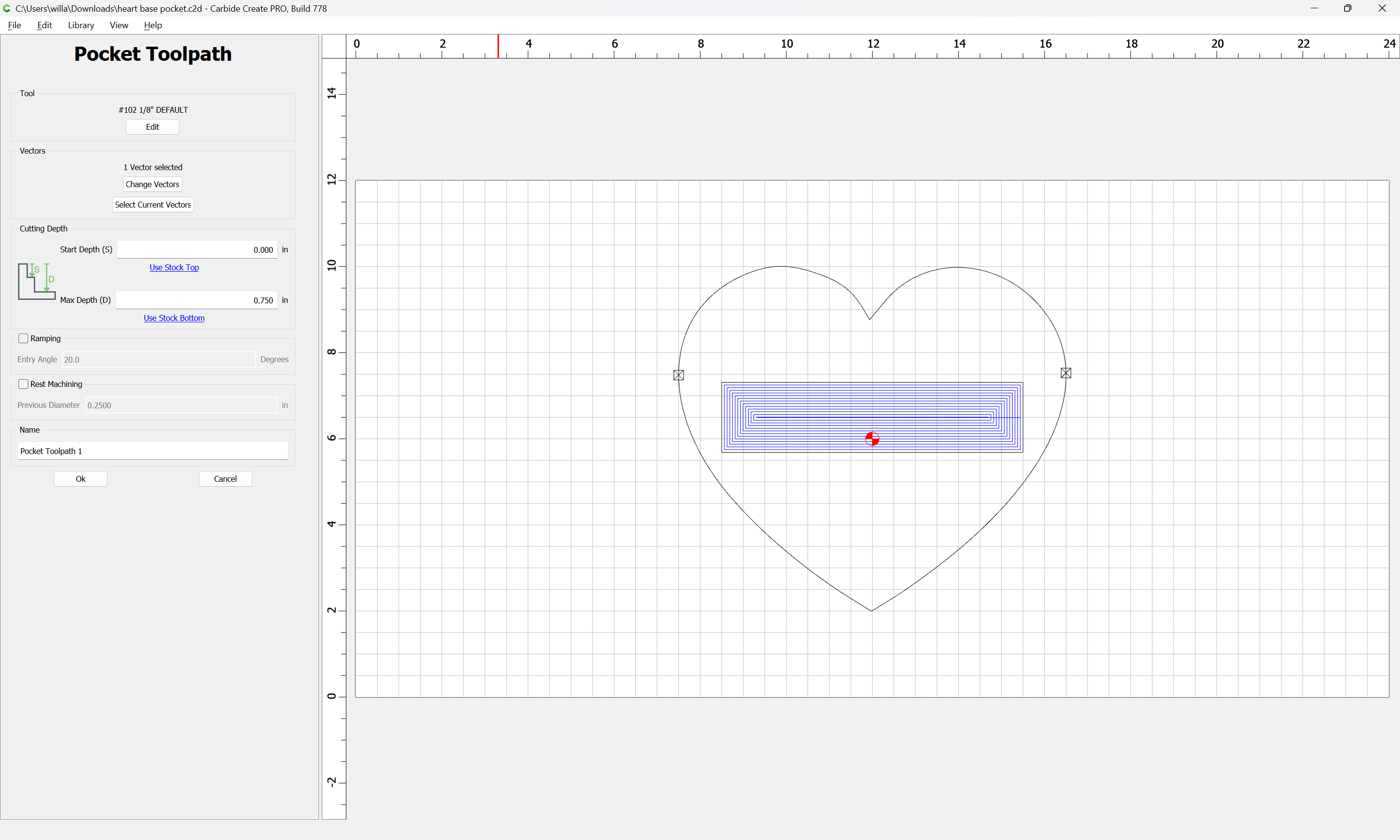
I am attempting to make a pocket that is exactly 1.625" high x 7" wide x X depth with a 1/8" bit, what is the math?
My latest attempt came out at 1.604 x 7"
That makes for a .021 difference in the height.
Why the difference and why isn’t that same variation happening in the width?
I hope that’s clear enough.
Carving hardwood in case that makes a difference.
TIA
Post your file and a photo of the result of cutting and let us know how you are measuring it?
What machine?
Could be belt tension…
Thanks for the response.


heart base pocket.c2d (44 KB)
I used a micrometer for measuring the final result.
My inclination would be to put the micrometer away when working with wood, or at least don’t pay any attention to the last couple of digits, and to be careful to use a very light (and consistent) touch.
Leave a roughing clearance and take a finishing pass:
If you haven’t trammed the surface of your machine, please do so.
If working with rough lumber, relieve/surface both sides:
If you’re using a belt-drive machine, calibrate:
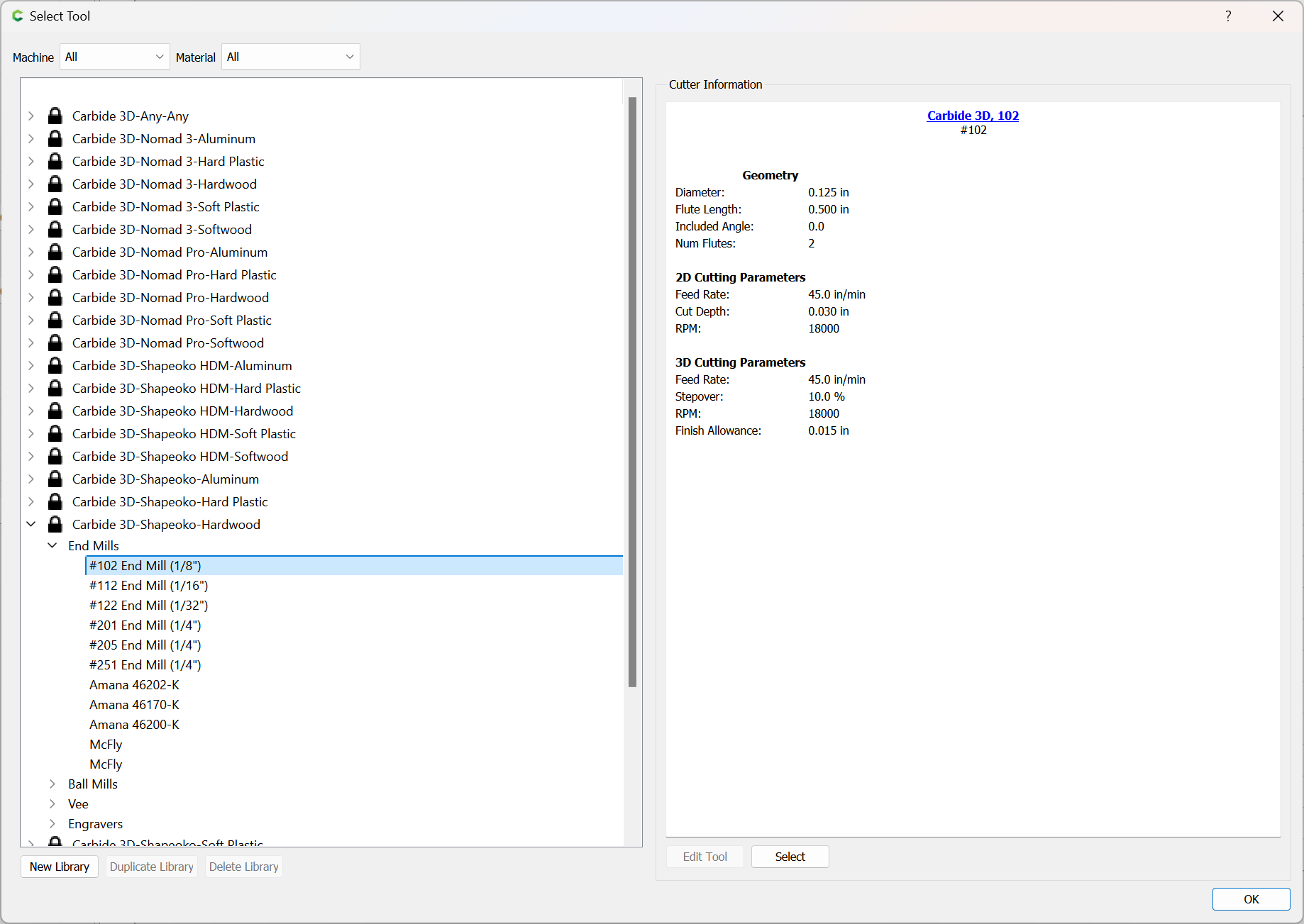
Note that you shouldn’t be cutting deeper than the flute length, so if using a #102, don’t go deeper than 0.5" — either use a #251 (but note the increased radius) or source a long reach narrow tool — may want to consider down-cut (as suggested by the #251 previously).
Also, rather than using the #102 DEFAULT feeds and speeds
use the settings for hardwood:
When I need this kind of precision in wood, I always cut the roughing pocket and a finishing toolpath which leaves half the roughing clearance, then measure, then adjust the finishing toolpath based on the measurement (rounding down), then cut again, re-measure, and if need be, make a 3rd pass.
When the features aren’t pockets I’ll usually just fine tune w/ a hand plane, but for pockets, I have done it w/ a chisel.
This topic was automatically closed after 30 days. New replies are no longer allowed.