Quick question for those of you with experience cutting acrylic. I have been practicing doing some engraving with v-bits in acrylic and no matter how I change my parameters I am getting chips remelting into the cuts. So I was wondering what tips people have or what recipes people have had success with? I am running a stock XXL.
Can you share the settings you tried and the endmill specifics ?
In plastics the answer to melting is very often “Feed faster. It’s scary. But do it anyway”.
We had a thread recently about V-carving HDPE which you may be interested in:
Of course, HDPE is not Acrylic. You would have to dial down plunge rate a bit, but once you share what you tried we can discuss that.
I picked a 90deg Vbit, and figured I would target a 0.002" chipload (which on a V-bit is a notion that does not really apply), so at 10.000RPM I used a feedrate of 0.002 x 2 flutes x 10.000 = 40ipm
For plunge I picked 75% of the feedrate, so 30ipm (I liked to plunge fast in plastics)
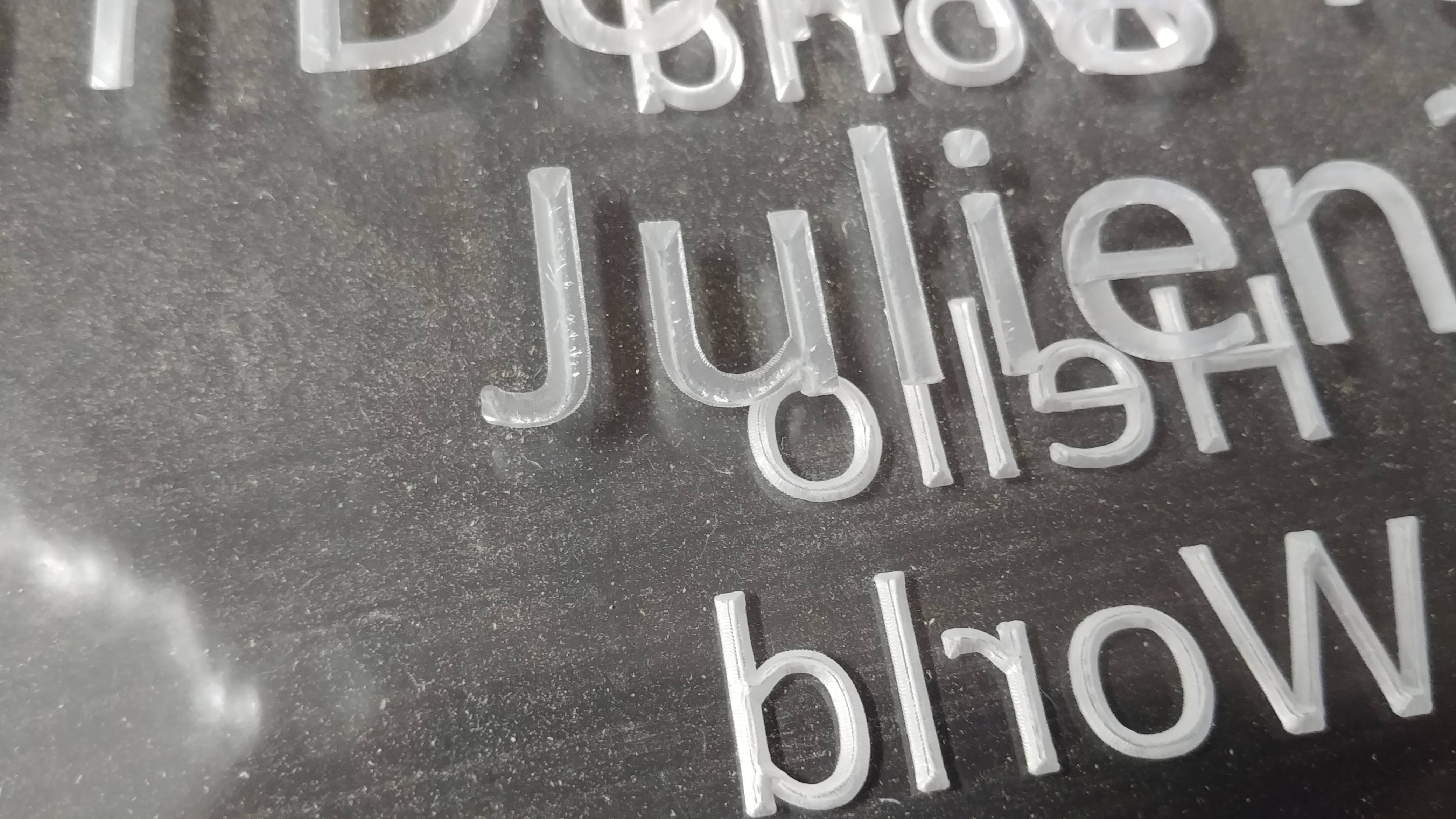
The cut was ok but you see those long strips there instead of small individual chips?
Not perfect, but clean enough.
EDIT: and by that I mean, had I not used my battered 90Vbit that has seen a lot of abuse since I got it three years ago, it would have been cleaner.
On your stock Z-axis you may not want to plunge too fast, but hopefully that will give you a starting point. If I had to do it again I would probably use 10.000RPM, 60ipm feed, 40ipm plunge.
On a stock Z…I don’t know, maybe 60ipm feed and 20ipm plunge.
Thanks Julien, that actually looks a lot like some of my results. I have tried 40,50,60,80,90,and 100 ipm and a plunge of 30 ipm for all of them. Tried setting the router for both approx. 18000 rpm and 10000 rpm. Is there any way to clean up the bottom of the cuts with v-bits, since in your example I can still see some of what is bothering me in mine. It might just be the geometry of a v-bit not doing a good job of pulling material away from the tip, but if there is a better way to set things up I am very open to learning. Or maybe I am just being a perfectionist…
True, the bottom of the cut is always going to be harder, since the tip of the Vbit has a very low speed. Have you tried running the carve a second time? This was (obviously) my first try in acrylic, I wanted to give it a try in case you had more severe problems but you’re ahead of me there. I’ll do further tests tomorrow using V-Carve this time for finer control of the toolpath.
EDIT: and with an airblast as @LiamN suggested !
I do have dust extraction hooked up, though it hasn’t seemed to help too much with the fuzz I am trying to clean up. I have been doing multiple passes based on some other advice I saw on the Vectric forums
@Julien, A second pass does make it a bit better, but doesn’t really remove the problem.
Julien alluded to it, but make sure you’re using cast acrylic. Extruded acrylic does not machine well. Most acrylic is extruded. Cast acrylic usually is protected by peel off paper, while extruded acrylic is usually protected by plastic film. This rule of thumb is pretty reliable, but not 100%.
What I bought was listed as cast acrylic and had the papery covering, but I am not sure I trust the seller on Amazon entirely. I have sourced some more locally so will hopefully in the next while have some other stock to double check.
One thing I am suspecting is that one of the bits I am using is an Amana Zero Tip v-bit, so there is no flat on it which is supposed to be more beneficial.
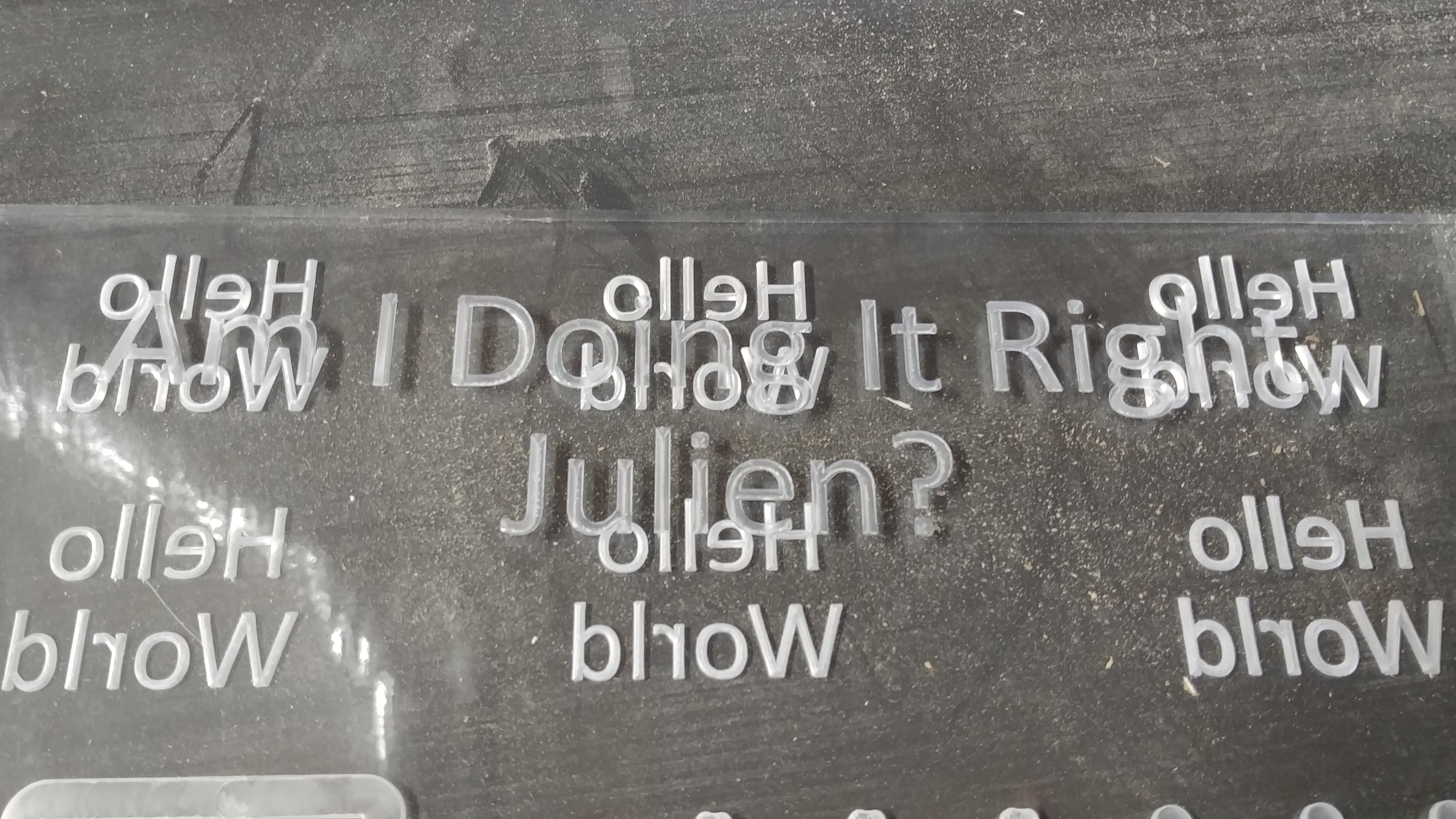
multiple passes V-carve, 0.02" per pass, 80ipm feed, 80ipm plunge, used and air blast, and ran the job two times
(yes, completely un-scientific, I changed all parameters simultaneously. Not enough hours in an evening)
The limited depth per pass is not a good option, considering it leaves horizontal (water?)lines.
Thanks for your efforts Julien. I have tweaked your process and got results I am fairly happy with. I did 2 things different than you. I ran at 10k rpm at 80ipm feed and 60 ipm plunge, but at a doc of 0.005" due to some other info I read online. I also did a second pass, but I did that pass at full depth. This got rid of any visible cut lines on the walls, not that there were many with the step down. This left some very thin wisps of material along that bottom that got easily blown out with compressed air. I might mess around a little with this in the future, but for now this recipe seems to work quite well.
I do think it is a solid recipe for now. The only downside is that it isn’t the quickest, but it seems to let you get quite nice results without buying specific tooling. Anytime standard tooling can get you totally acceptable results is a win in my books.
The multiple passes do seem to be the secret in this case. I am glad you made that dust shoe video as it shows what is actually happening during the cut. My theory would be that the limited DOC means that the acrylic doesn’t have enough material to strongly adhere to itself when you get some melt at the tip of the V-bit. This means that the air currents, or air blast after cutting, can usually clean up anything that is left.
I try to avoid vcarving, but I do quite a bit of tracing. I use a high quality single flute 30 degree cutter most of time. I have a variety of tip sizes, but for what I do, bigger is generally better. .01" is fine.
My cam template has 18k, 36ipm, and a ramp/plunge of 50%. The plunge distance is very short. I typically start off with a axial offset of -.01" in cam, and adjust via the machine if I didn’t get a full trace or want more depth. I have this setup into two step downs, so .005". And a additional pass to clear chips. Can go much faster, and I’ll often feed override extensively in the positive. Cuts come out clean with no fuzzies.
Using cast acrylic presents some issues when cnc router engraving, as the material, unlike extruded acrylic, is not of uniform thickness.
I’ll let the other guys who did a whole lot more cutting acrylic than I did comment, but me I keep the protective layer on…when the stock comes with it in the first place. No reason to remove it early, I would not think it affects the cut in any significant way (well the chips do stick to the torn paper as you can see in the video, so one could argue that it can hinder chip evacuation…), and it does protect the uncut parts so that they don’t get scratched (acrylic is so shiny that every little scratch shows)