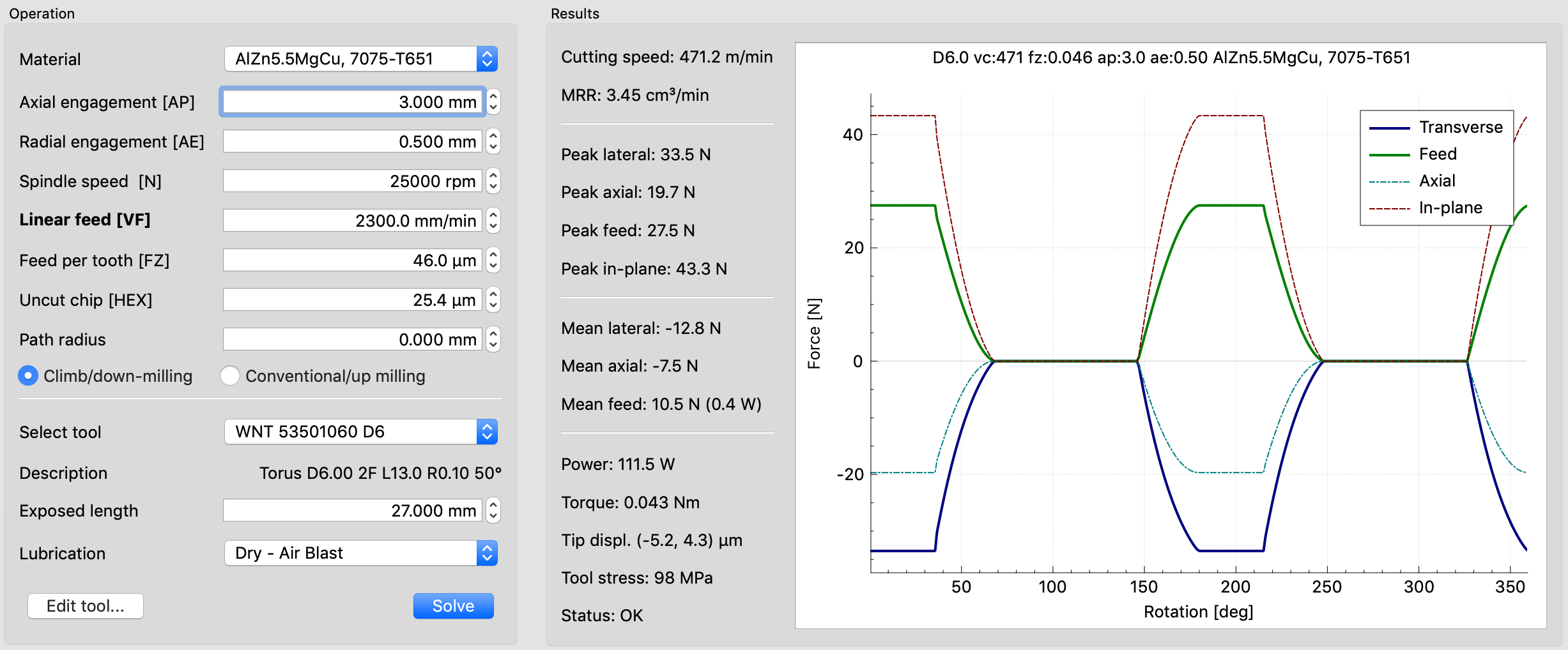
From some previous discussions I believe the received wisdom is that the Shapeoko is better at cutting harder materials using a shallow depth of cut with a higher width of cut. Would it be possible for you to show a comparison of two equivalent removal rate cuts but trading width for depth to see what happens to the forces? e.g. trading 0.5mm DoC at 3mm WoC for 3mm DoC at 0.5mm WoC
So, for your constraints, it’s a wash, more or less. However, is this the question you should be asking?
More often, we may want to know which parameters to choose to reach the highest removal rate given the limitations to the machine - and that’s not the same problem, because this stuff is not very linear: you can’t always simply scale. So the answer is … it depends.
What I was wondering was whether there was some sign in the data of why the machine was less happy with the total MRR when taken as a deep narrow cut rather than a shallow wide cut. It’s quite frustrating to only be able to use 0.5mm of each cutter.
As you say the forces are quite similar, also they both show as pulses of similar width. Once machine deflection is taken into account things may change.
We might reasonably expect in the region of;
0.25mm lateral deflection for the 3mm WoC given the 41 N peak lateral load
0.2mm lateral deflection for the 3mm DoC given the 33 N peak lateral load
But these deflections would change the effective cutter engagement and therefore the forces (in the first pass, in the second we’d end up having to take that extra material if we’re stepping over by the WoC)
0.25mm in the shallow cut is subtracted from (correct sign?) the existing 3mm width of cut to give 2.75mm (92% of original) and the cutter pulls about 0.08 in the feed direction
0.2mm in the deep cut is subtracted from only 0.5mm width in the deep cut giving 0.3mm (only 40% of original) whilst the cutter pulls 0.16mm in the feed direction
So whilst the initial deflection is smaller in the deep cut the total engagement change is quite a bit larger, this might be a pointer to what’s going on when we try to swap radial for axial engagement, larger changes in forces giving us a stronger vibration input to the spindle.
There’s a bunch of simplifications in there, we know the Shapeoko deflection is not symmetric in the X and Y axes at all and there’s a bunch of coupling in the Y and Z deflections too. Also those cutting forces were calculated assuming a rigid machine?
I’m assuming there’s existing research already done on how machine and cutter deflection impacts cutting forces and how those variables interact to impact overall machine behaviour, but I haven’t seen any of it.
Maybe because people aren’t using enough of the endmill helix to smooth out the cutting forces as shown feasible in @spargeltarzan’s first post? Note that he apparently used an axial DOC equal to the endmill diameter. Many endmill manufacturers recommend 1.5 - 2 times that for side milling (enabling lower helix angles).
LOL - I had to look that one up even though I used to watch Happy Days! But, this is exactly the kind of input/feedback I was hoping for.
Absolutely. Thing is, the signs in the data depend on machining conditions, it’s not so easy to make a general statement one way or the other. In your question, you constrained it to just swapping radial and axial engagement, but that yields thinner chips for the case with small radial engagement. Thinner chips mean smaller shear angle, leading to larger shear strain and strain rate. In ductile materials (metals), flow stress increases with strain. In short, 3.0/0.5 vs 0.5/3.0 while keeping feed (MRR) is not “fair” comparison. For example, as @gmack points out, you could go further and increase ap much more to reach the point where exactly one cutting edge is in engagement all the time, and reduce feed and ae to push the - then practically constant - forces down.
Certainly - deflection changes everything. I think you’re using the belt flexibility for your computation. But the peak loads occur twice per revolution, that’s 833 times per second. The tool itself and maybe the spindle shaft you can excite at frequencies that high. But the belt/V-wheel/whatever upstream flexibility only sees the loads filtered by the z-axis assembly mass, more or less the mean forces averaged over one revolution. So for the tool deflection in the shapeoko, use the mean forces.
Good thinking. And you’re right, while the first pass with high-ap, low-ae will see lower than nominal engagement, the second pass will be a lot worse, precisely as you say, although probably not quite as much.
Yes, the loads are for a rigid machine. Accounting for flexibility correctly makes it a fully dynamic problem, everything is a function of time and the graphs become indecently messy. Sometimes it can still be useful to see the machining forces that excite the dynamic system in the first place, even if they will change with motion (a lot).
In Fusion360 you can set “minimum axial engagement” and its says that its commonly used to keep at least one flute constantly engaged and can reduce tool wear and chatter.
I haven’t used it but gonna ask the bossman about it tomorrow. Could definitely have a positive benefit with our hobby machines.
I have enormous respect for you sir! You were an early pioneer in this forum by empirically demonstrating, by seemingly unbiased trial and error, that high cutting speeds can be really useful for maximizing the performance of “hobbyist machines”. Thank you!
Interesting - thanks. I don’t know enough either, but suspect it’s “apples and oranges” because of the huge differences in the amount of heat generated that result from the differences in the MRRs and powers.
Note that in all cases, the article mentions “very high speeds”. If you look at the test data, they’re talking about a 1-inch tool at 30k RPM, so a surface speed of nearly 2400m/min.
My endmills are usually running at speeds in the very low hundreds of m/min, so their advice might not be applicable to us.
Their tests used 1000 times more spindle load (power) than the Nomad is capable of - 1000 times the MMR, cutting power, and heat. Increasing speed decreases cutting forces proportionally for the same MMR and likely decreases heat generation.
You know, I always feel like I have a good ‘feel’ for things on my SO3, that is until I come here and read some of the things you guys can do with actual engineering training!!
Well done! And great discussion, it keeps my sights pointed towards an ever expanding universe…
P.S. Though I just replied it is telling me the topic will close in 4 days, I thought 30 days from last response is the way it was supposed to work…
I noticed it too, I’m not sure what’s up with that. Anyway, if anyone needs to contribute to a (recently) closed thread, don’t hesitate to PM me or @WillAdams and we’ll reopen it.