Not a problem at all, it is because I live in the back of beyond and have been having problems with deliveries in some cases not turning up, but I have ordered more so hopefully get another chance.
3 Likes
Jon,
If you cannot get more stock to finish this, I’ll be happy to be act as a proxy and cut some acrylic for you based on your project files, to finish that entry! I make the rules, so I say this is ok 
4 Likes
Makes sense. I am somewhat spoiled supply-wise where I am. Until recently, I had pickup at McMaster an hour away, or same day courier, welding supply is 10Km away, and a whole pile of others within 20KM, despite living in a smallish rural town. Right on the line between the sticks and suburbia.
Do keep your lossage for working out settings. It is worth the space. Well worth the space.
3 Likes
Dude this made my day lol I love it:grin:
2 Likes
Do a search in your area for “usable drops”. We’re lucky and have a Alro Steel showroom nearby. They get pallet loads of cutoffs of HMMW, Delrin, HDPE, Acrylic, etc in from their plastics division and they sell them all for $2.65 per pound.
3 Likes
So, what are your guys up to for the challenge?
I cut a new chipguard for my spindle tonight.
Amana single-flute 1/8", 16000RPM, 54ipm, 1mm depth per pass.
I captured a few videos and posted them in the dust shoe videos thread.
2 Likes
Hello everyone I am pleased to share
“A Calendar Desk Creation (LED Backlit) or “ACDC” Version 2.01234
This is my second entry as in my opinion I have changed so much about this project that it warrants it, as well as using this as the end point to my journey.
Files here contest 10.zip (438.4 KB)
Cutrocket link Here
My previous entry ended in failure, burning / melting, poor letter definition, and well folks the list goes on and on for some time and over 45+ design issues ending with “and nothing to hold the tombs with”.
So armed with new knowledge of what not to do I decided to address the issues of design first.
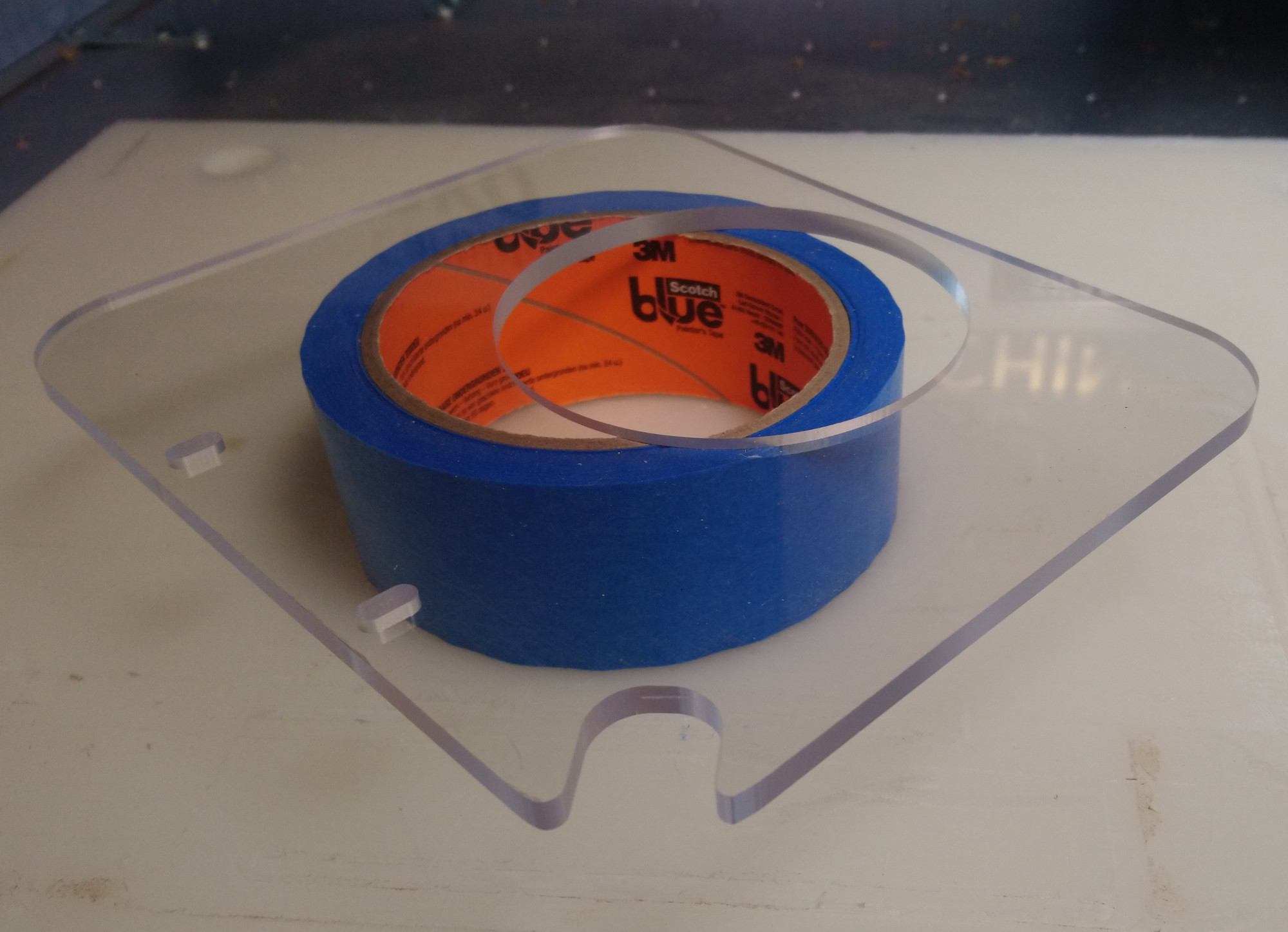
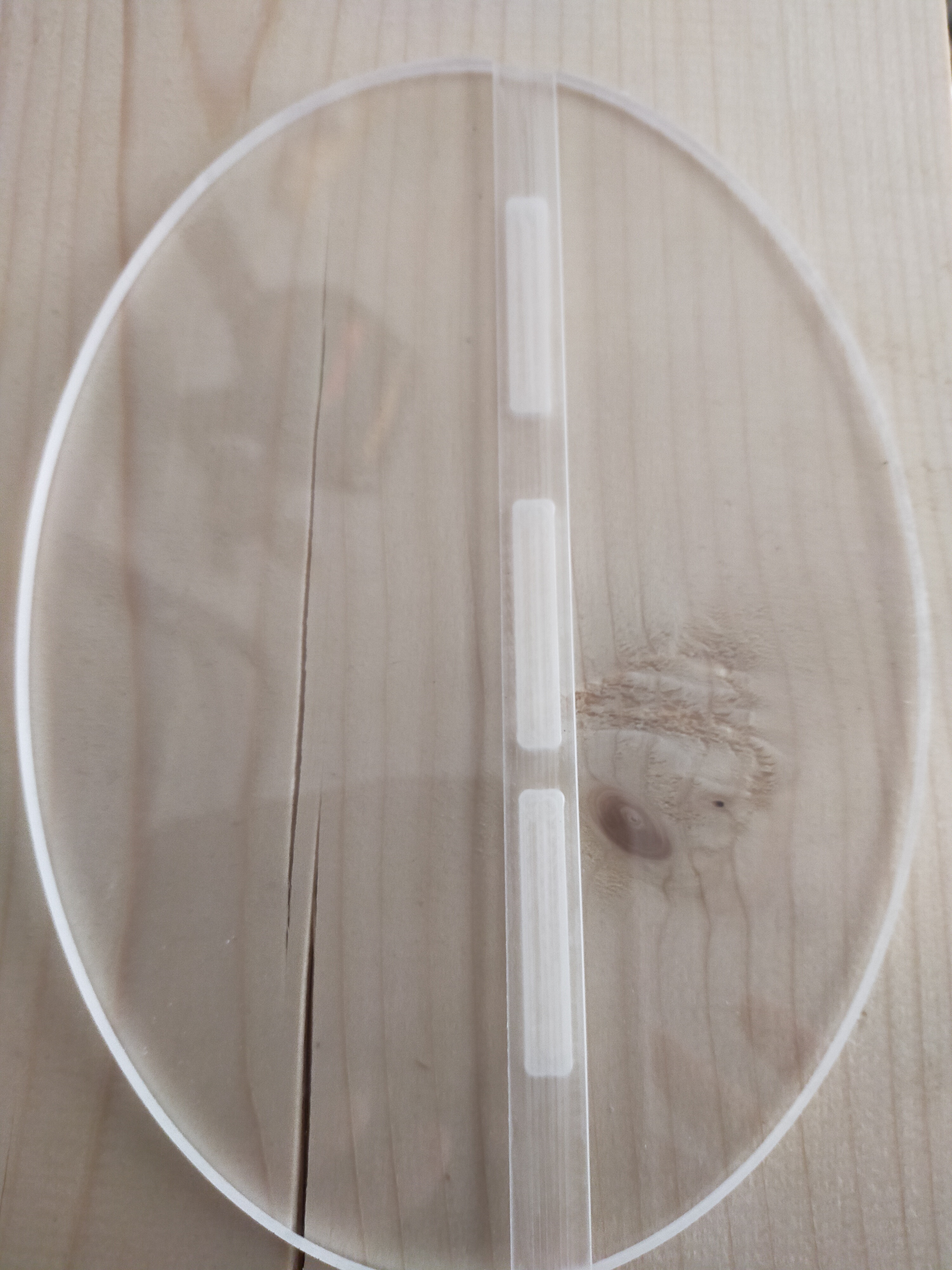
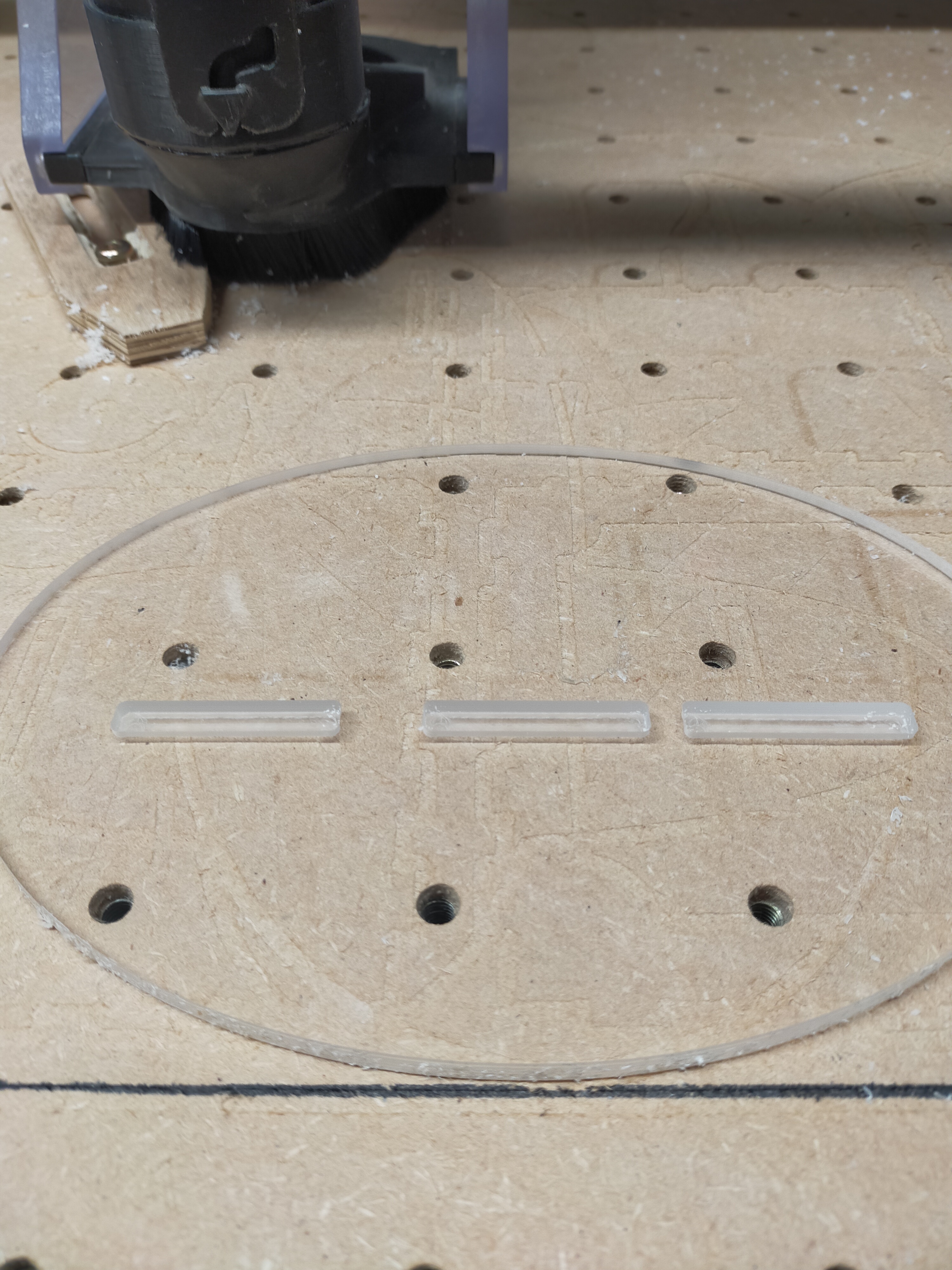
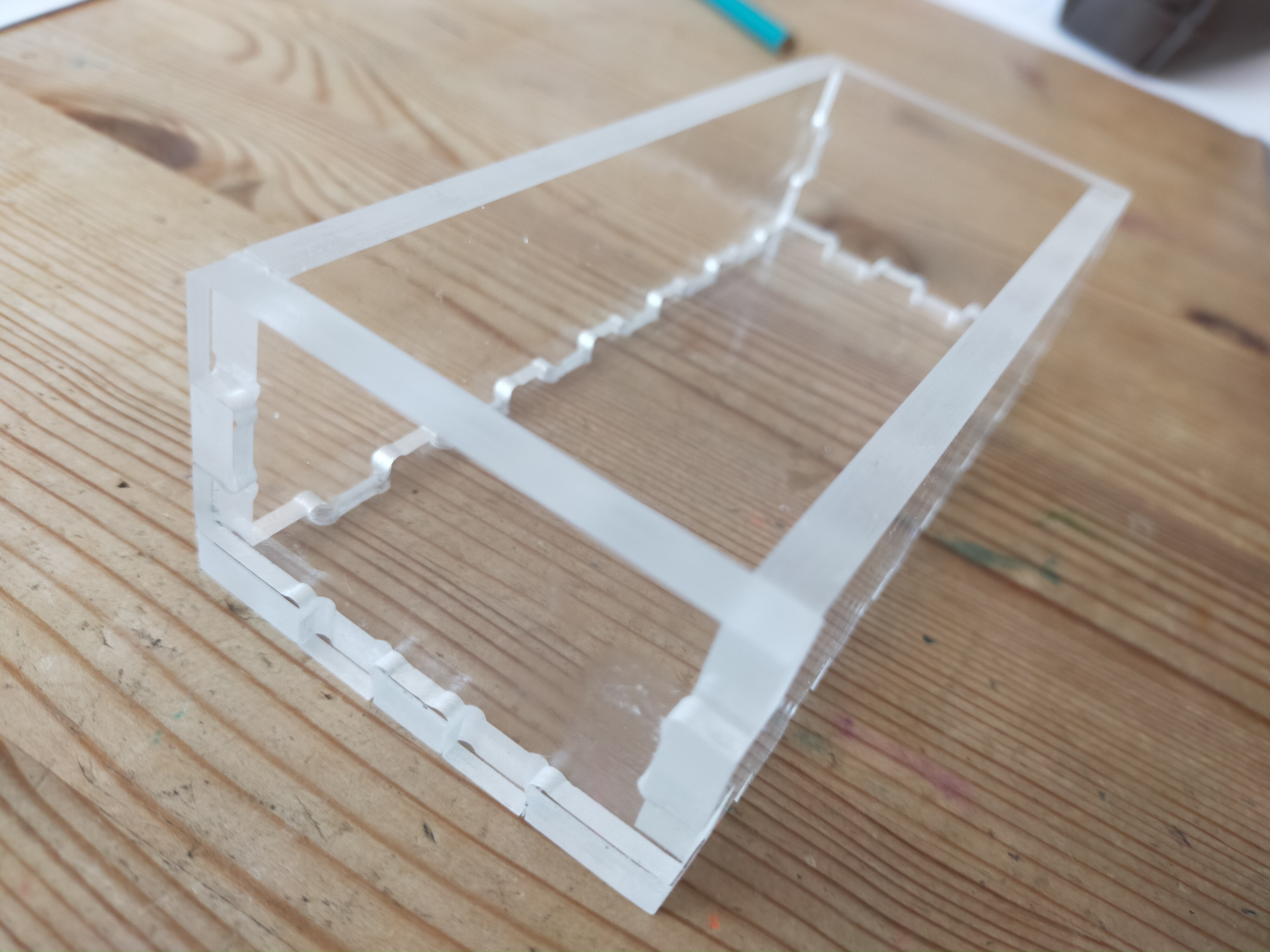
Version one had a wooden base, but I did this if truth be told, because I was afraid of the plastic! – so that had to stop and I then came up with a simple oval design that will sit flush on my desk and have three pockets cut into it to allow the tombs to go in 1 x tomb for month 2 x tomb for day. These had been set to 3mm Deep as I worked out that would give me the best backwards tilt without them falling out or over.
This worked really well and can be seen in the picture below
Next I needed a way to get the light to defuse up to the tombs from the bottom base but without looking rubbish.
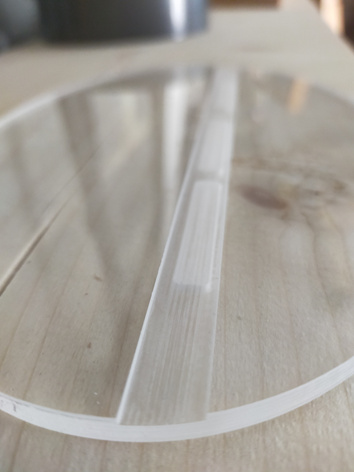
To that end, I did some reading and watched a few vids on acrylic diffusion, in short rough / sanded edges present the best colours / light diffusion. So armed with this knowledge I then decided to flip the base over, I measured the LED light strip height and width and this came in at a massive 1.5mm deep by 12 mm wide
Now came the scary bit x 2
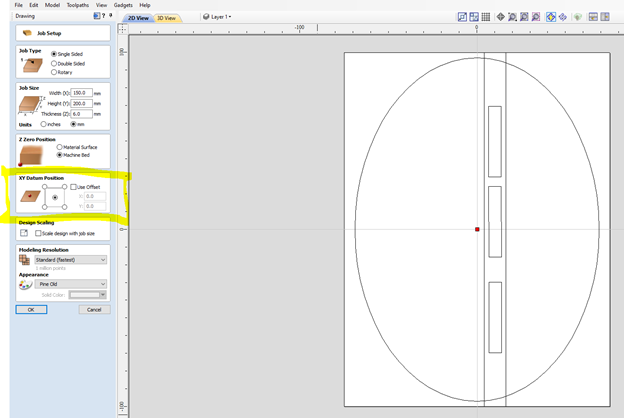
1st was I have always (no joke here) ALWAYS started a project with a 90Deg start i.e. always on a square bit of stock, so first challenge was to figure out how to get the correct WCS Coords for my oval cut out, turns out this was easier than I thought, Vcarve has all for corners or centre so I choose centre as below and that took care of that., after marking centre on my stock
Next was to simply create a rectangle that spanned the width along the centre of the three pockets. And I would then cut this to correct width length and depth, the LED strip then would sit snugly in there allowing the base to sit flush on the table.
It would also then give a direct path of defused light through the base to the tombs (and it did) pic later on
2nd Scary moment though was the realisation that 3mm was defined for the top three pockets + 1.5 for the LED strip depth = 4.5m my stock is only 5.9ish leaving me with a gap between the top and bottom cut outs of 1.4mm.
Now if my machine is off this is going to go bad! – I never doubted you for a min SO3 (well perhaps a little bit ) but again believe in the SO3 and she will make it work! You can see this is quite close hard to picture
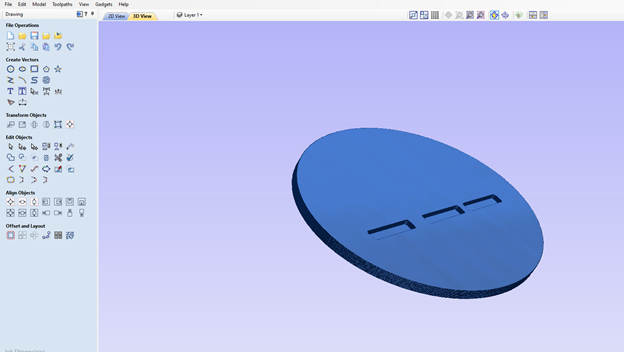
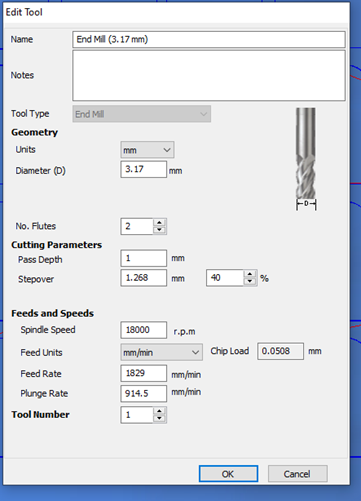
I kept the step over around 40% as I thought this would help defusing the light too.
And from above
Now jumped ahead a bit there but never mind, The biggest problem I had was burning / snapping bits, so again after reading and watching Winston’s videos I diagnosed the issue as not going fast enough.
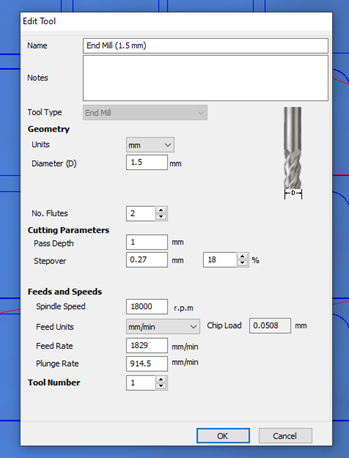
So I did several tests and ended up with these settings, I am sure I can go faster but after 14 tests these seemed on my machine at least, to provide the balance between quality and speed.
For my 1.5mm end mill
For my 3.17mm end mill
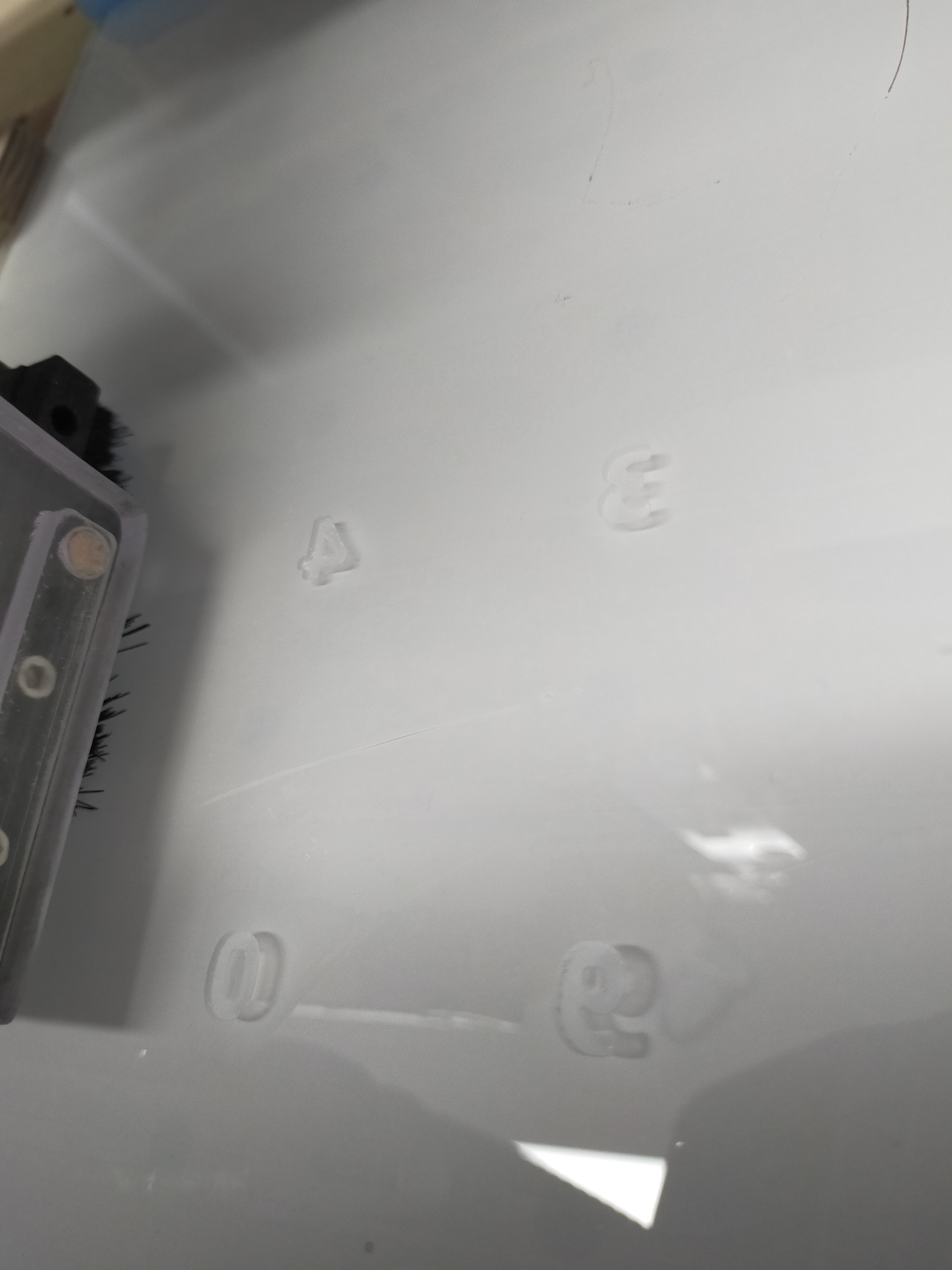
This was a massive step forward as you can see below on the left new F&S and the Right Original F&S

So armed with my new recipe off I go to the cutting room and start to bang them out. But wait!! in my design i had them so the pocket was at the front but during my testing i had the pocket at the back and this made for a much better light show, so time to flip the numbers and months so the orientation will read correctly when the pockets are at the back, Vcarve again worth its weight in gold two clicks and BAM!
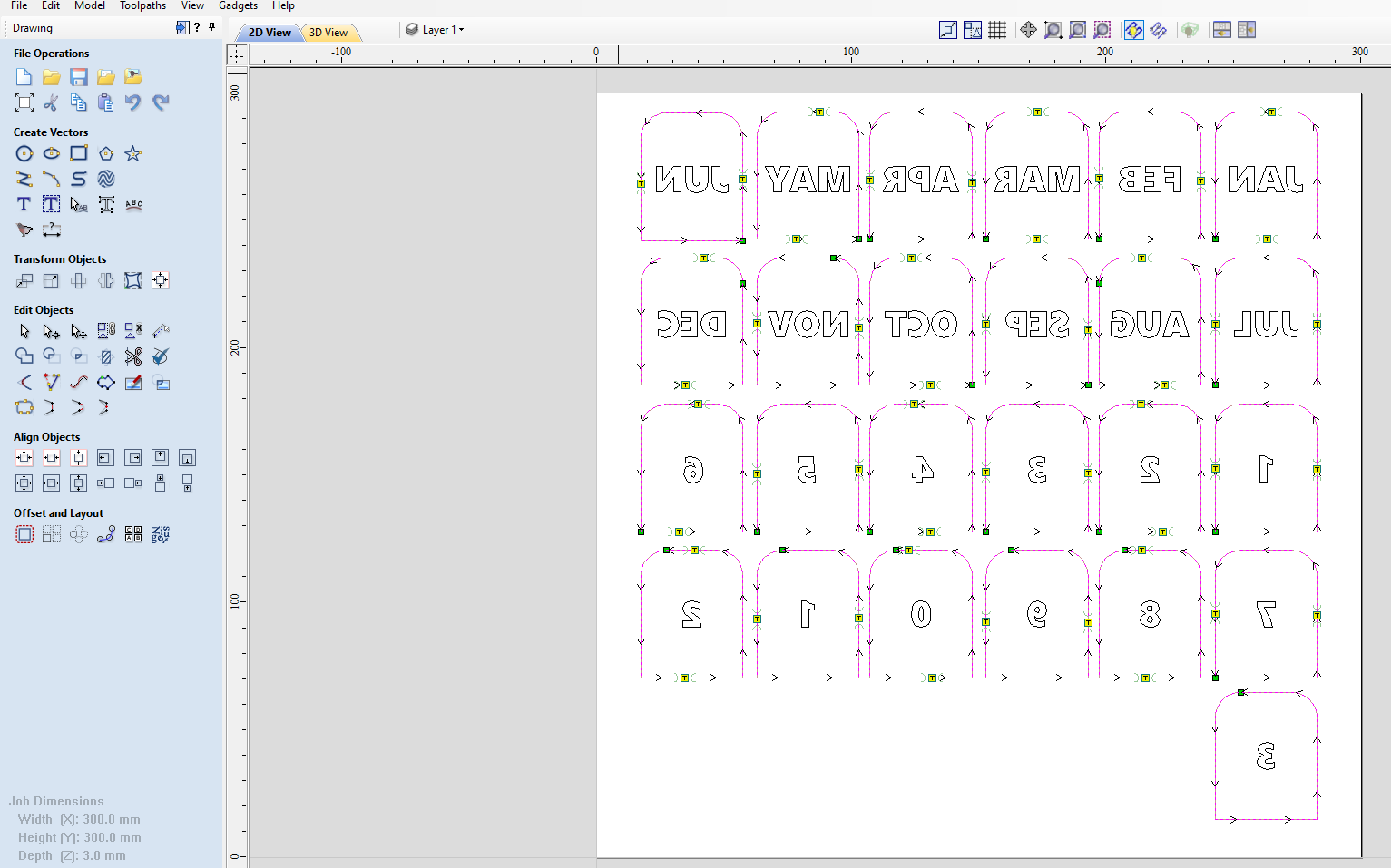
I am not sure if this was a factor or not in the first attempt at cutting, but this time and during all the tests I removed to protective coating from the top side of the Acrylic as I think this was clogging up the 1.5m end mill evacuation.
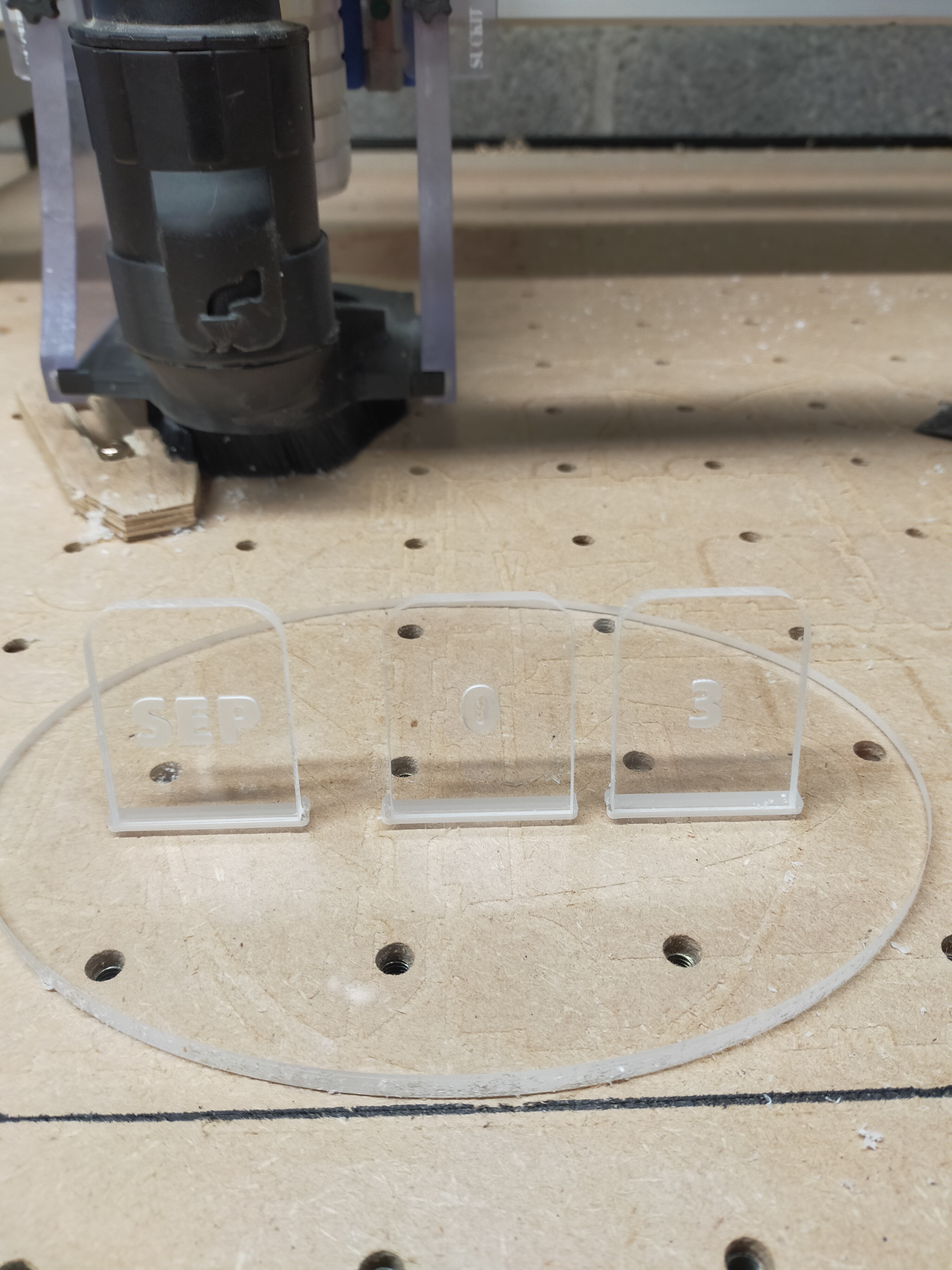
Looking Good for the numbers
And the names are crisp too
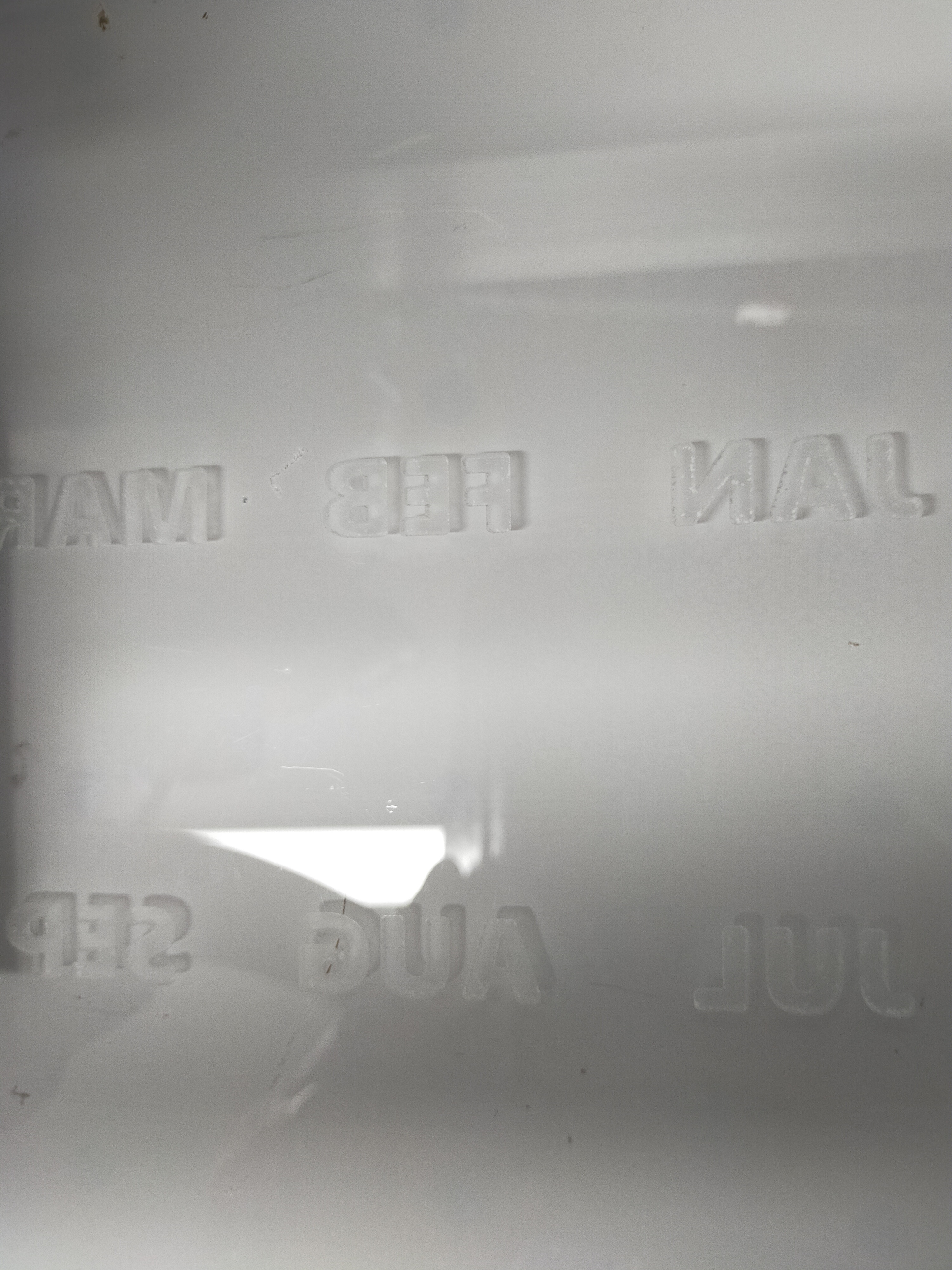
Job complete
and more impressive after 28mins the end mill was Crips and clean but most importantly cool.

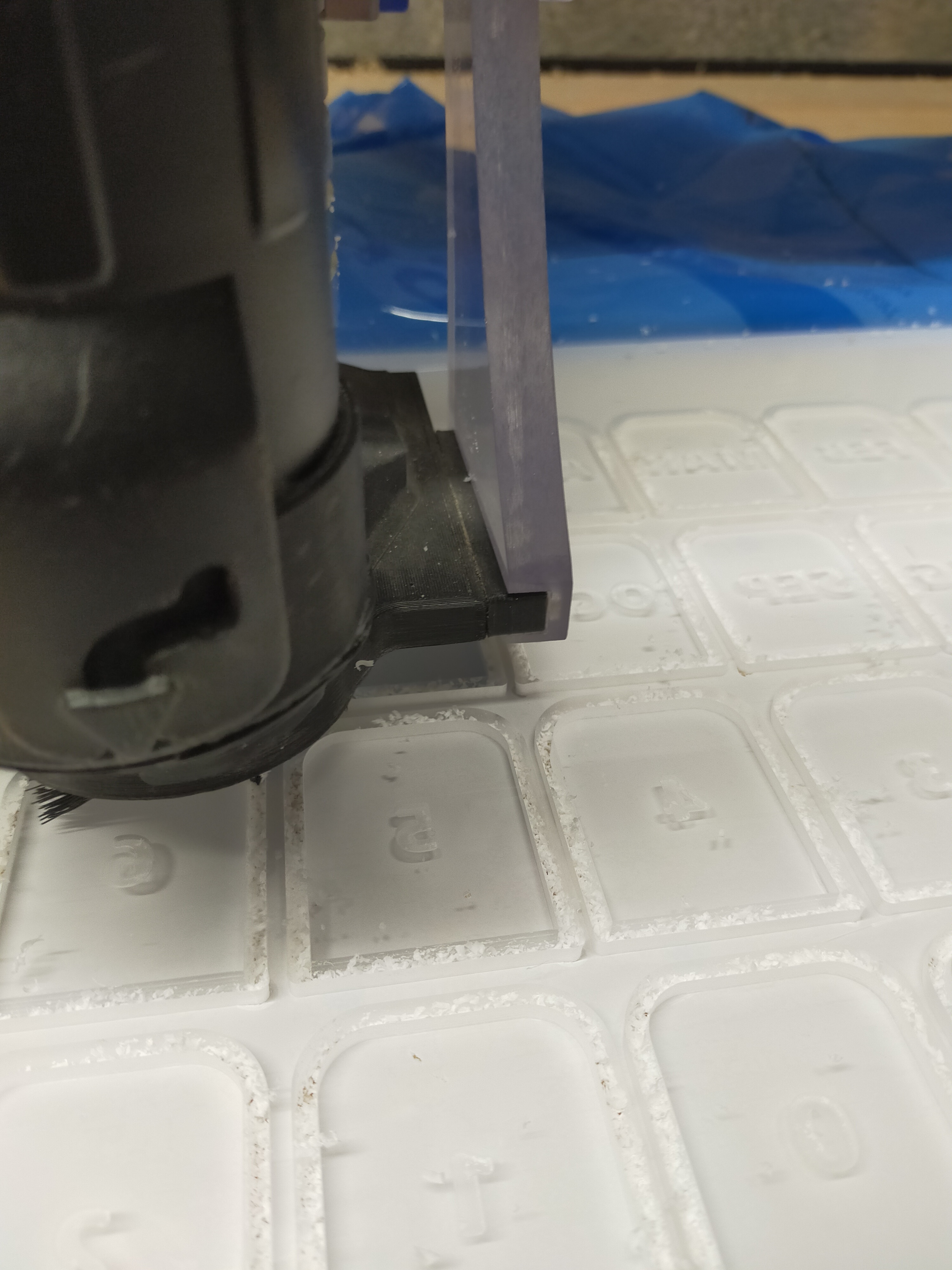
Onto the contours, so life is funny been using small end mills allot in this project / tests . so that when i broke out the 3mm one i was like wow this is huge lol.
Now this had me slightly worried as i only have 1 left after well… my science tests so, zeroed out and off we went, but as i started i aborted, i remembered when i did this last time i had a problem with structural integrity of the acrylic sheet once the contours got half way through, causing the sheet to lift, flex, and generally not be nice to me, so i decided to double side tape it like mad

I did a test shake on the sheet and the workshop moved lol.
3,2,1 x0. .y0 .z0 off we go!
Confidence growing, life is good, wife scared the "%£%$ out of me (side story but worth it) i have my ears on, music going, Cyclone revving and head / eyes focused on the SO3, que my wife to walk in like a ninja to the workshop holding the white sheet from the washing line and decided to come and say hello in my half lit (only my work area) workshop. Well after thinking i had been visited by ghosts, collected myself and heart rate, as well as trying to explain what the hell sort of man scream i gave out was, it was back to business!! BTW a man scream is like a woman’s but much more errr manly!
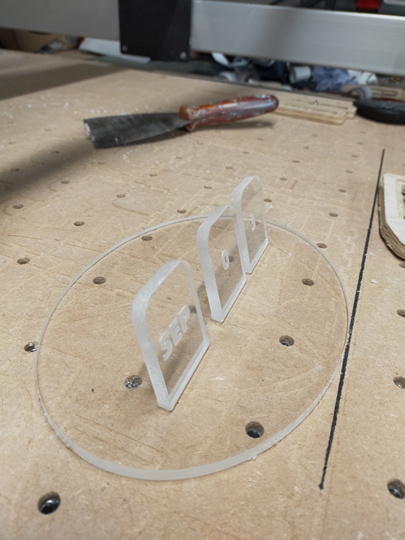
Lifting the sheet at the end of the run - If there is a more satisfactory feeling that this i would love to experience it, this is to CNCing what peeling your scab off is to kids
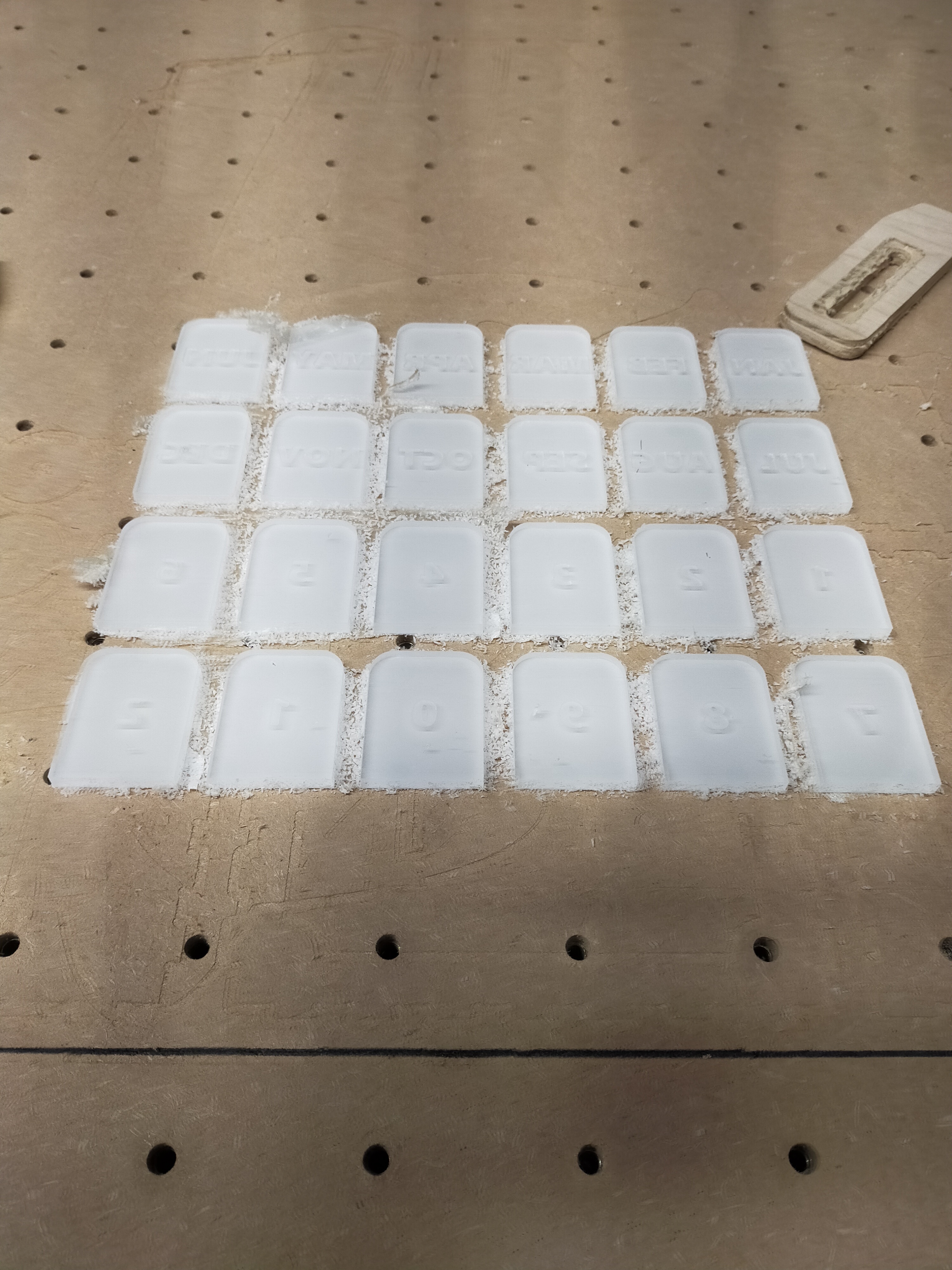
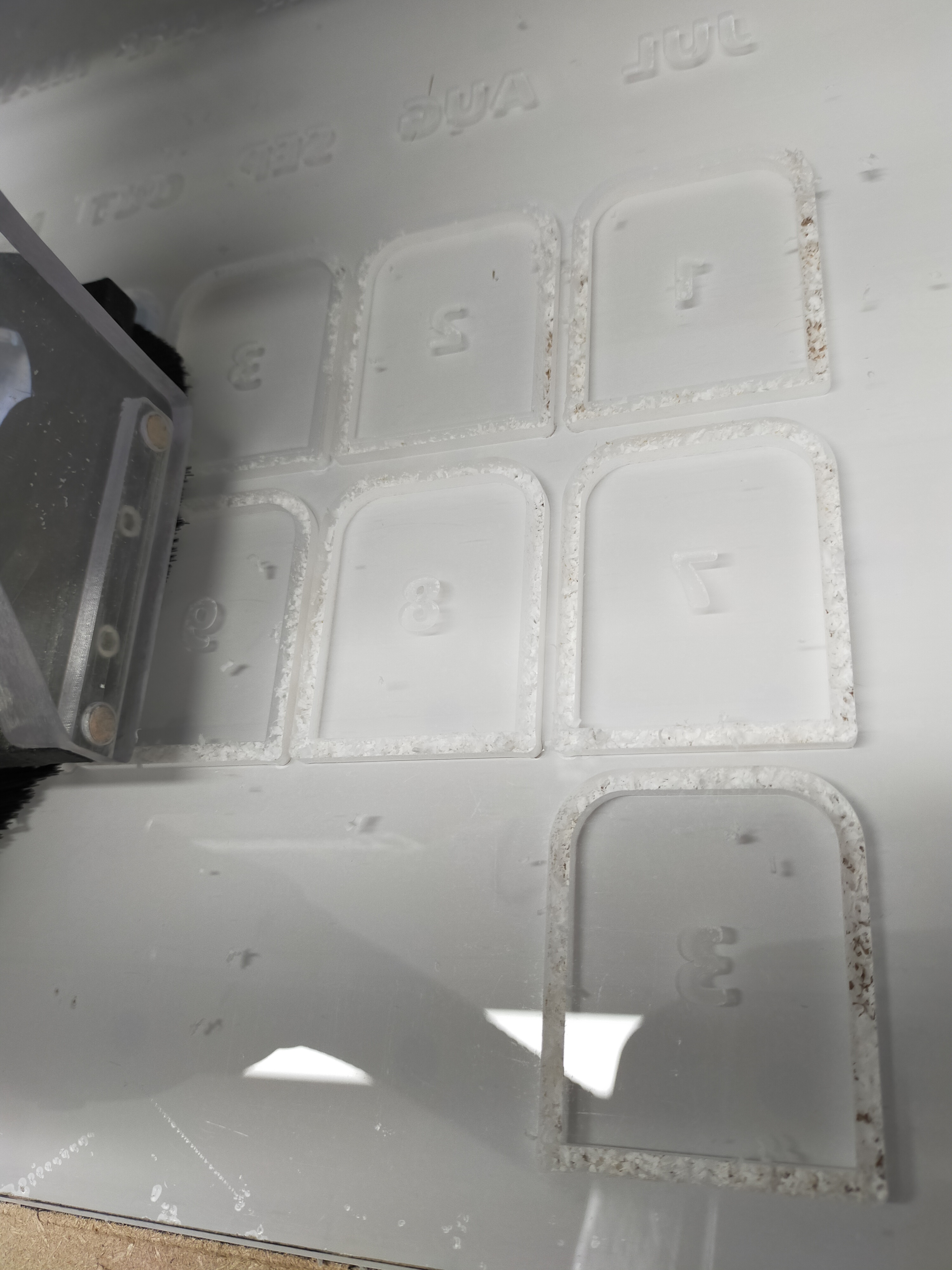
yip happy with this they are all super crisp clean and again no dramas!

Time for a little base plate creating same F&S
Moment of truth and first dry fit, again this is coming together nicely, the allowances for the pocket are perfect as you can see below, with a smooth tomb fit and lean

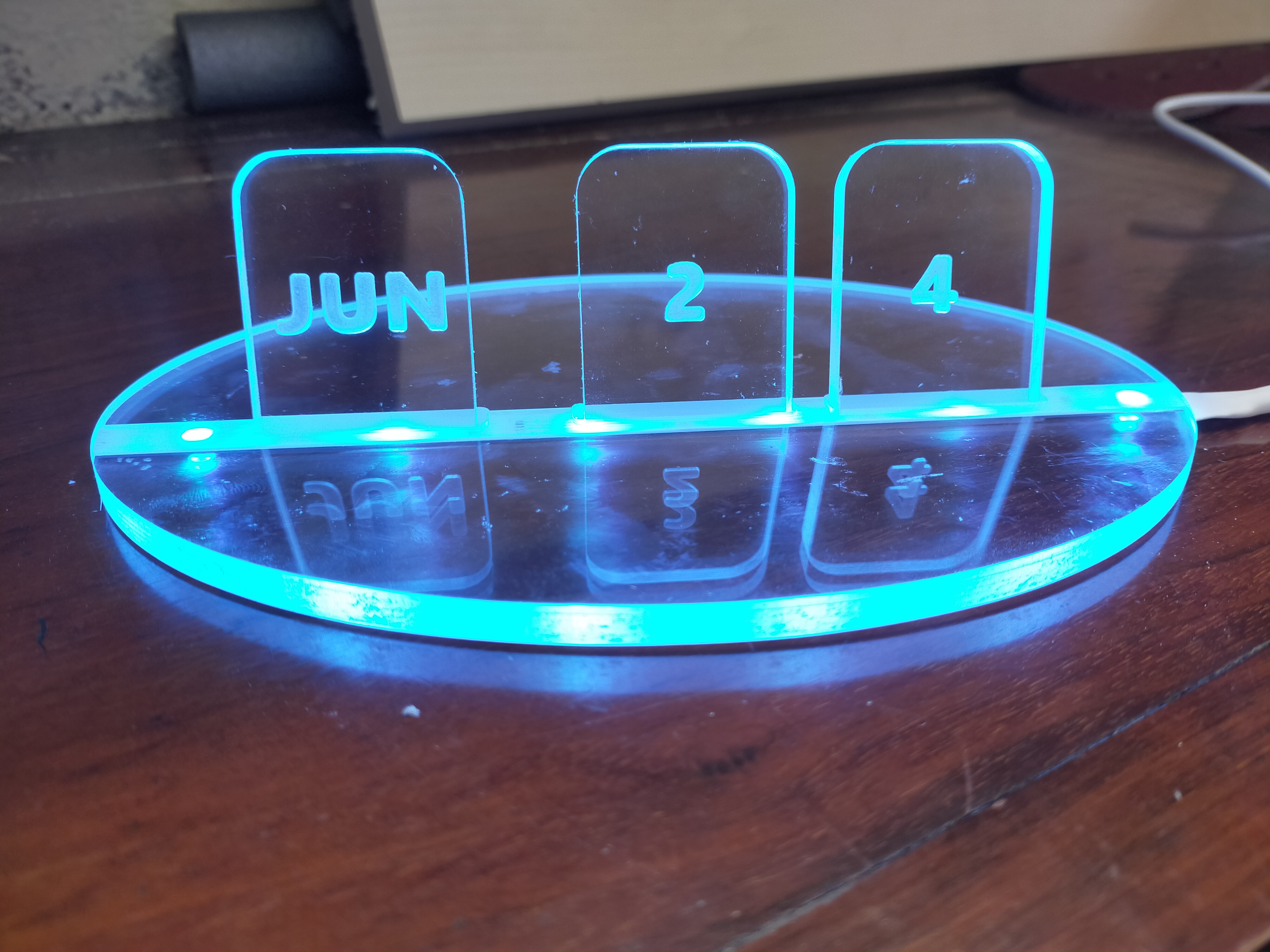
So like a kid at Christmas i could not wait, so tried a little LED test, i think that we can all agree, that whilst this may not be at the @Vince.Fab bend metal to my will level, i have asked Acrylic to form an orderly line! and i think looks pretty cool!
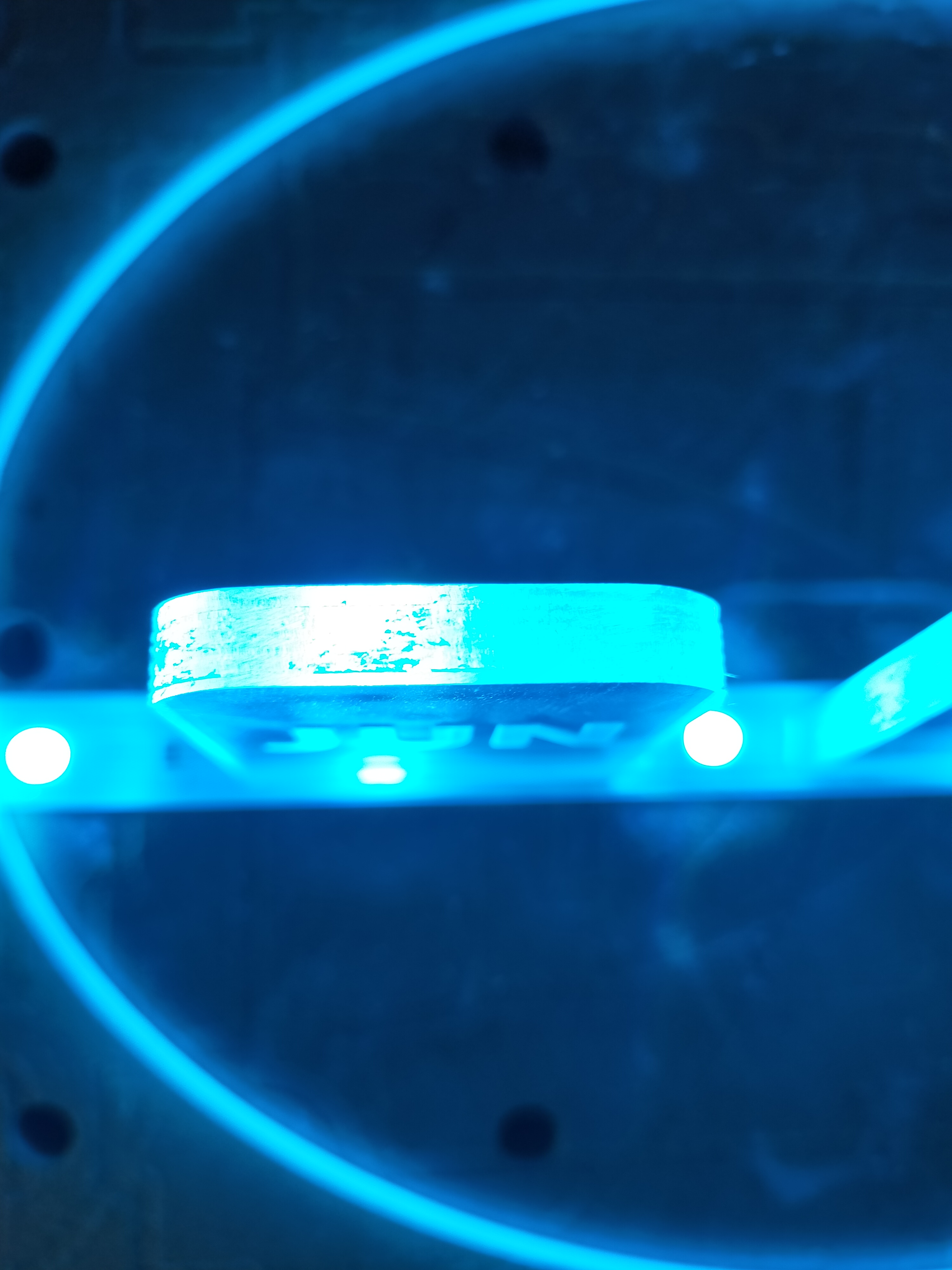

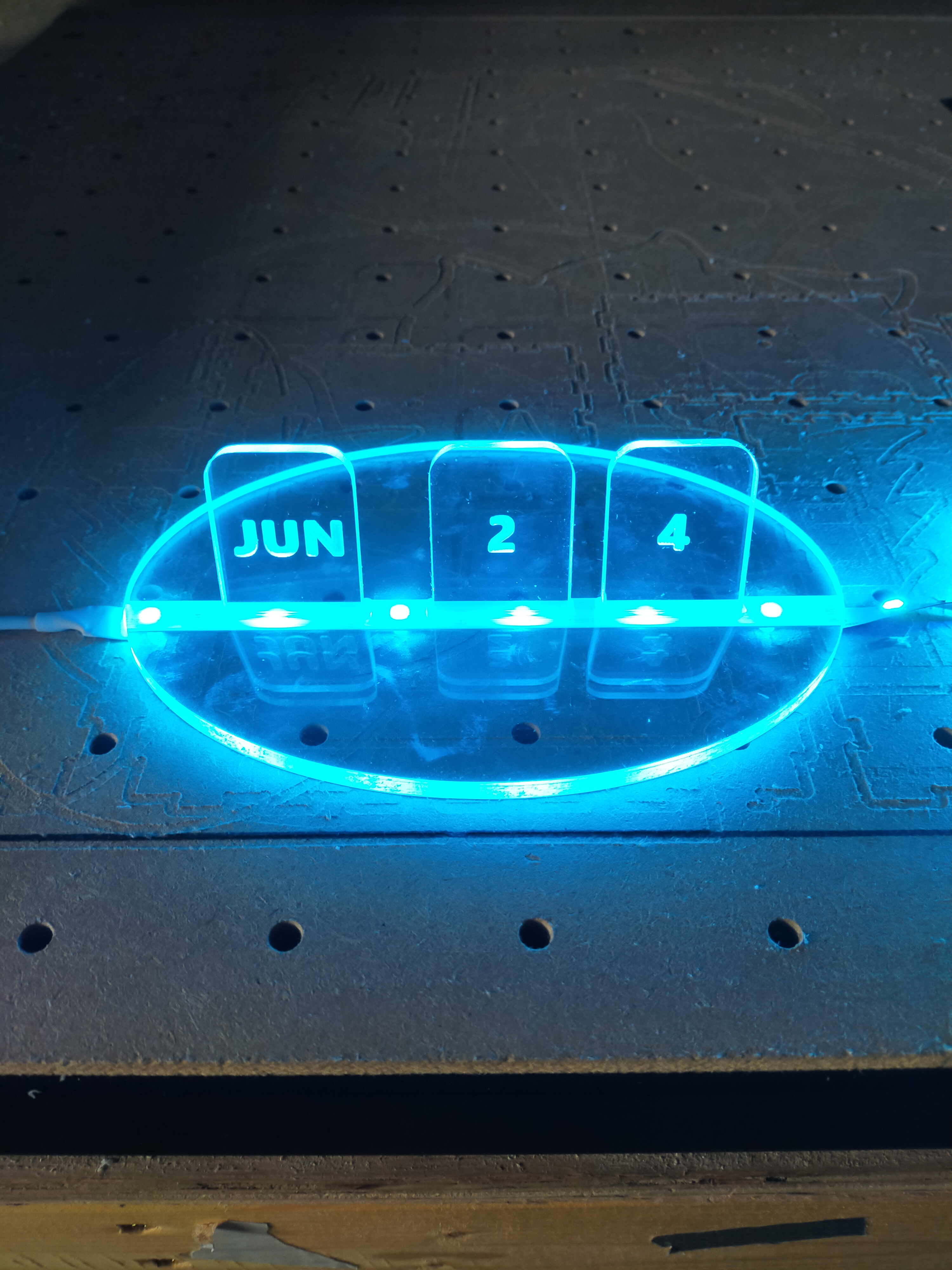
So at this point i have completed 90% of the job, sniped the LED to size, small amount of glue and that is another tick in the ACDC completion column.
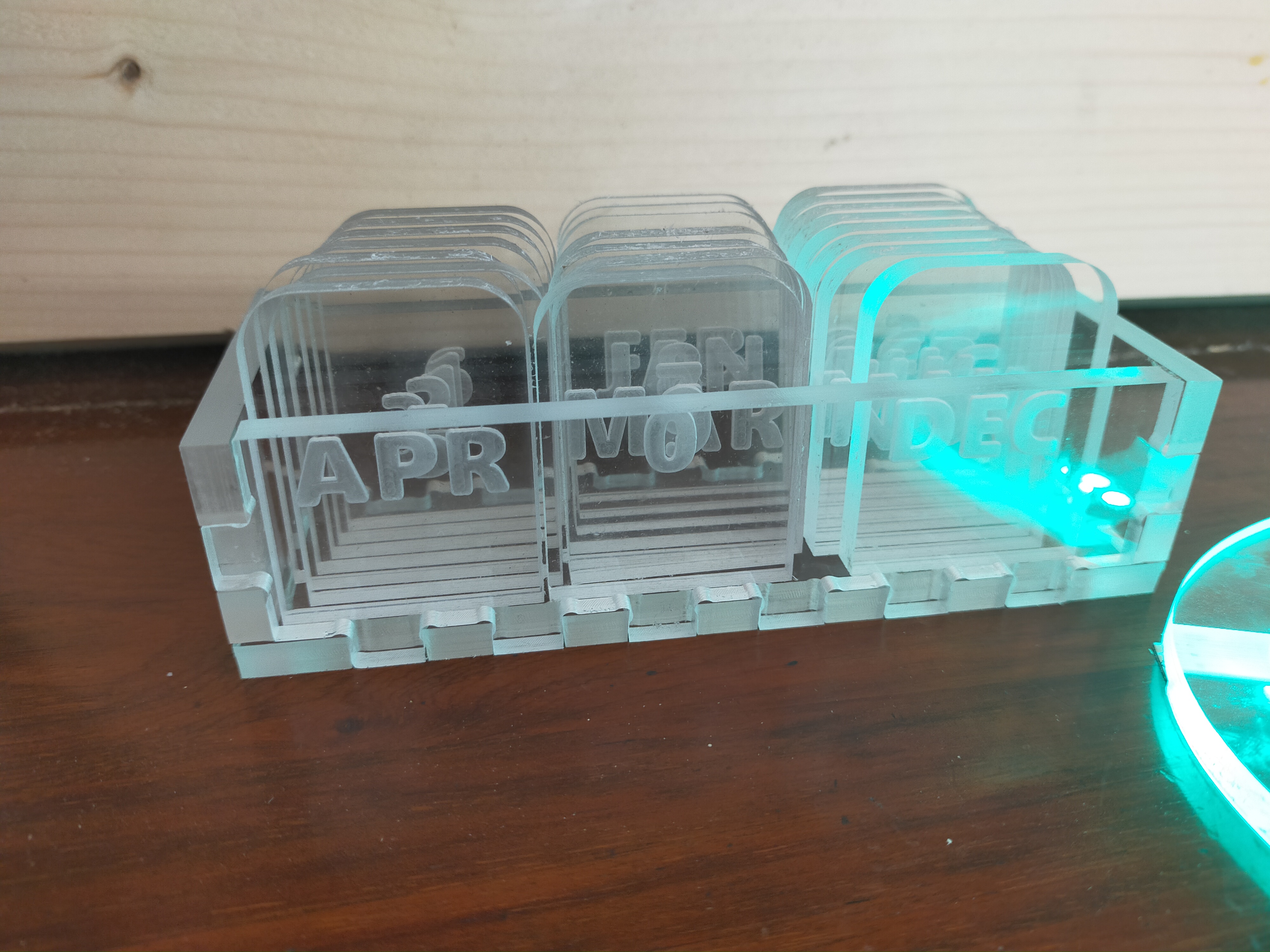
Stretch goal time - as stated above i wanted to try and do this all 100% acrylic, so this meant that i needed a nice box to hold them in, OK simple, tap tap tap and
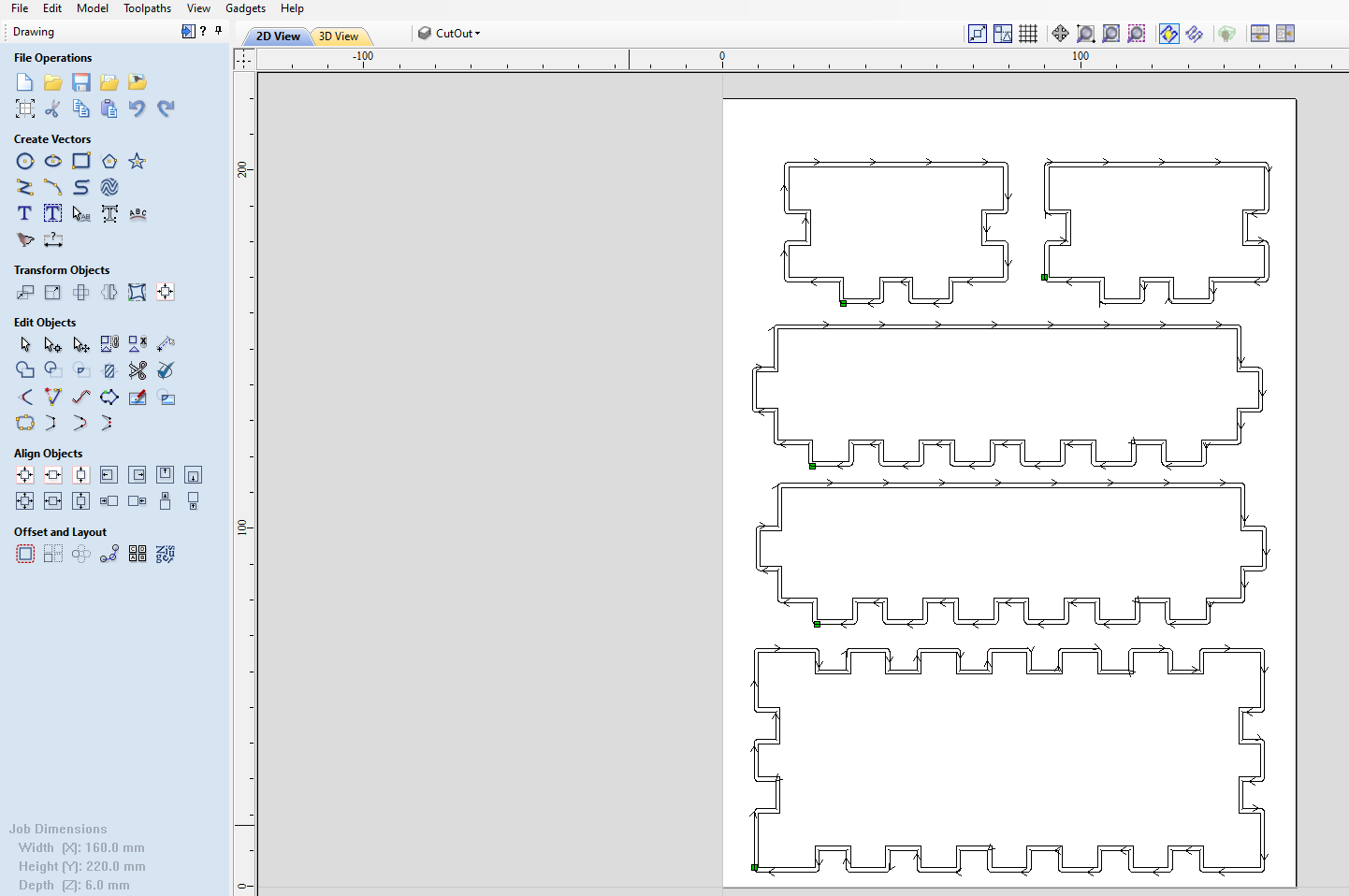
Hang on i hear you say, what how and more info… OK you got it
WHAT - did i use to create the box ?
Well again Vcarve showing me that the kids future fund misappropriate was worth it, (no seriously to begin with i was saying to myself “you just bought £700 worth of software that can only work with a CNC” but it is times like this that i was like “shut up and take my money”
I used the “Box Making Gadget” and with some simple prompts created a perfect box in seconds
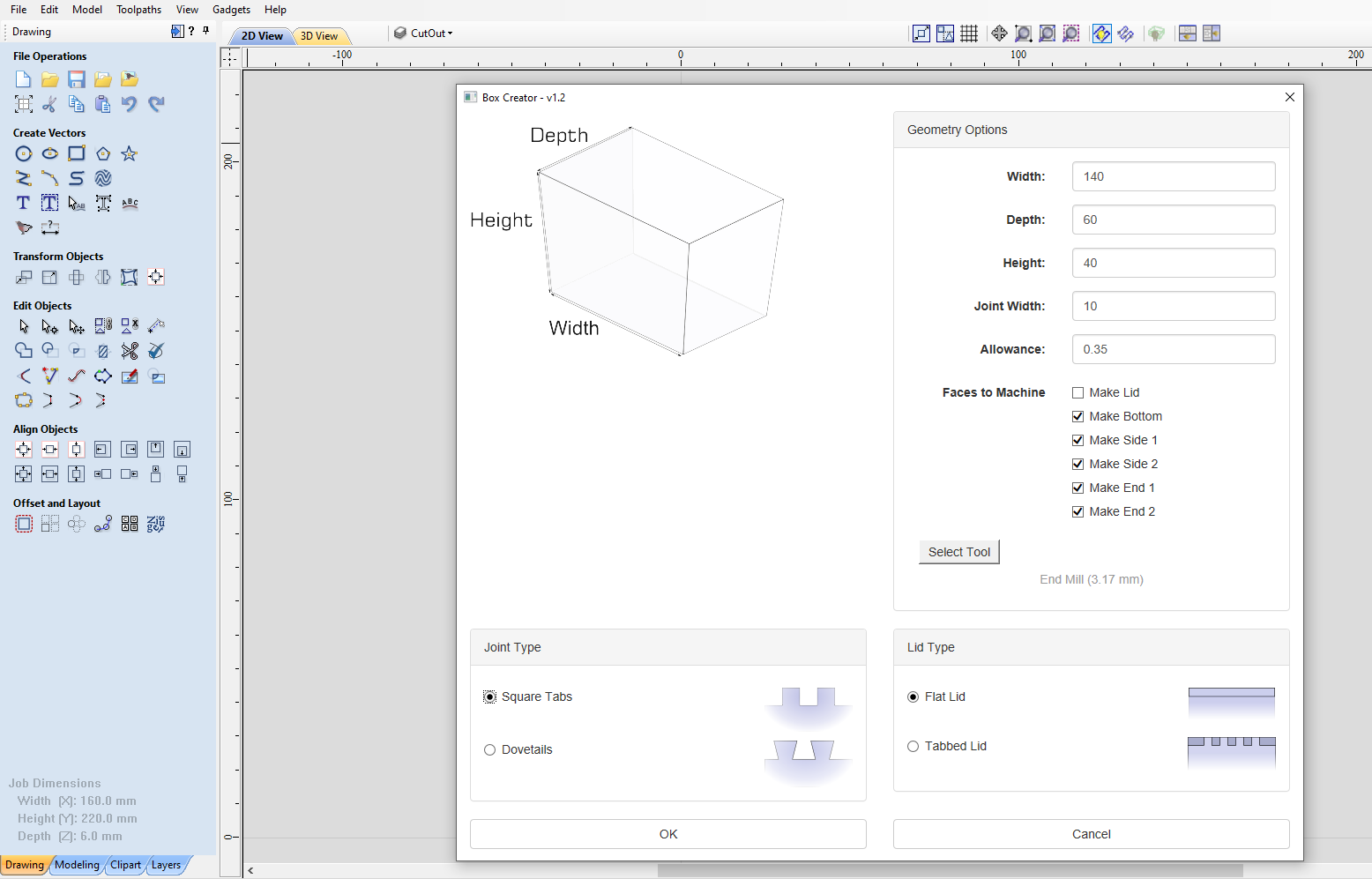
Only issue i had was first time i had the allowance at .25mm (this basically means an offset value for the joint allowance (set to 0 and you need a hammer to whack that box together, set it to 3mm it will have loads of slop) .25 is my go to for wood but this ended up being .35 and it is nice and snug (between push fit and small tapping together). 3mm end mill and 8 mins later

All cleaned up
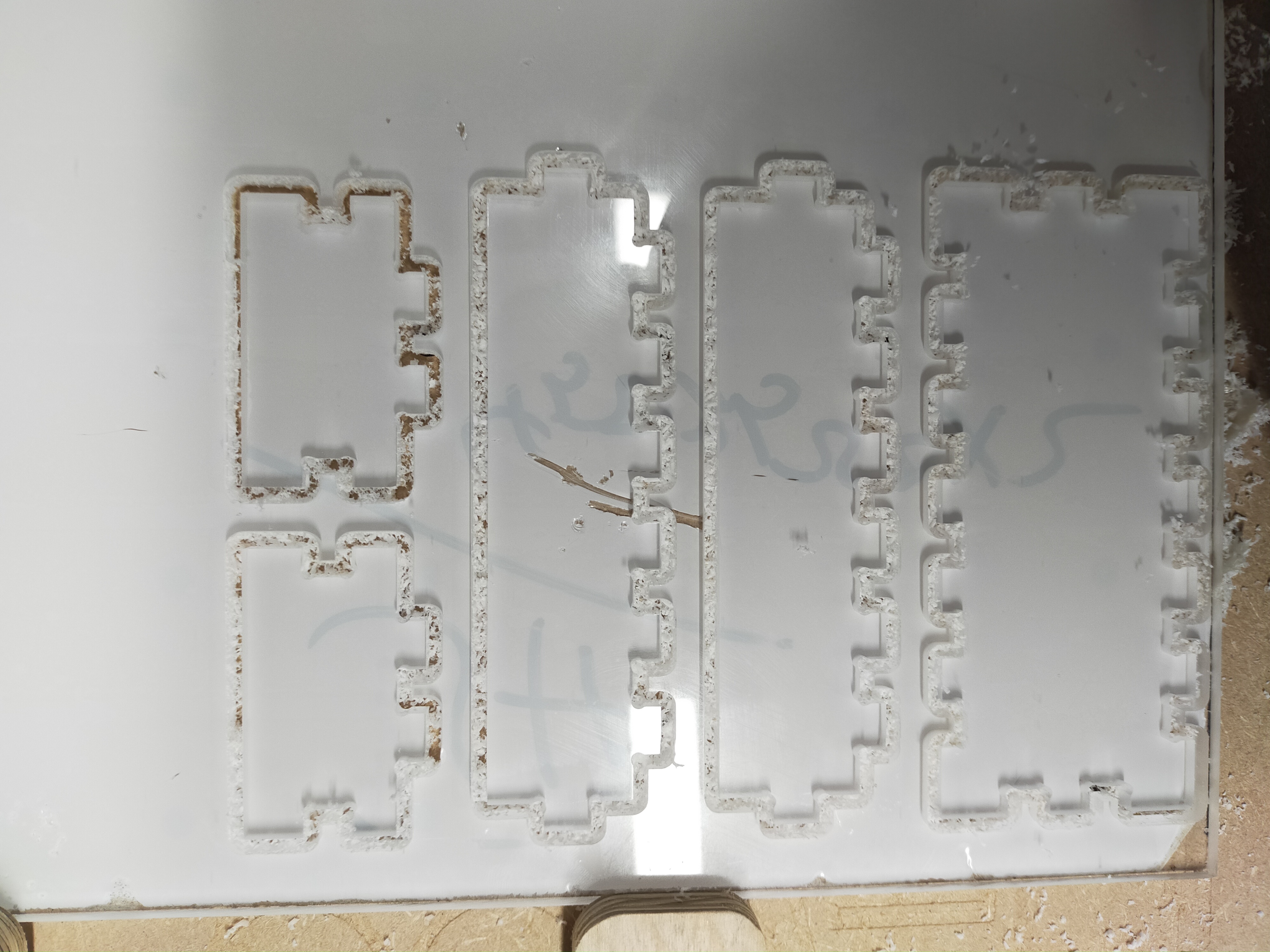
And… it didn’t bloody fit!!! ok so you remember my wife in the white sheet? yip this one is on her lol (that is my story and i am sticking to it) after the heart attack i forgot to change it from .25 to .35 allowance, now i have a real problem stock i needed 160mm x 230mm i had 155mm x 220mm.
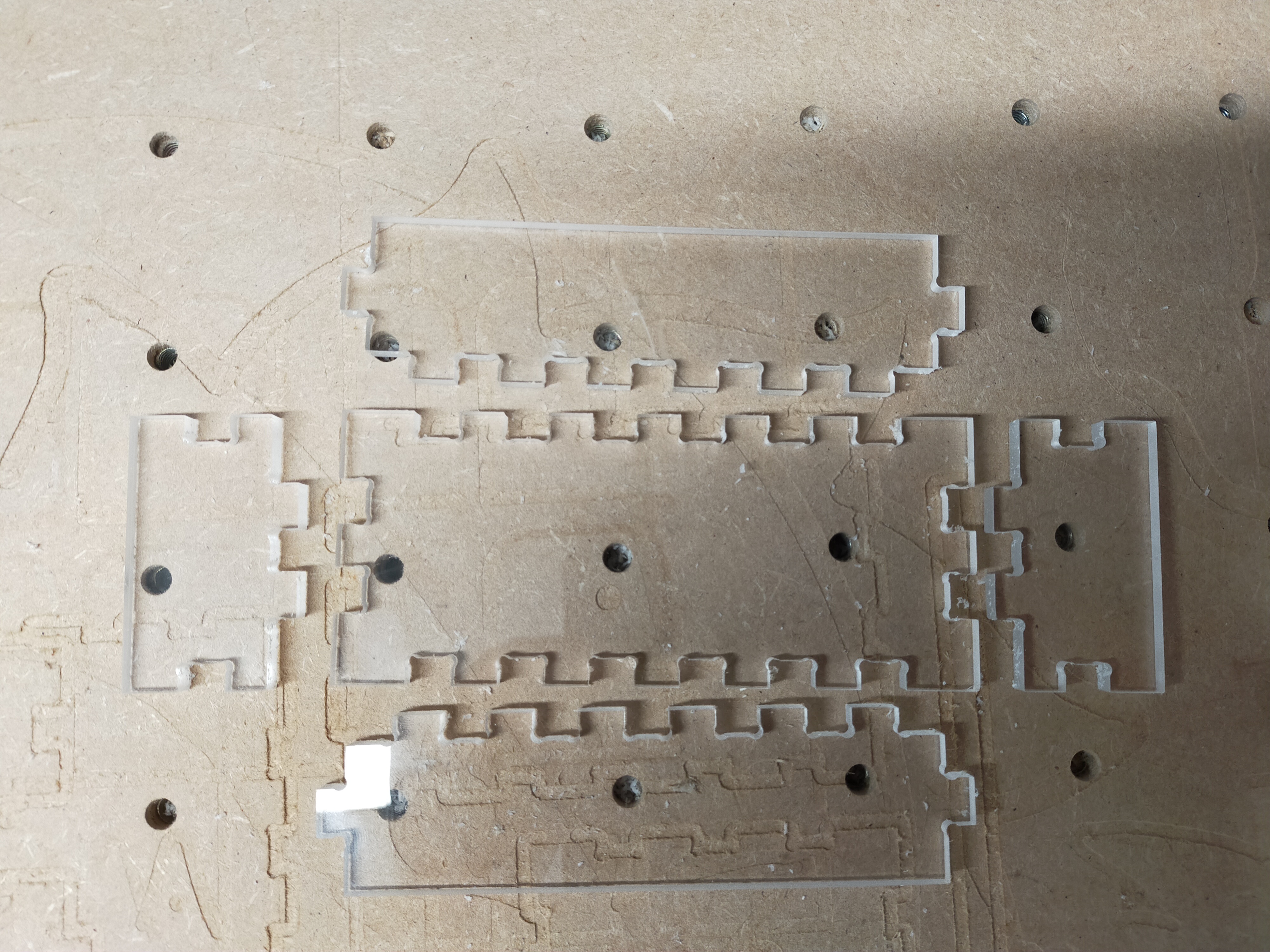
Well after a few games of Tetris i thought hang on, again there is something in the Vcarve toolbox i can use, two clicks and the Nesting feature sorted out my space and cut issue, how this nesting works blows my mind by my gosh it is amazing!
so 0 0 0 and away we go again…nope this time it cut well but because i was using wastage i had no protective film on the side i just put double sided sticky tape on, i think this will display my emotion to you effectively…


OMG this stuff is killing me what a mess, all the pieces are impossibly sticky and are causing issues with finish. This is where i feel being older makes me wiser 2 x mistakes oin the trot = step away and re-group, so i did and the following day spent 2 hours trying to clean it up, i had all but given up then i was watching a video on flood milling HASS machine and the machinist said a throw away comment about cleaning Plexiglas up and i decided, meh why not.

weirdest things i have said out to my wife +1 “honey where is the baby oil, i need to bathe my acrylic in it”
Tip top tip - this works like crazy and leave the acrylic baby smooth :), simply soak for 5 mins the remove with a baby cotton wipe
with that time to see that fit
![box dry fit together|666x500]
(upload://w63SnCFqnqcHoXYGHjoxL1ndhnv.jpeg)
The fit on this is amazing well beyond my expectations, and the dogbone corners in the acrylic are hardly noticeable at all and when you do see them they look like a very cool feature!!
And that is it folks this is my submission for contest 10.



Things of note -
I really struggled with this and cutting new stock type - but i have proven to myself that i can and need to be more methodical in my approach to design and testing for F&S etc.
I really wanted to push myself and take on a challenge i think i can say i did that
I really love this community and my SO3 - and i know i say this in 100’s of people posts, but we are only limited to the restrictions of our minds, and that, when we individually or collectively set our minds to something we can achieve greatness.
This was my Appolo13 and i am glad all my end mills have made it back from space safely!
Please vote for me (shameless plug)
Jon
7 Likes
Sure,
And/or you can edit your existing entry as many times as needed before the deadline.
2 Likes
I’ll be cutting my first acrylic sheet this evening. Fingers crossed!
Just in case: If stuff melts and wraps around my bit, is the bit lost or what is the best way to clean it from the plastic?
1 Like
A bit is never lost until it’s broken
Usually, you can remove the melted plastic by hand/with a pick if you are careful, else you could soften it with a heat gun. You can also use acetone, plastics don’t like acetone.
But…this will be unnecessary, as you will be using adequate feeds and speeds
Keep you finger on the feedrate override button, and hit +10% if there are signs of melting
4 Likes
I just read this post:
Guess I grabbed extruded acrylic, but let’s see … ![]()
I’m editing this post to document my entry:
Seems the whatever type of acrylic was no problem.
I did an “advanced” (w/o bitsetter) V carve using a
- 90° V bit at 1700mm/m and 17000 rpm
- 6mm end mill with 2700mm/m 17000 rpm and 900mm/m plunge rate, DOC was 1mm
During pocketing it startet to smell of warm plastic very quickly, so I added 30% to the feed rate.
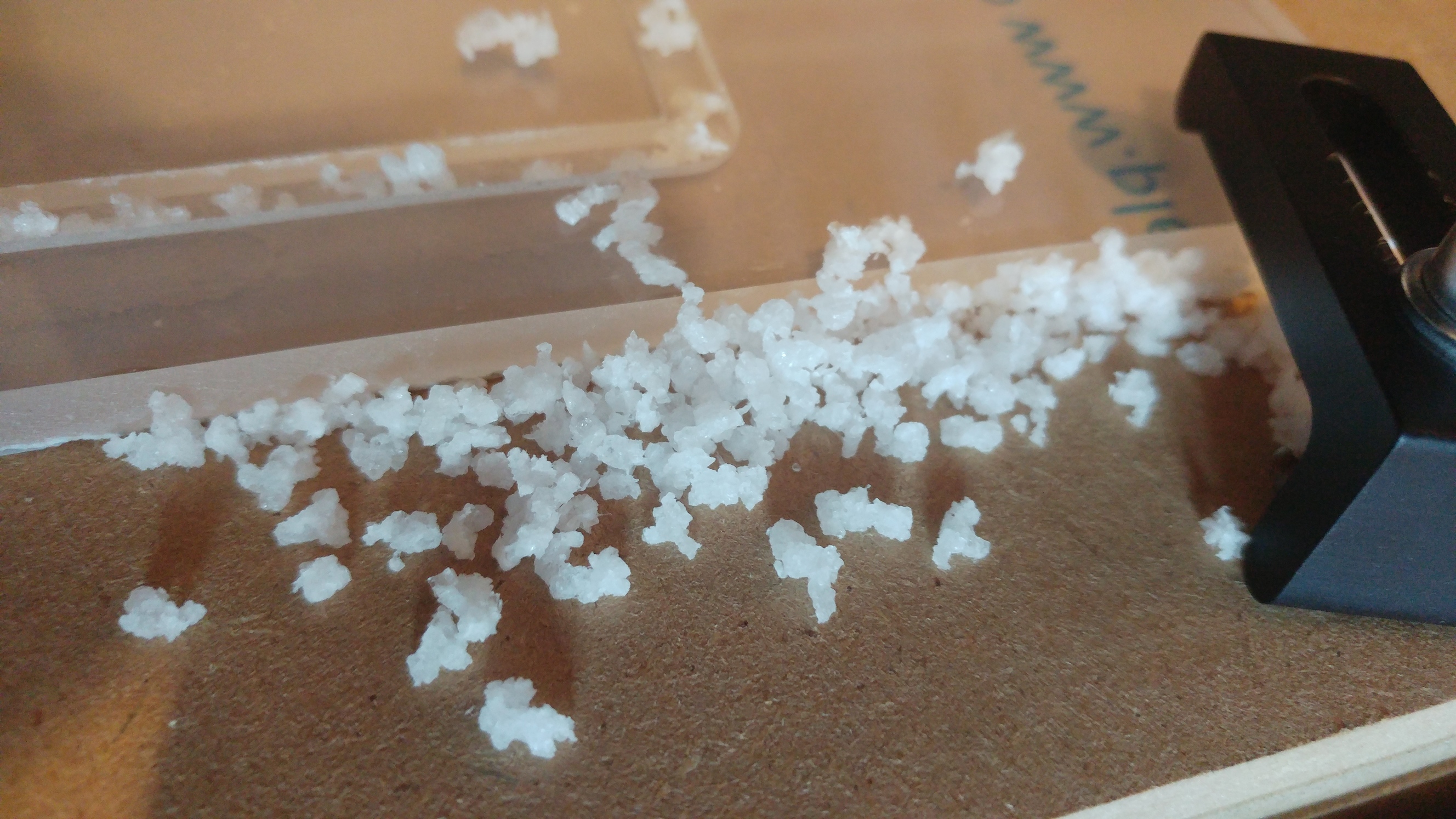
Those are the V carve chips:

And the end mill chips:

Seems that in both cases smaller chips melted together to bigger chunks but nothing sticked to the bits!
It all went quite well, until my clamps gave in to the high feed rate: The stock started moving and the result screwd up.
So I had to do another round with feeds&speed decreased for the pocketing:
- 2160mm/m and 12000rpm
The chunks got even larger this time and the bit was notably heated up, but nothing sticking to the bit.
So next time I might increase the feed rate a bit or decrease the spindle speed a bit further.
This second time I also did the pocketing pass before the v carve and removed the thin plastic film from the stock. There were no chips left that my dust boot did’nt catch during v carve!
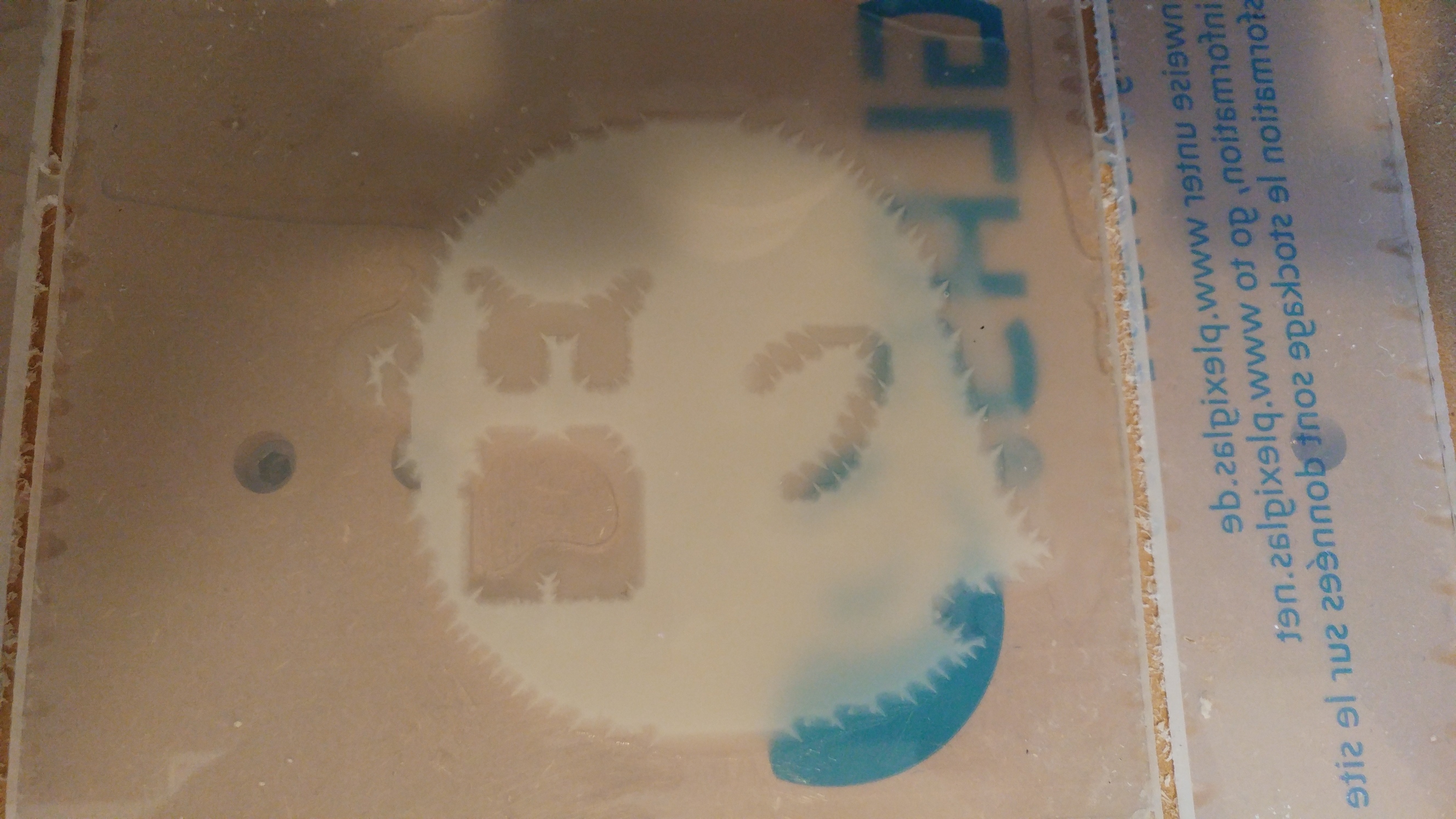
Here’s the result after one pass of the v carve portion:

And then after a second pass and minimal sanding with a sanding fleece:

The next step was to fill the pocket with epoxy resin and fluorescent paint, which I’m currently waiting for to harden.
Based on your SNES experience, you might be able to guess where this is going. ![]()
Today I milled off the protruding epoxy and sanded the acrylic.
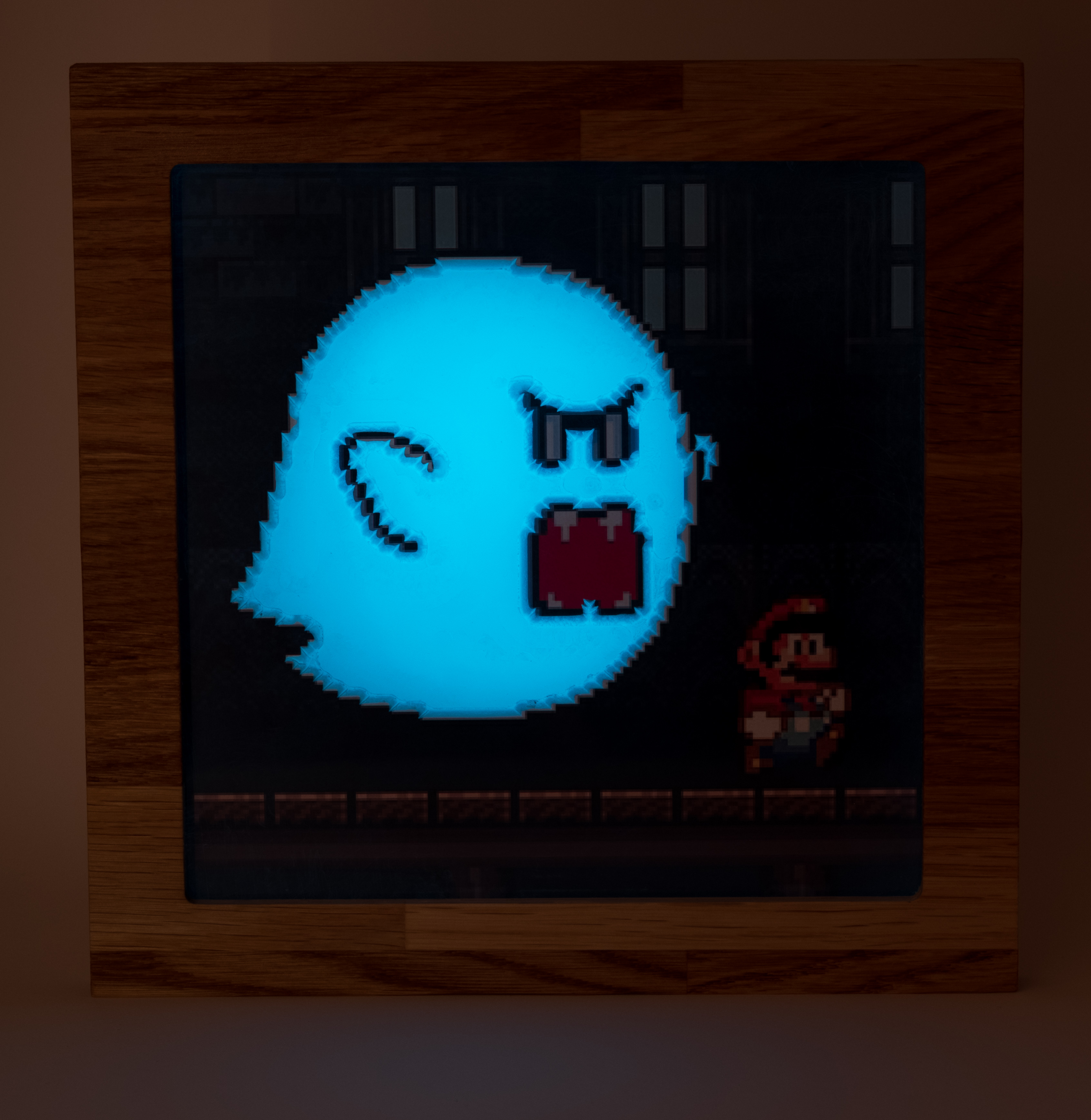
A frame will hold the epoxy Big Boo with a picture of Super Mario beneath:
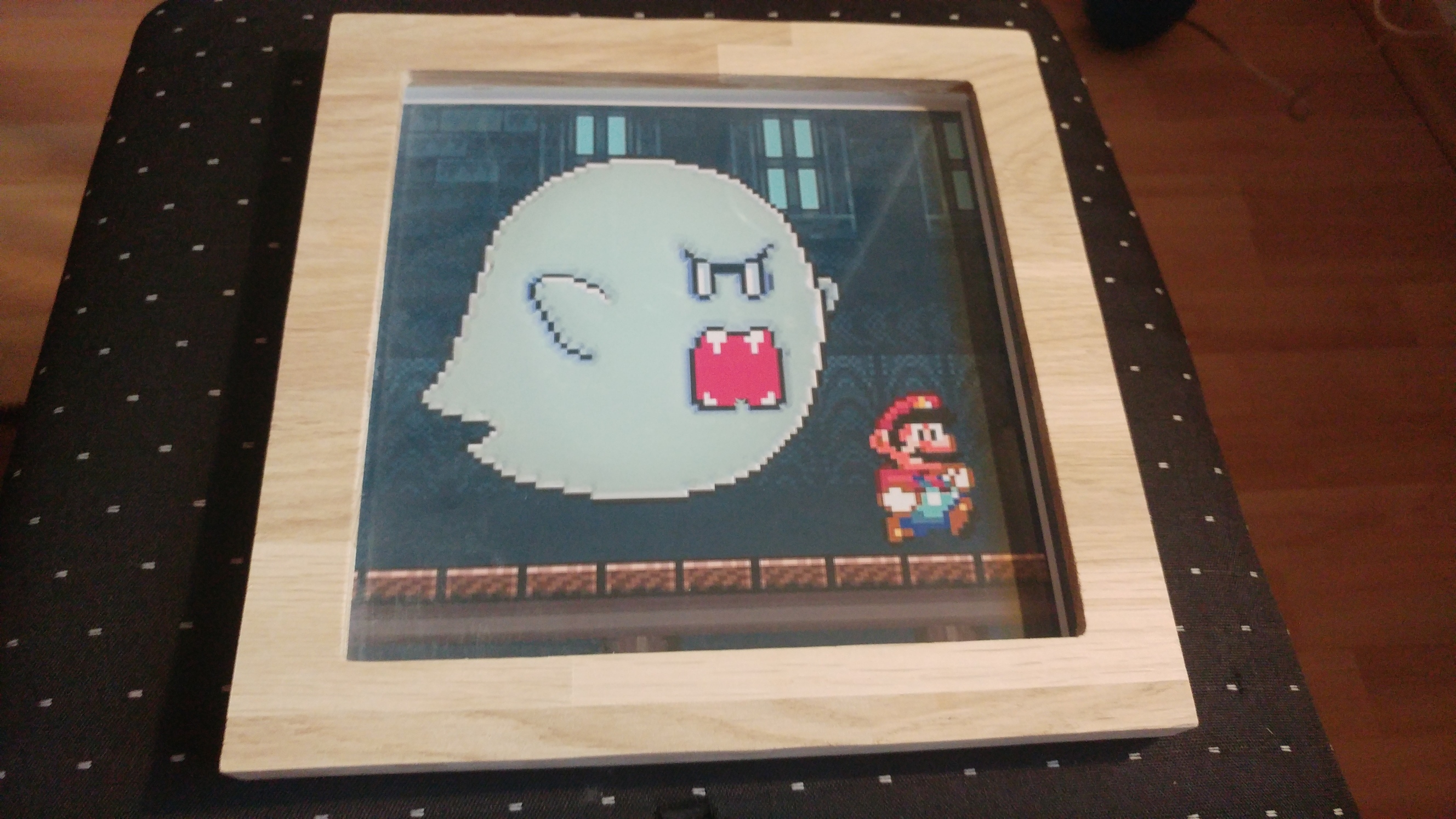
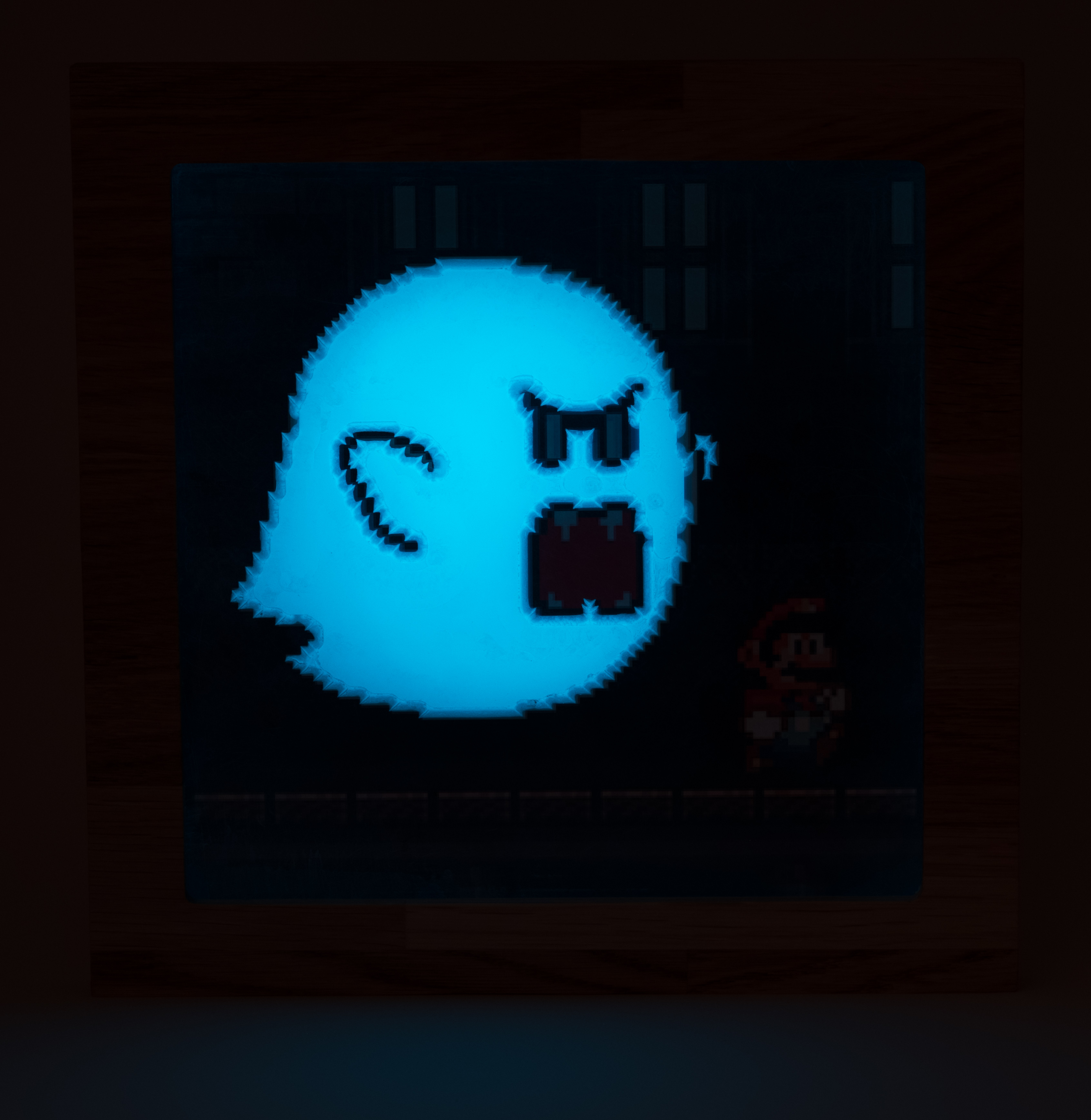
… and when its dark, you have a glowing Big Boo:

Unfortunately, the glow is not as strong as I hoped, so its hard to see both, the glow and Mario.
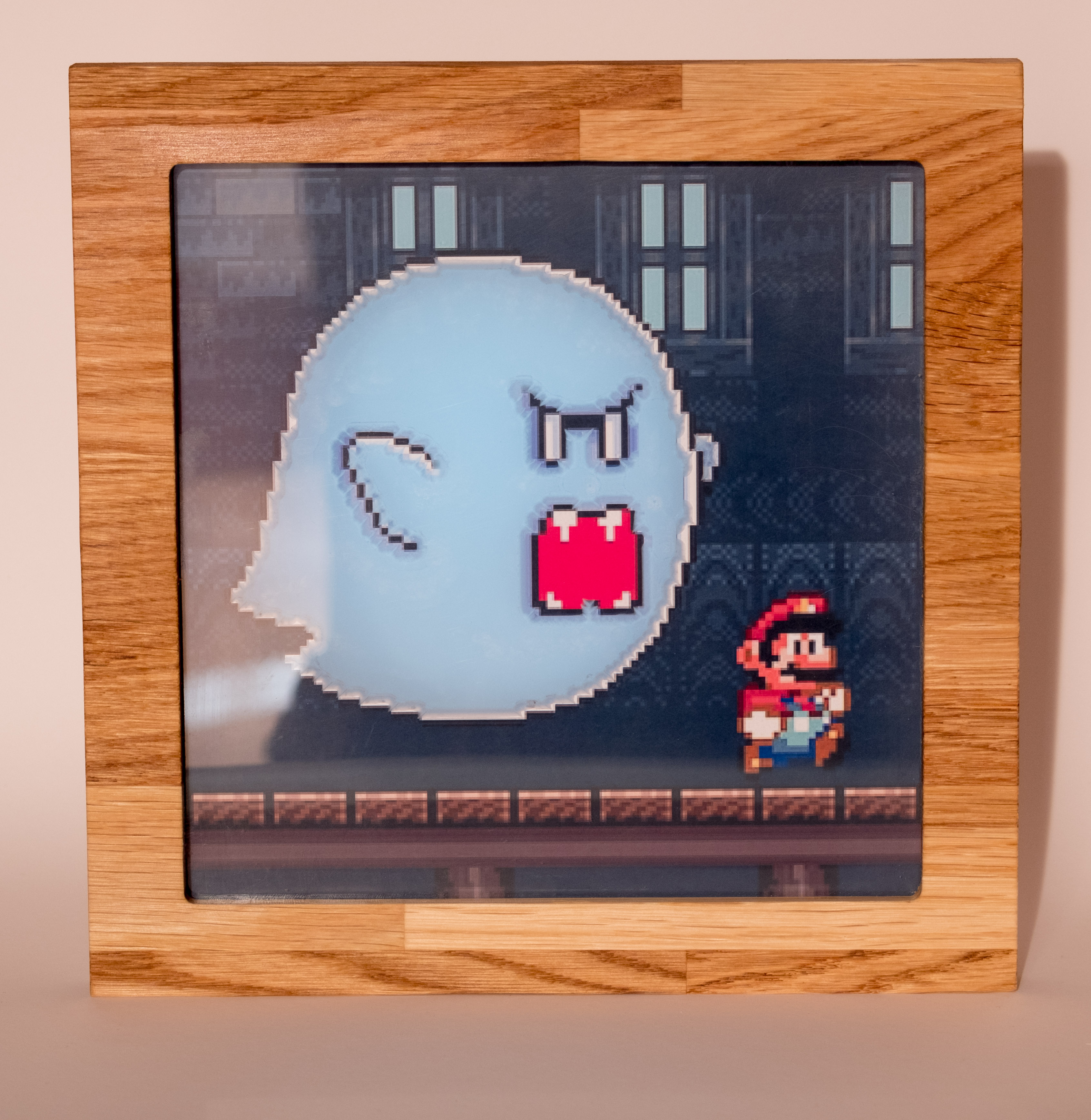
The next steps will be finishing the frame and putting everything fixed together.
Finished the frame today. I was wondering what I might change to light the Mario a bit more, but I couldn’t come up with anything. A thin layer of glowing epoxy wouldn’t have changed much and rather spoiled the color of the image, I think.
So, a final image series:

And the files:
bigboo.c2d (3.8 MB) rahmen.c2d (19.1 KB)
and Cutrocket link: Glowing Big Boo by nlichtenberg
11 Likes
that chipguard I posted above was cut from acrylic of unknown origin, but was protected by a transparent film layer, so was likely extruded acrylic, and still machined well. Don’t overthink it, ignorance is bliss
1 Like
Winston covered wrong acrylic on the infinity mirror video
4 Likes
to be honest it is hit and miss, first time i was able to simply pull it off - the second time doing the same thing snapped the mill  the third time i tired pliers - dont’t do it… snap! so i woudl just try to use a bit of heat mabey
the third time i tired pliers - dont’t do it… snap! so i woudl just try to use a bit of heat mabey
1 Like
If you’re looking for some Acetone to soften up the melted acrylic then it’s worth checking any nearby bottles of nail polish remover…
2 Likes
Hi it was not melted acrylic, sorry if it was not clear it was 3m double sided tape the residue it leaves behind after I stuck down the sheet
Goo Gone will do the trick.
1 Like
Ah, that stuff really is horrible, I use label clene or this from Servisol.
They are that citrus fruit based lemony solvent.
1 Like
You might want to try the painters tape and superglue trick for less sticky goop too.
3 Likes
@Sherpa: EPIC post…I have some reading to do now
In other news, my acrylic chipguard did not fit (v1 never does, sigh), so I made a second one (gotta love parametric modelling, updating one dimension value and having a new piece ready to cut in less than 2 minutes). What I had not anticipated at all, is the interaction between this chipguard and my spindle ring light, so I unintentionnally made a backlit chipguard!
Ok, I’ll stop hijacking the challenge thread now. Maybe.
12 Likes