Why not throw another one in, since at the moment I don’t think I’ll have the time to do something artsy. Another part for a comparator. This time a riser with a fine vee-groove for inspecting and measuring small round things (tools for the Nomad, among other things, but actually made so I can inspect pars I am working on for actual work)
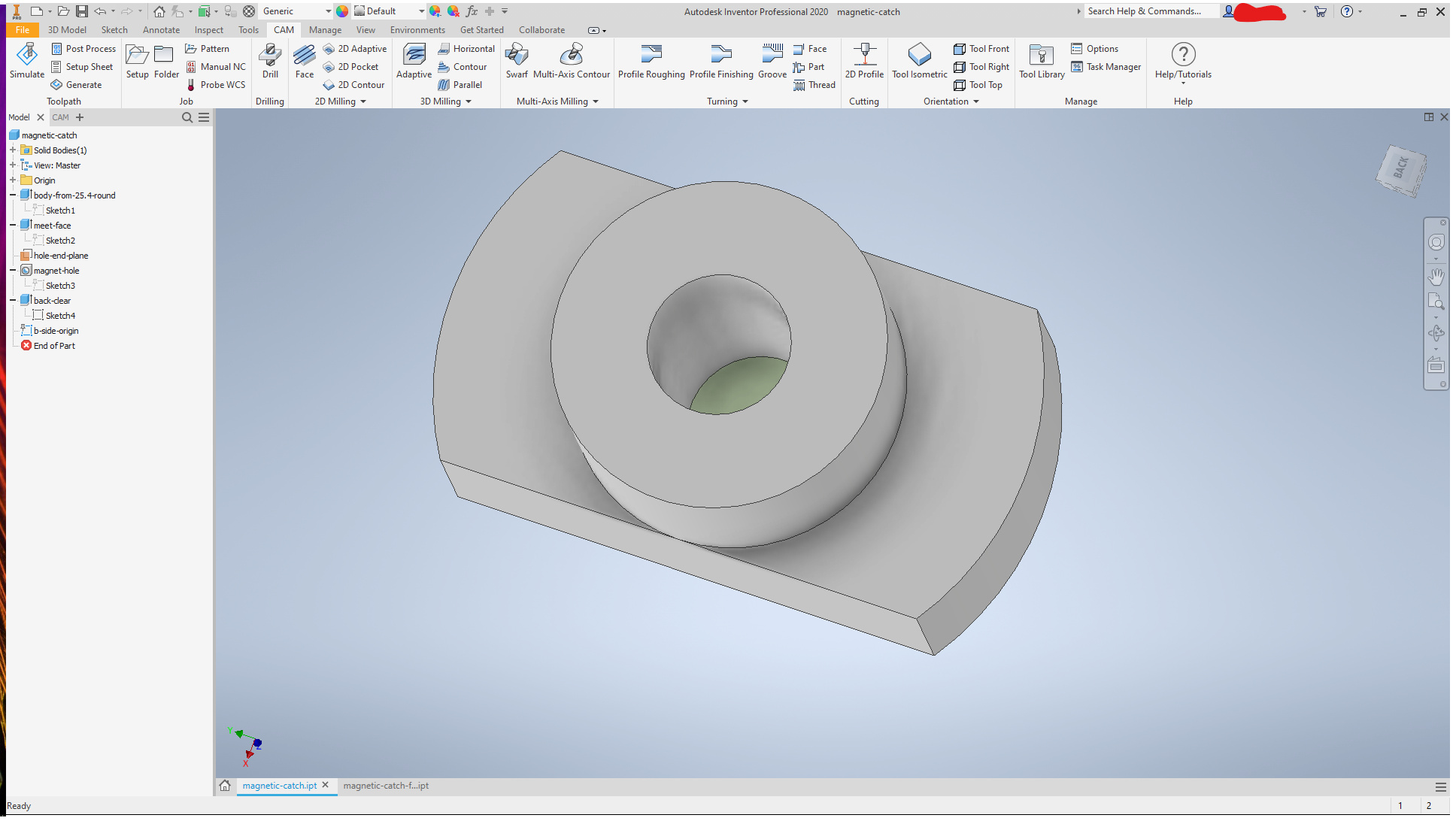
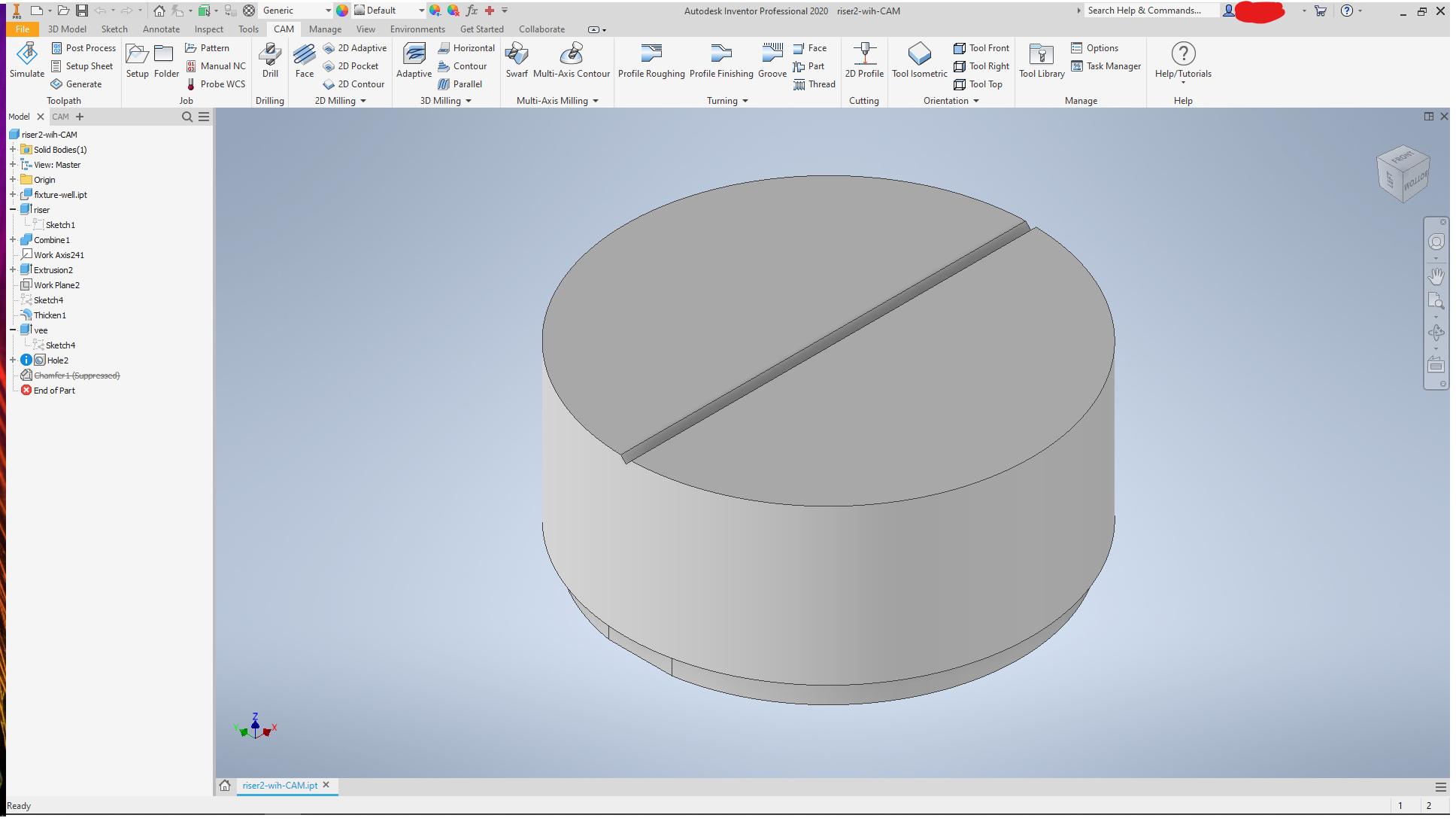
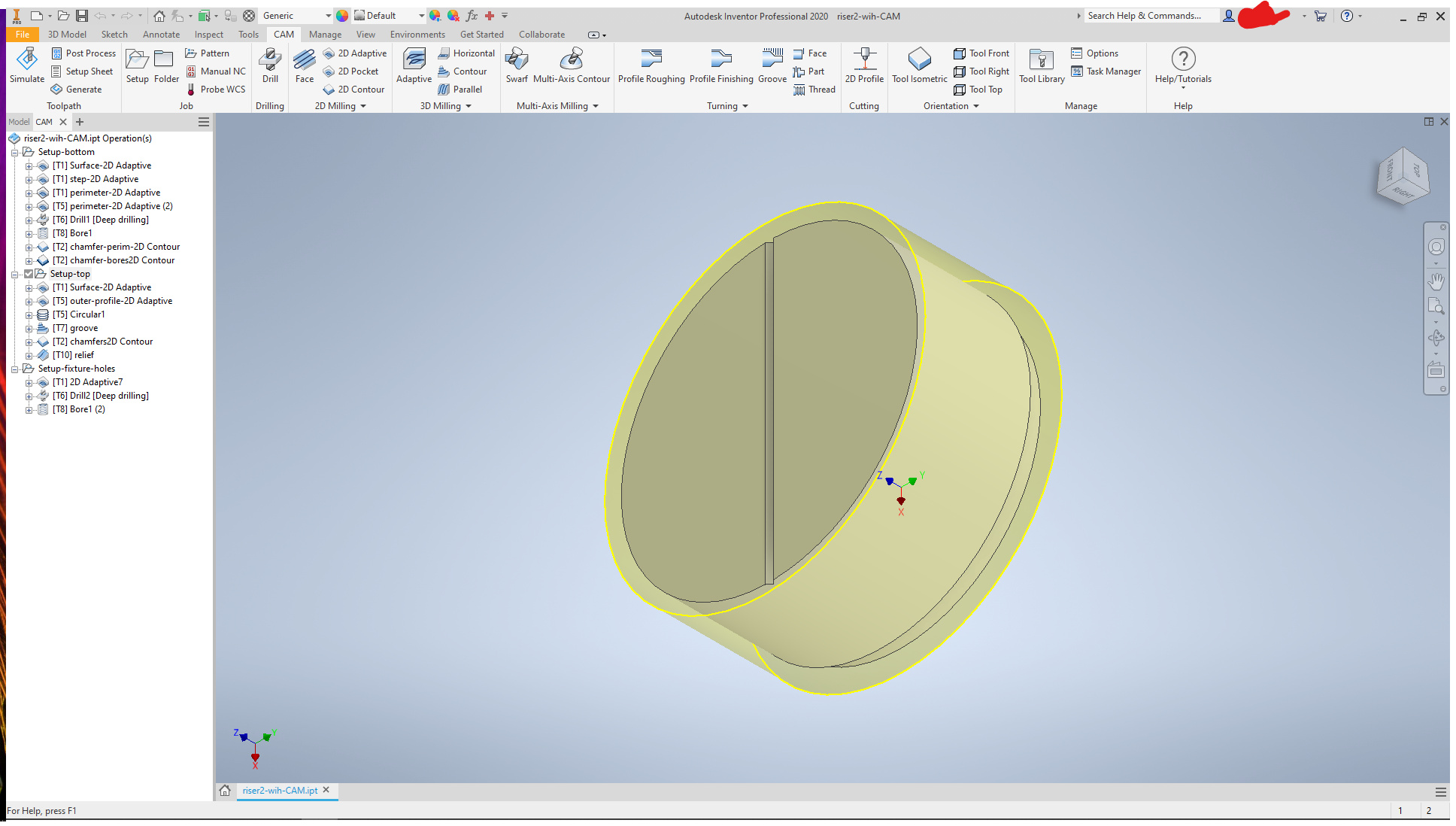
This is based on the same base model I posted the other week. All I changed in the model was the height (parameter value) and the groove profile.
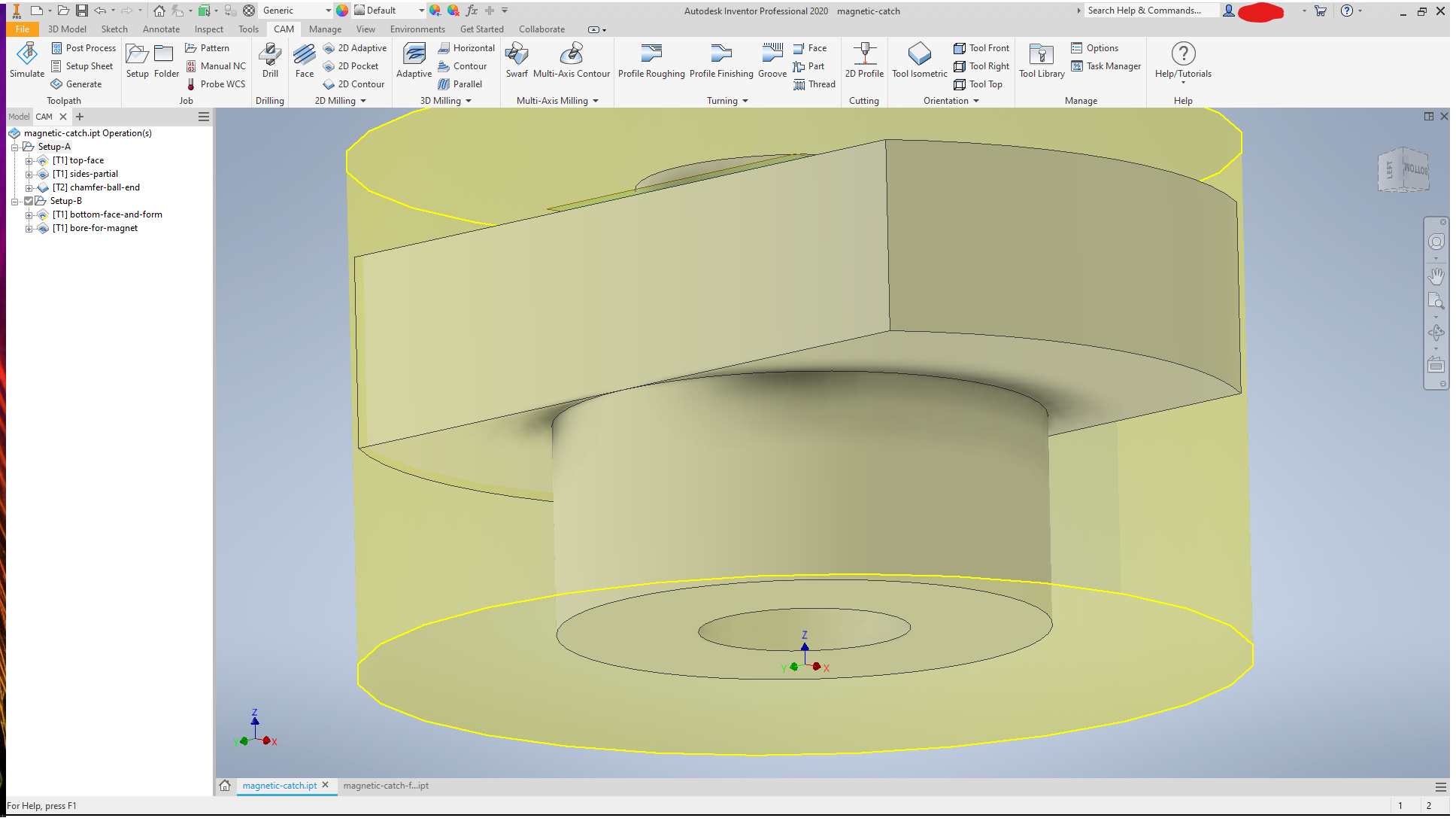
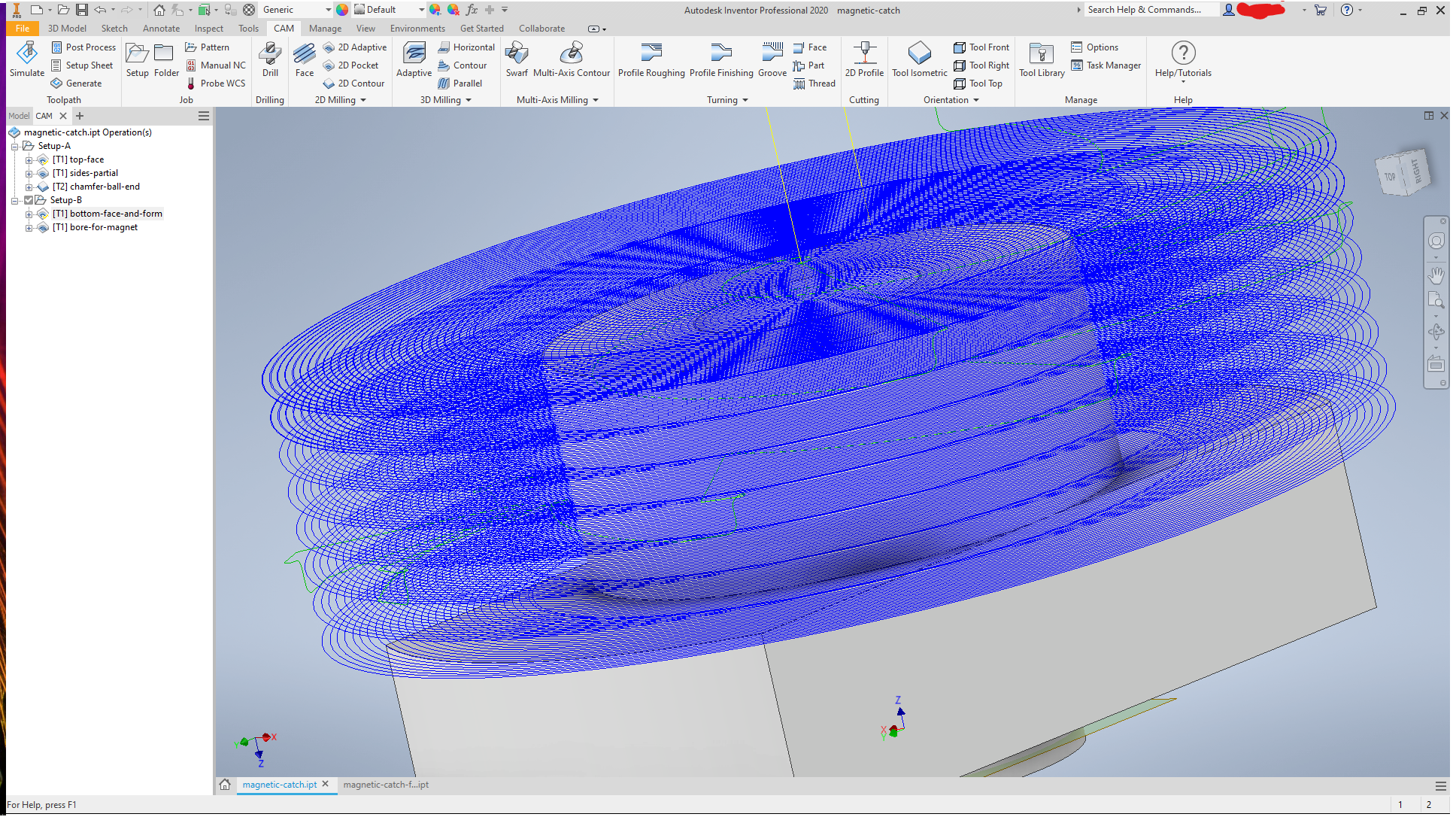
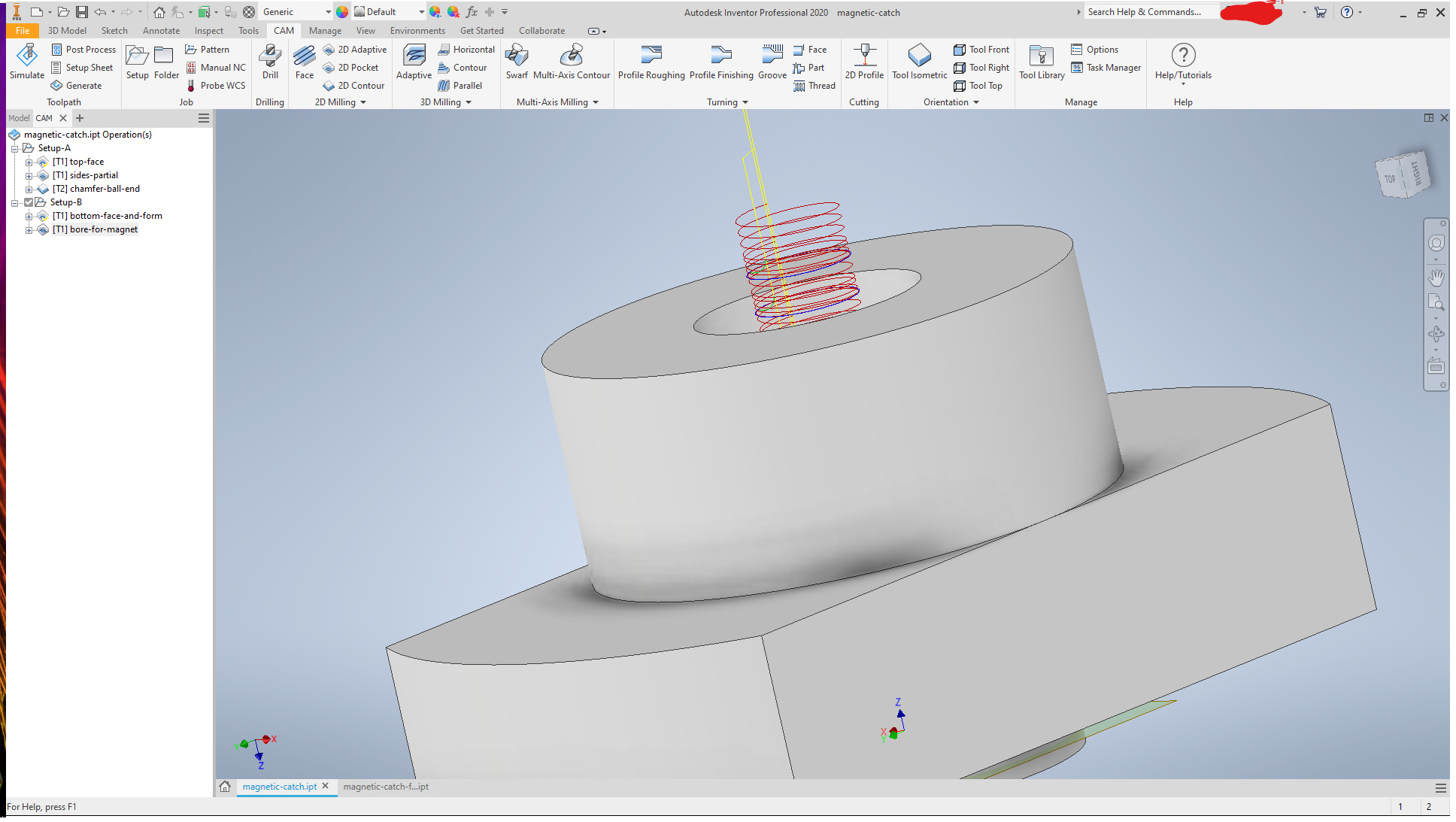
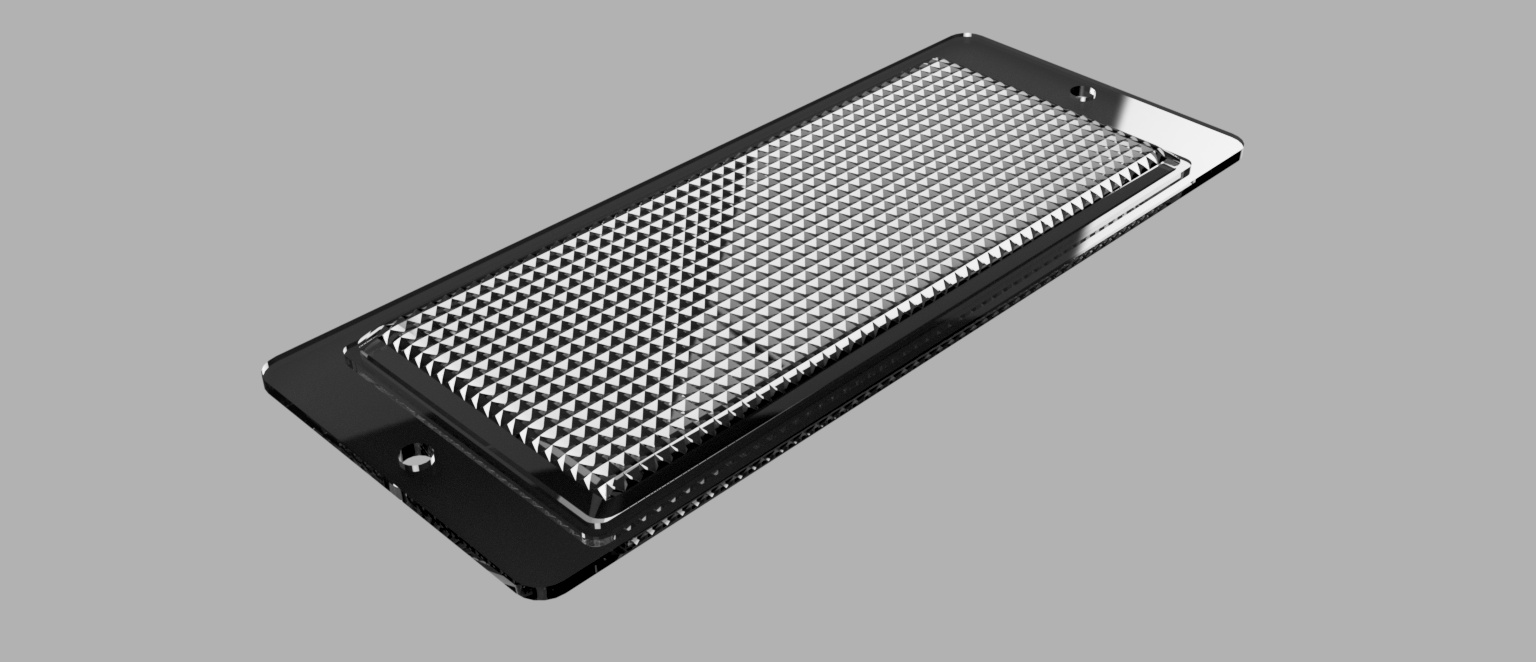
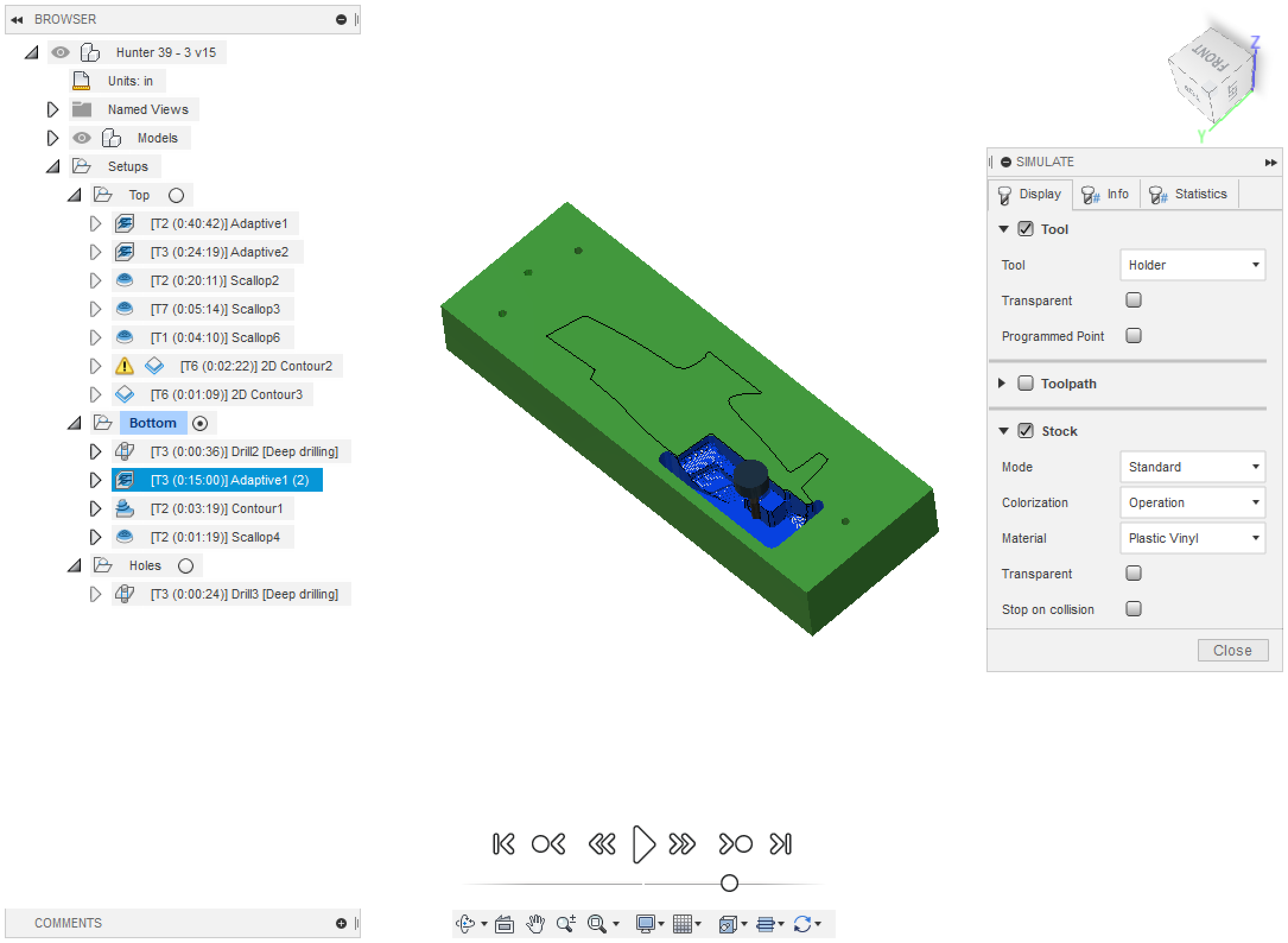
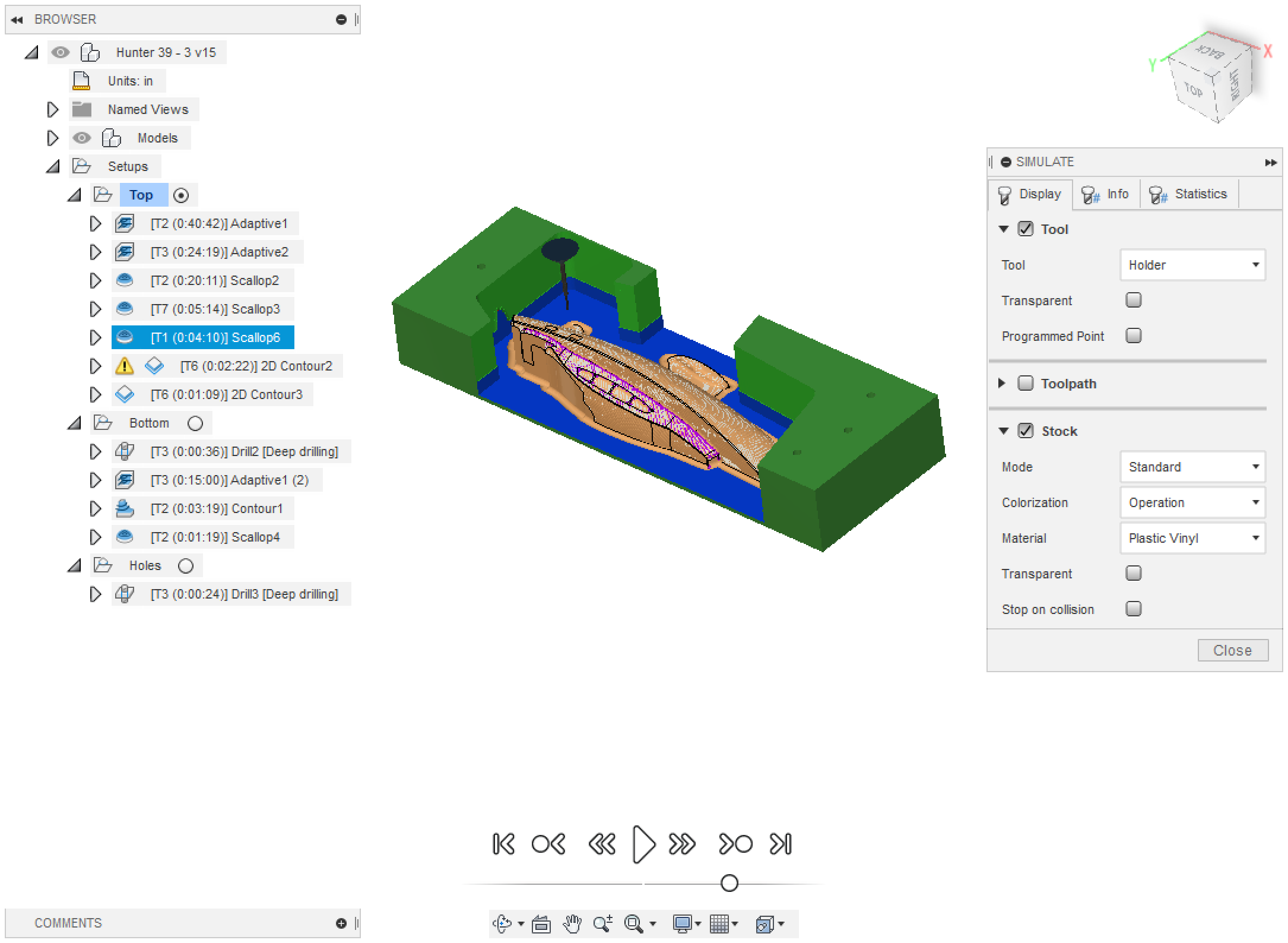
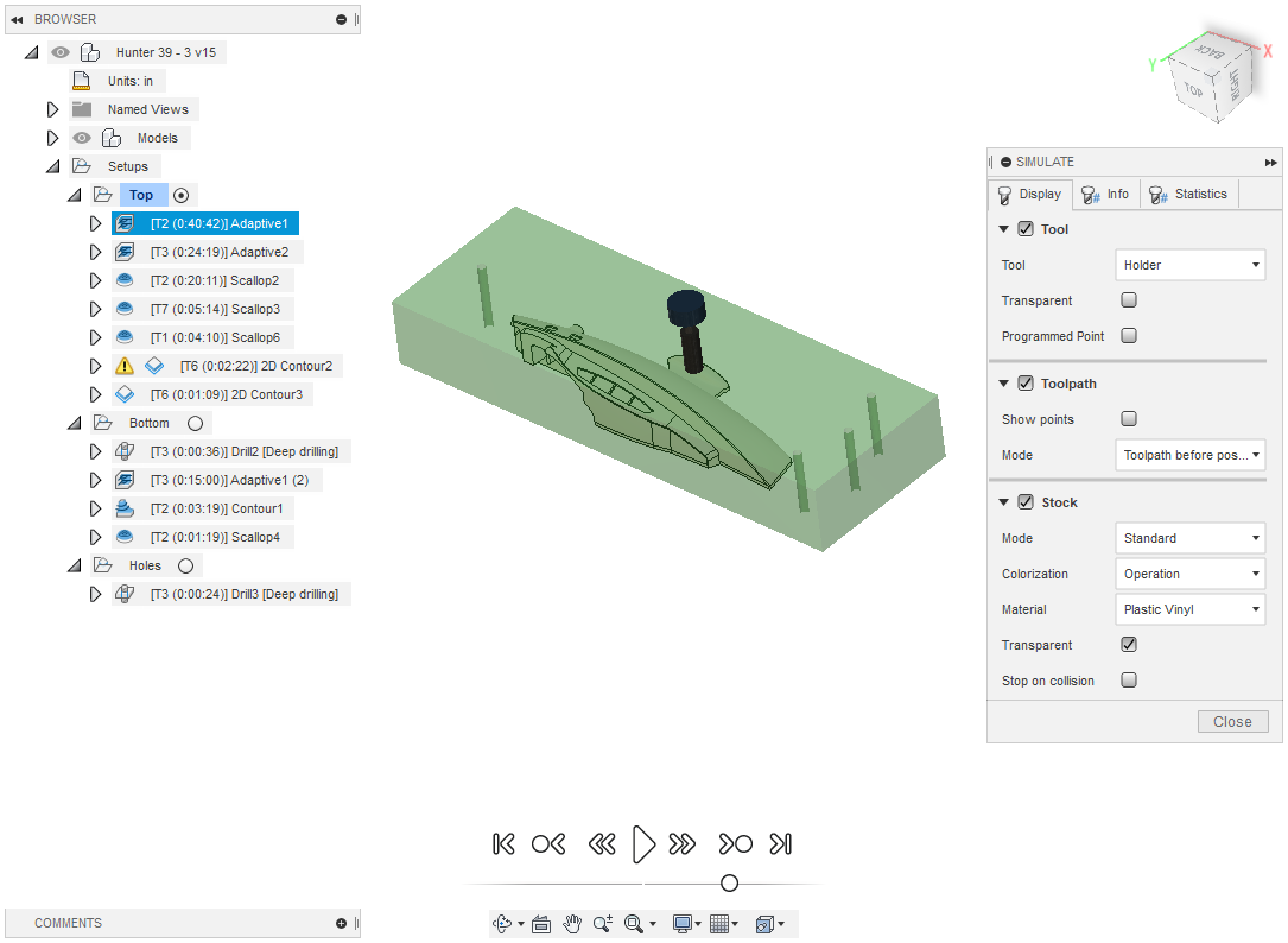
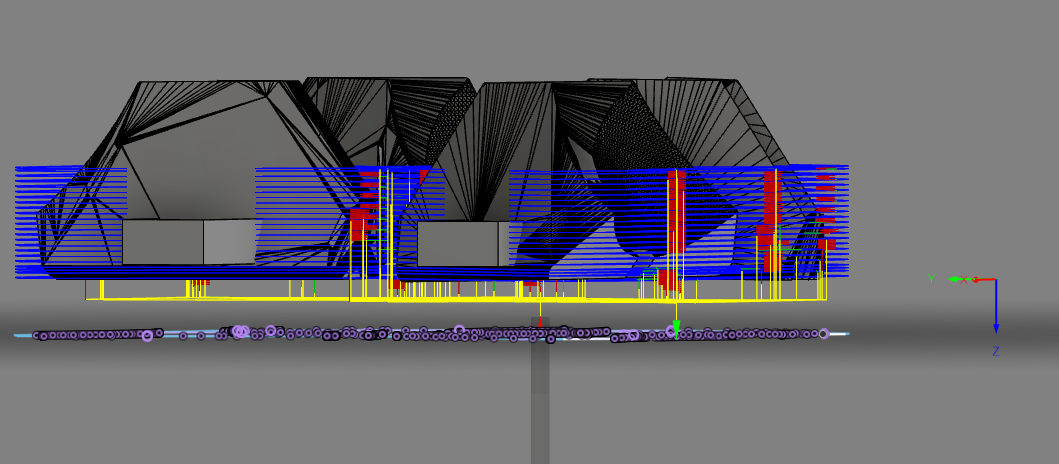
The model:
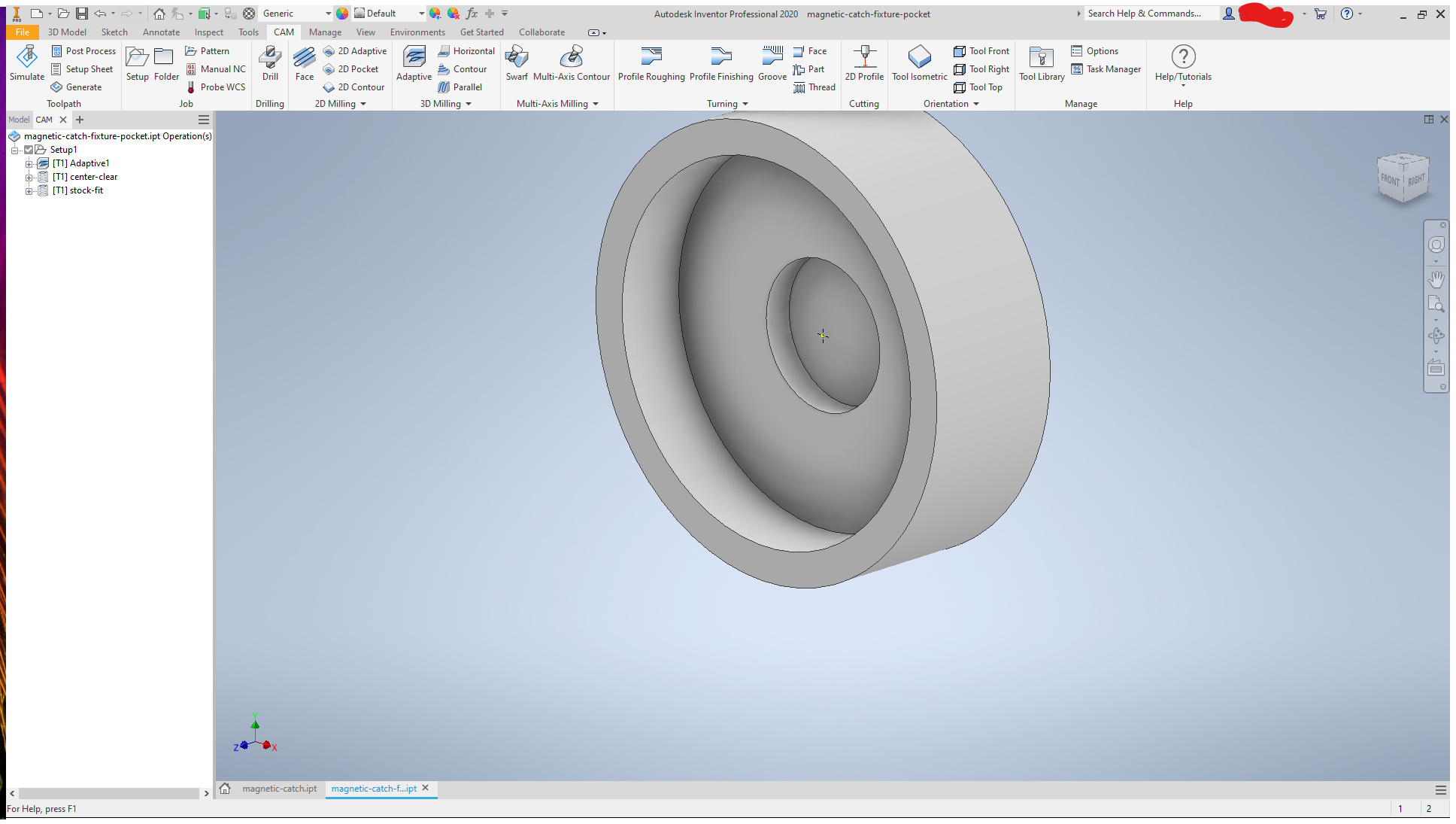
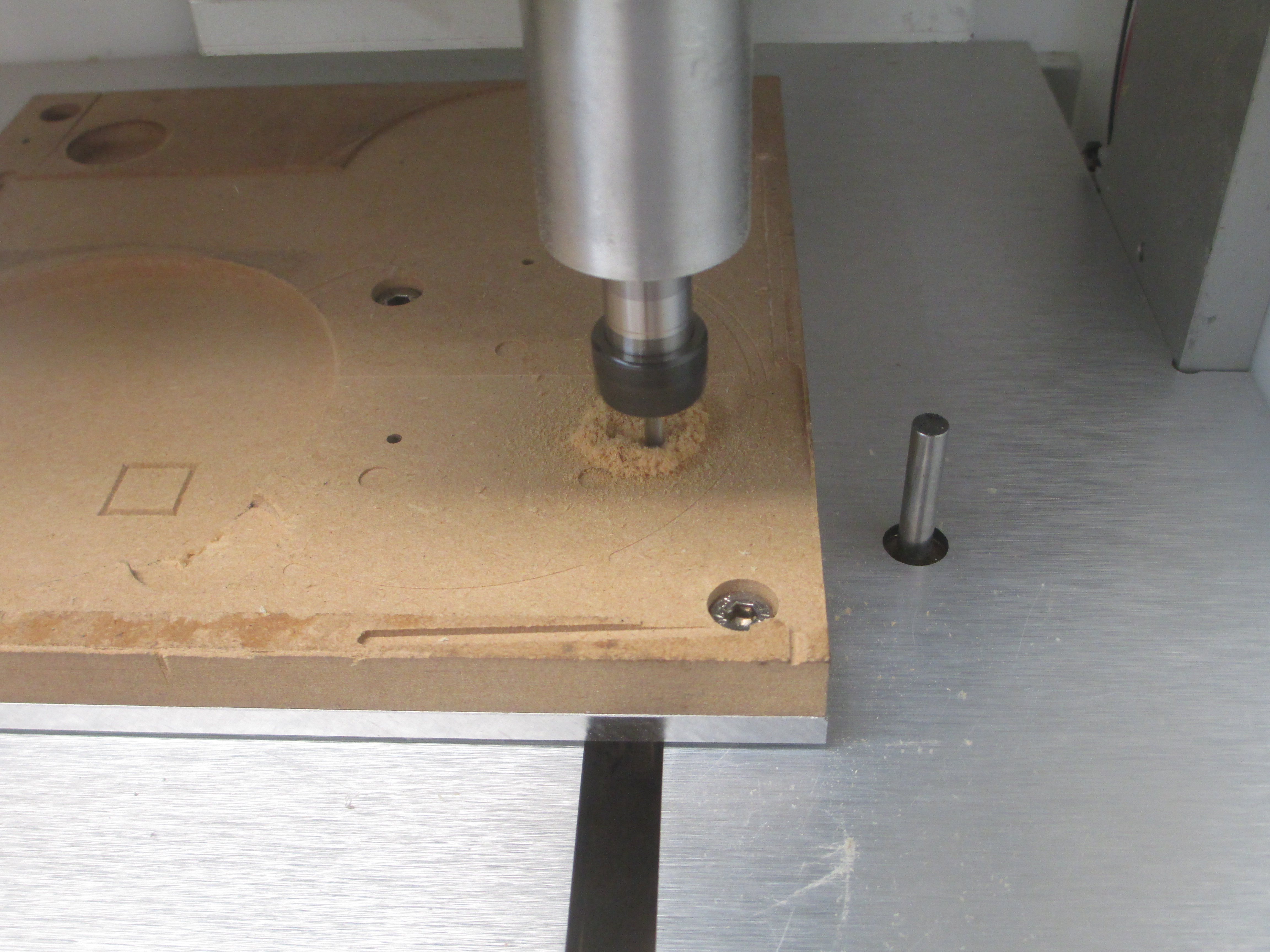
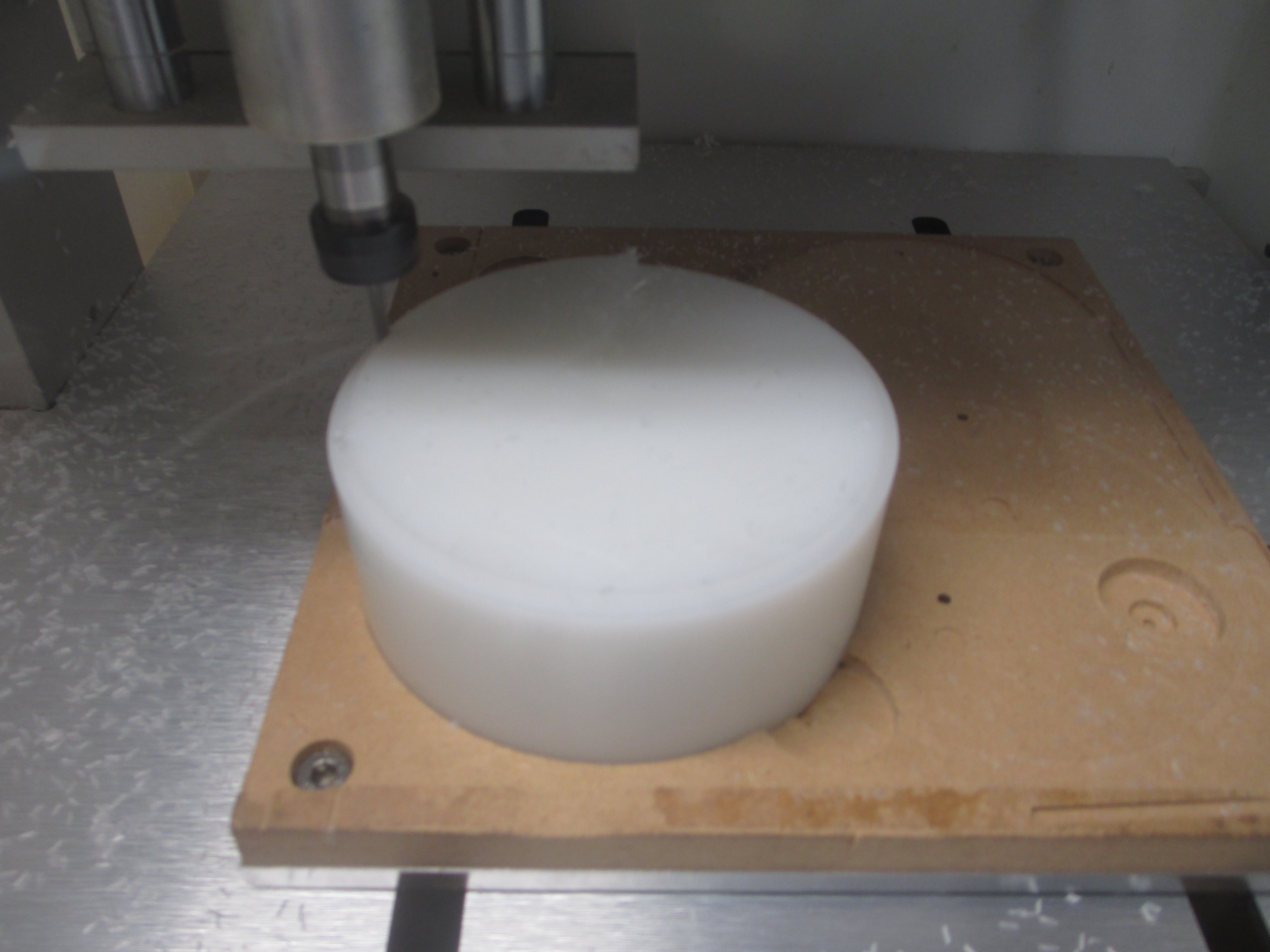
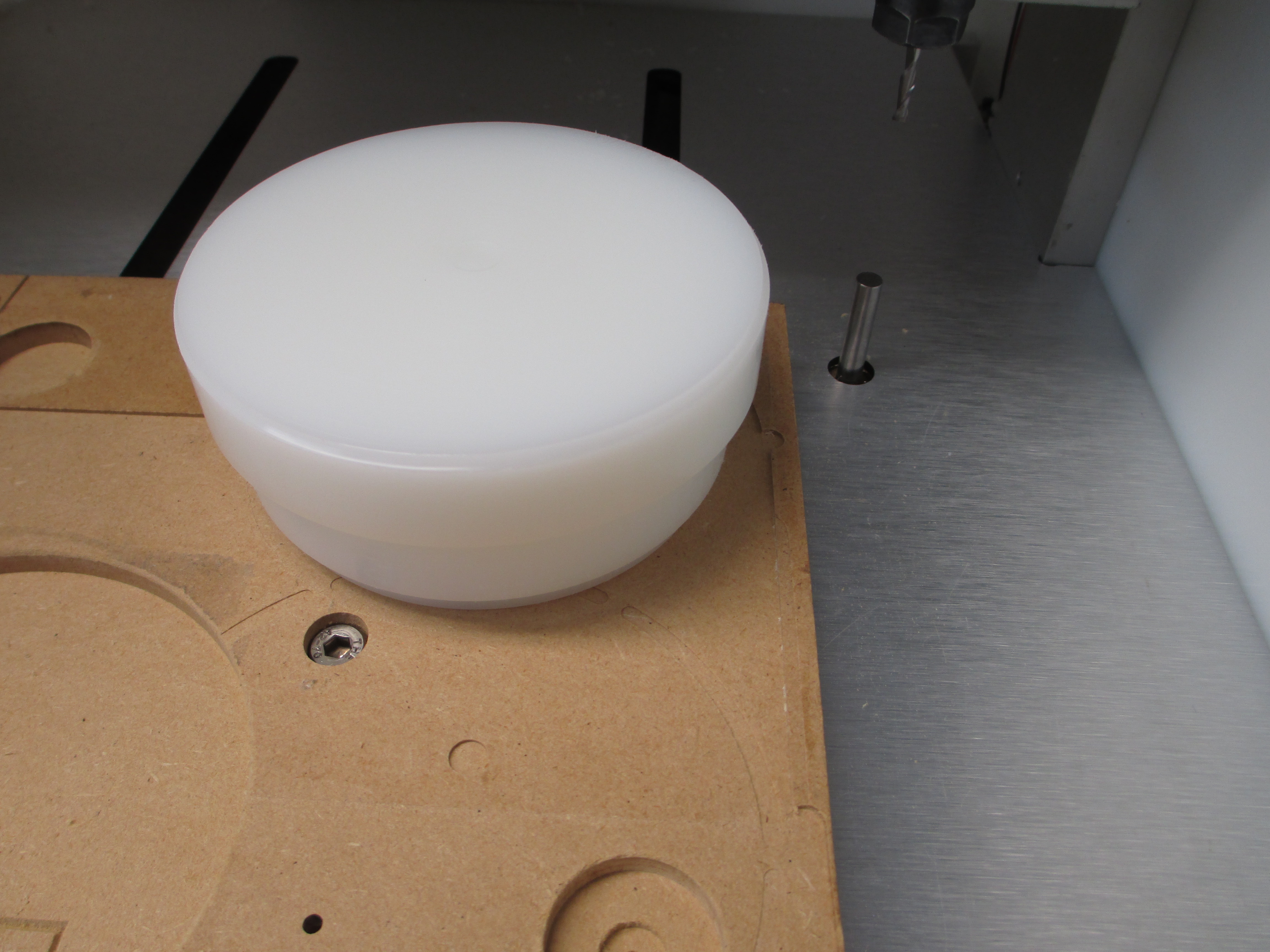
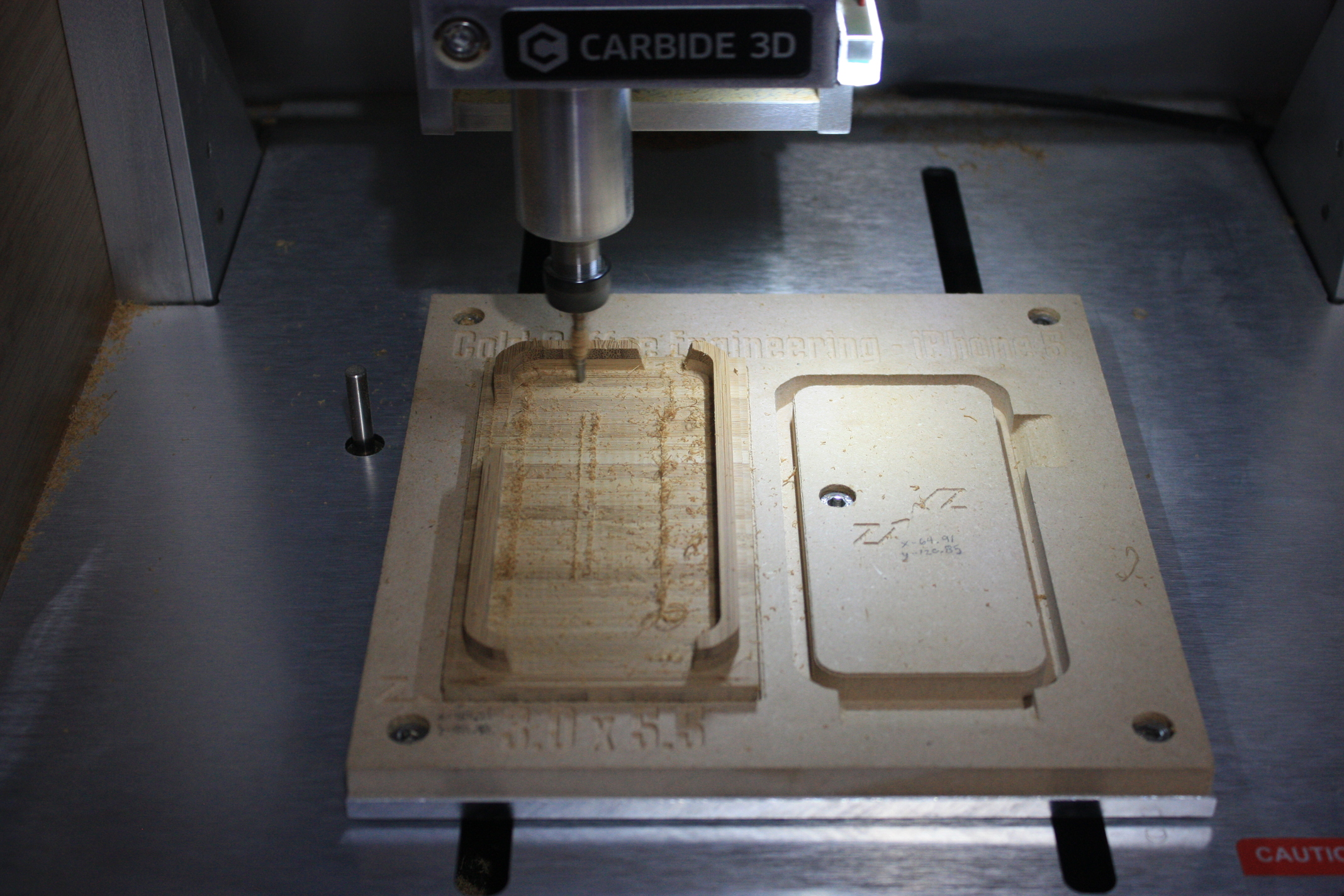
This was machined in two setups. The first was from raw stock. Here, the stock was pocketed into the wasteboard,
using the same socket as the last time (put in by the scheme bore, measure, rebore and test fit, repeat until proper snug fit). Again, I didn’t bother cleaning up the stock much. The ends were square enough to finish-- flat within 1.5mm stock allowance either end.
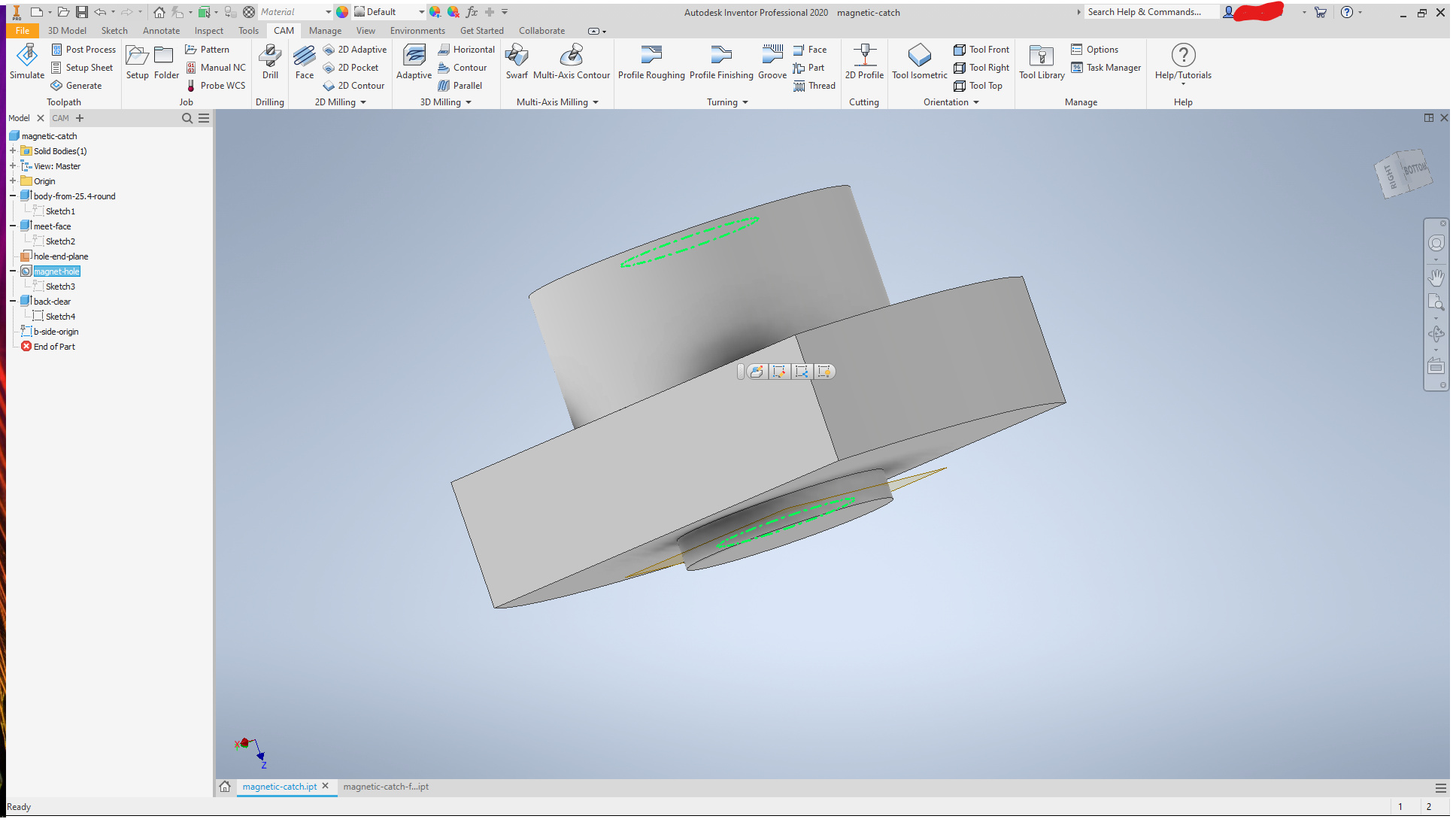
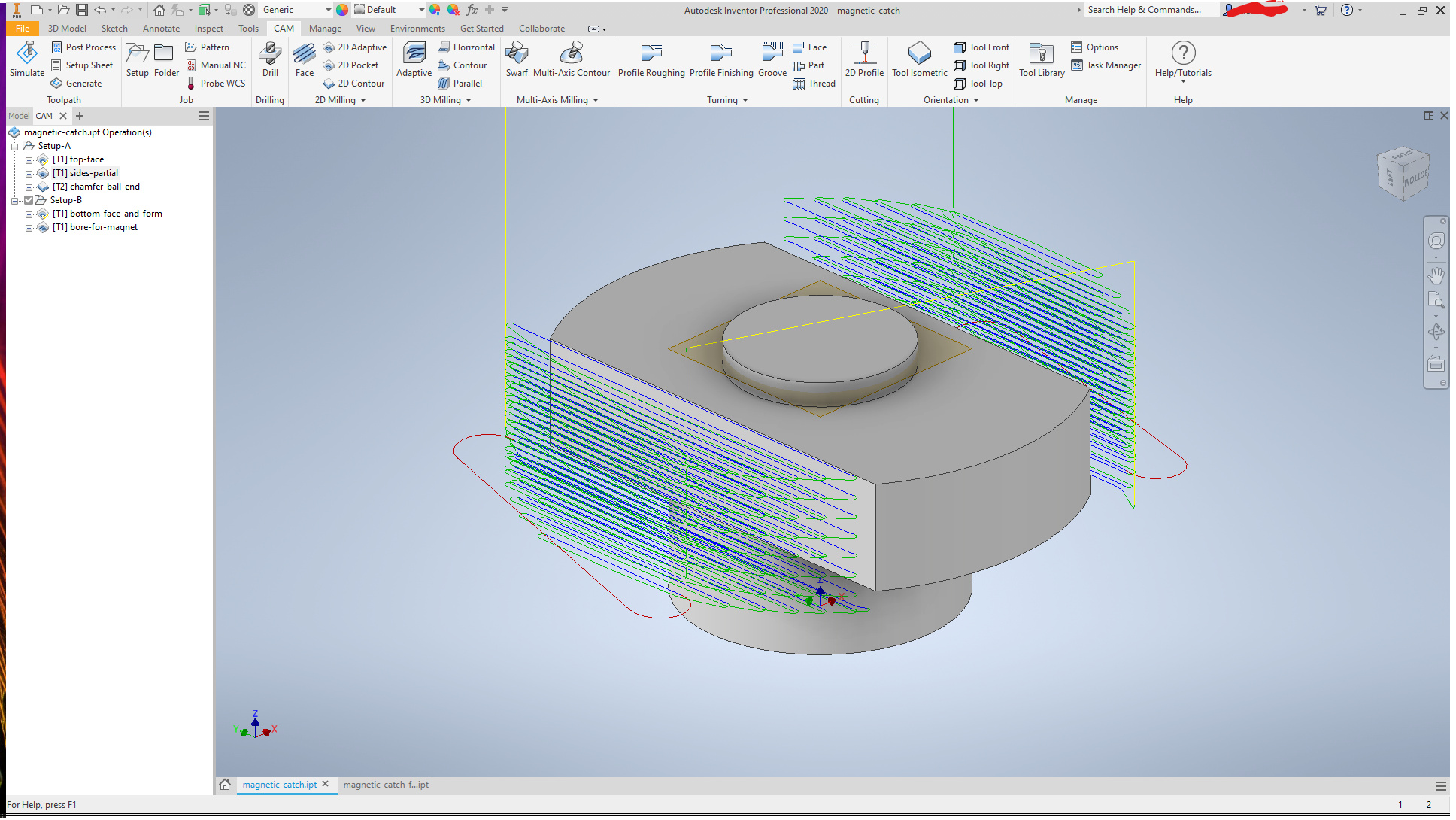
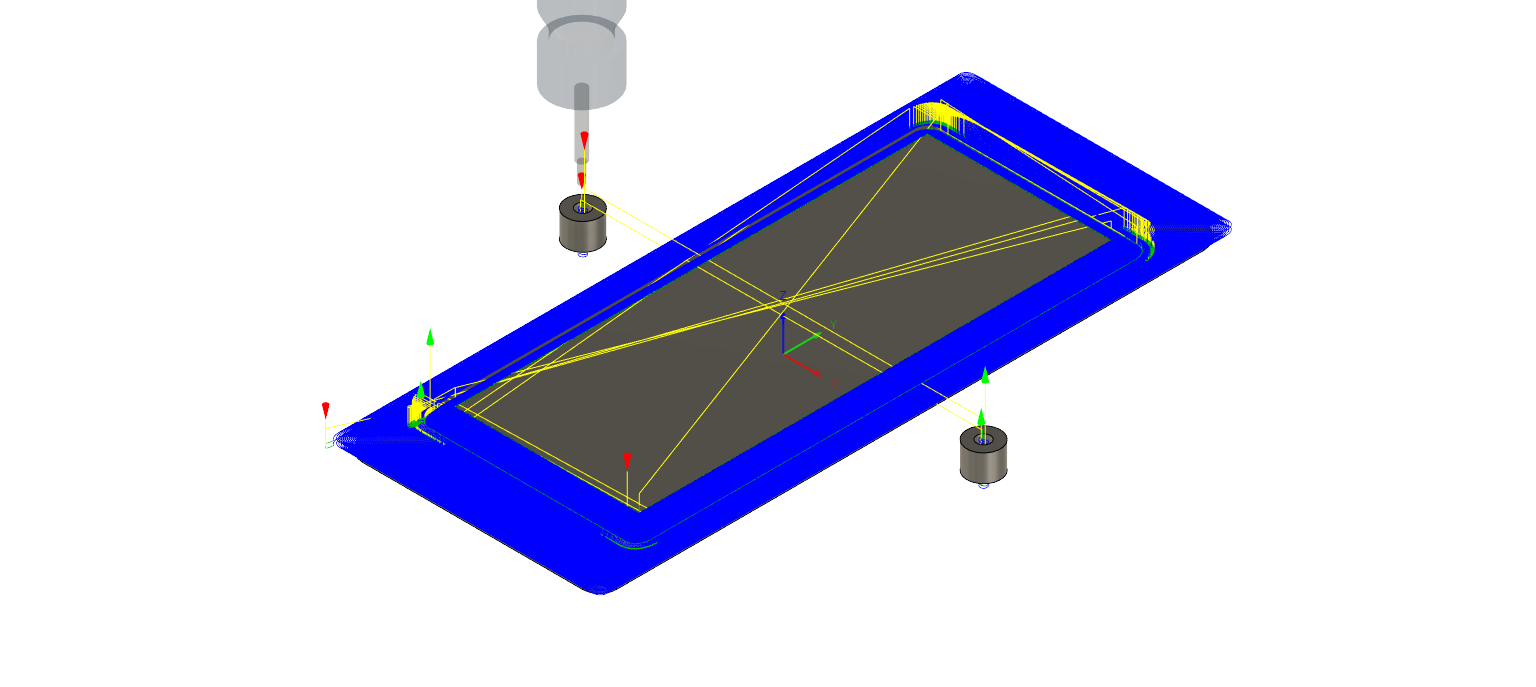
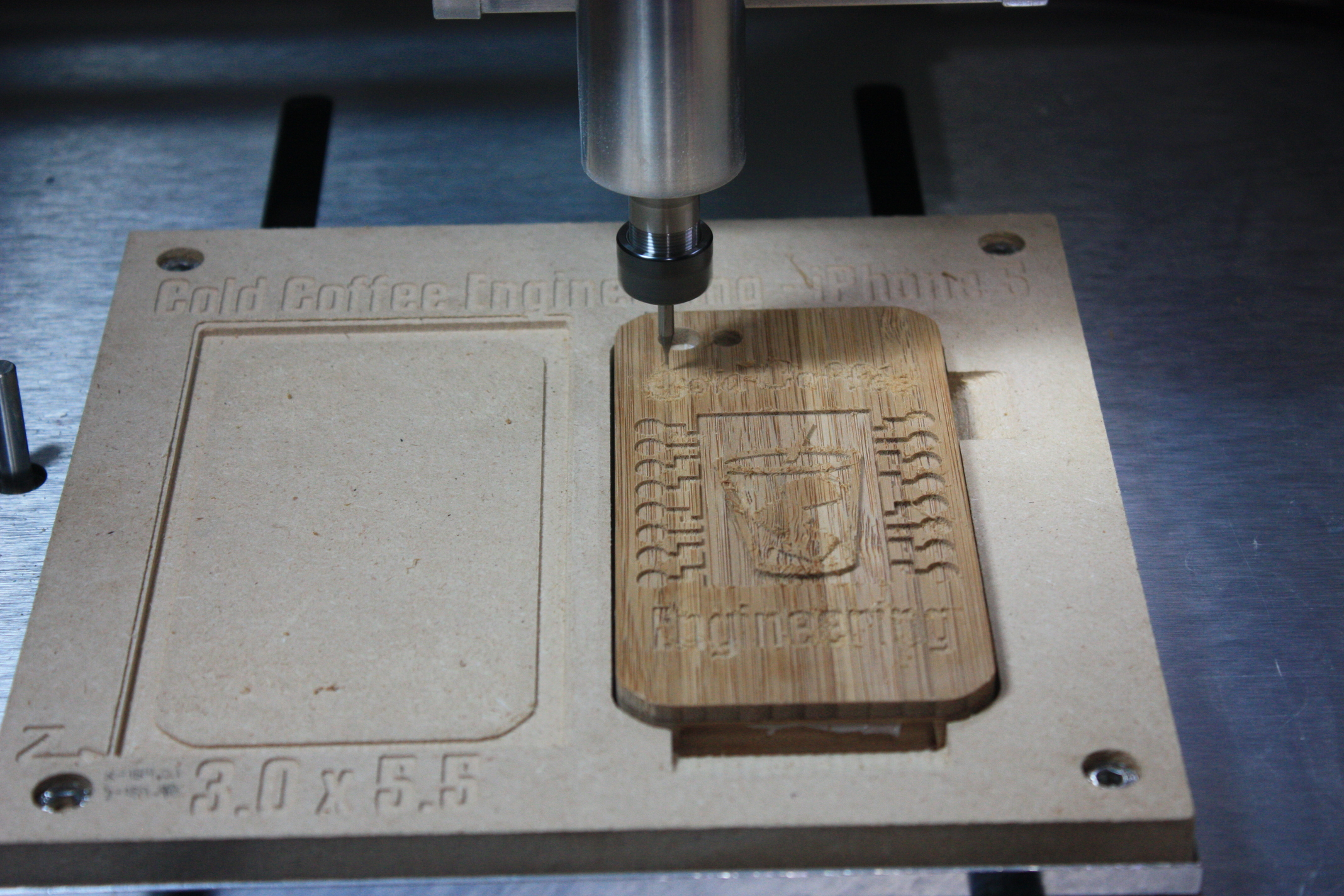
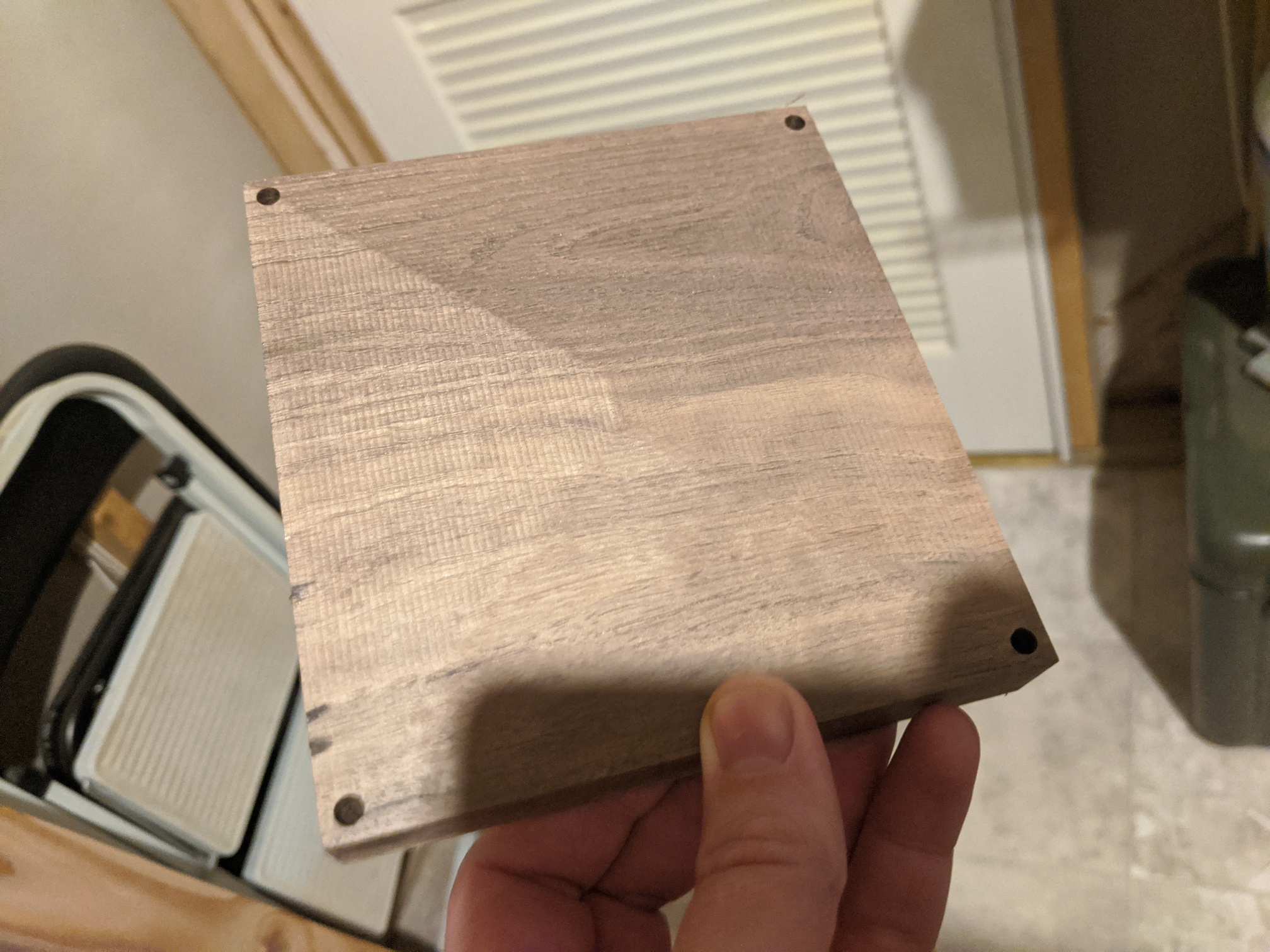
Machined the bottom side, bored holes for 3mm dowels,
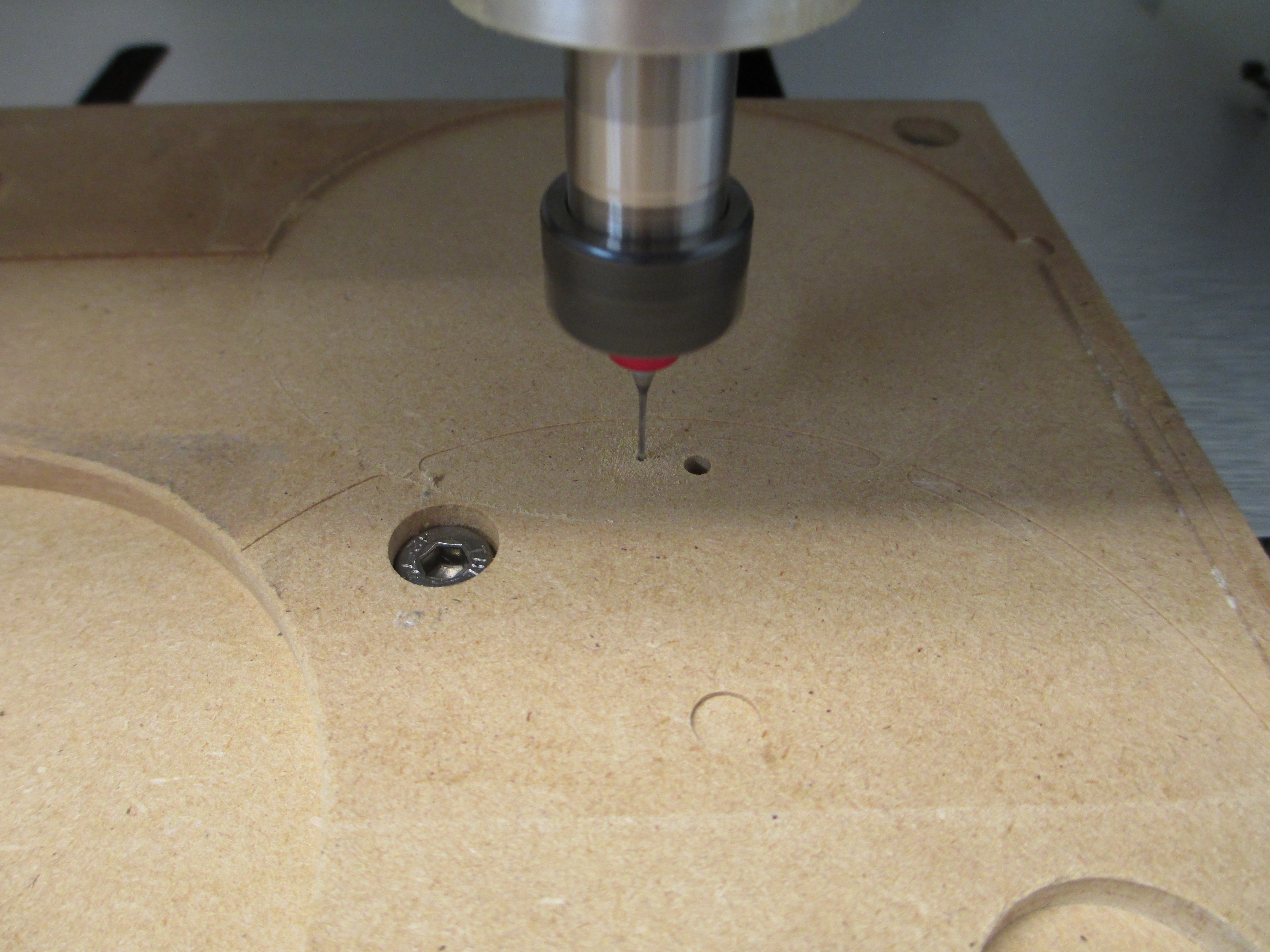
and surfaced new location for the second side mounting and bored fresh dowel holes to insure perfect zero (drill at 0.9mm, then bore using 2.4mm flat mill)
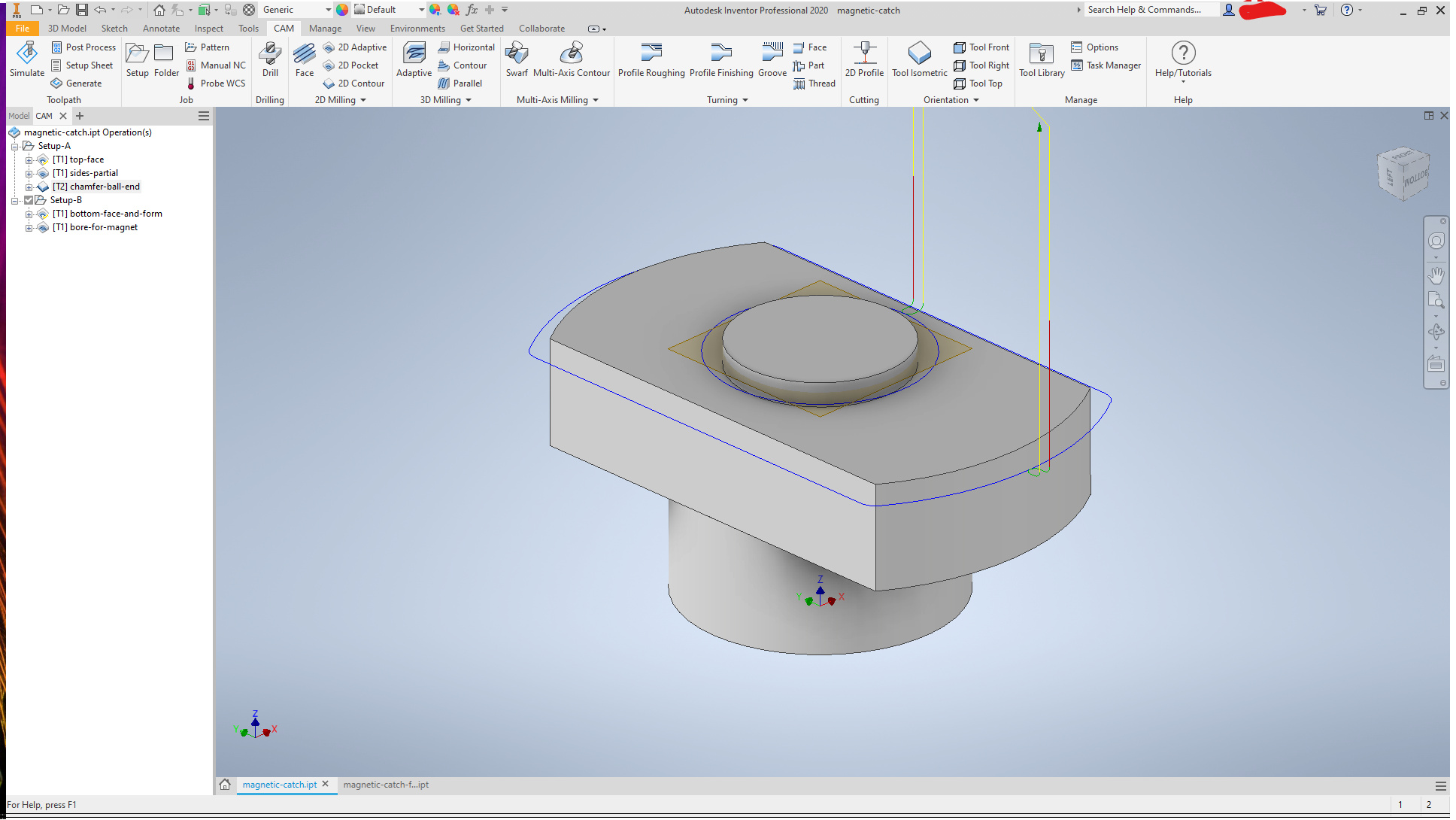
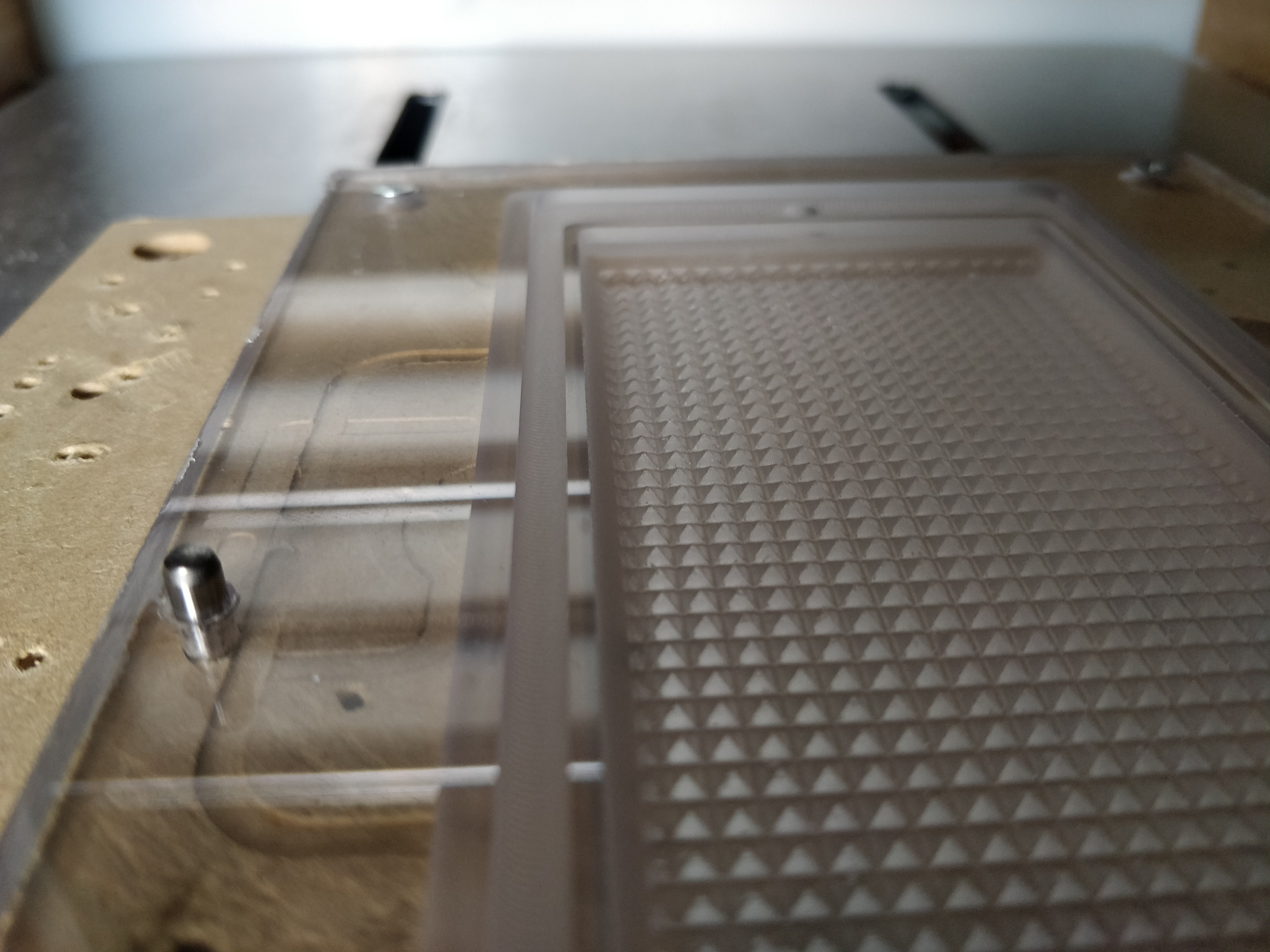
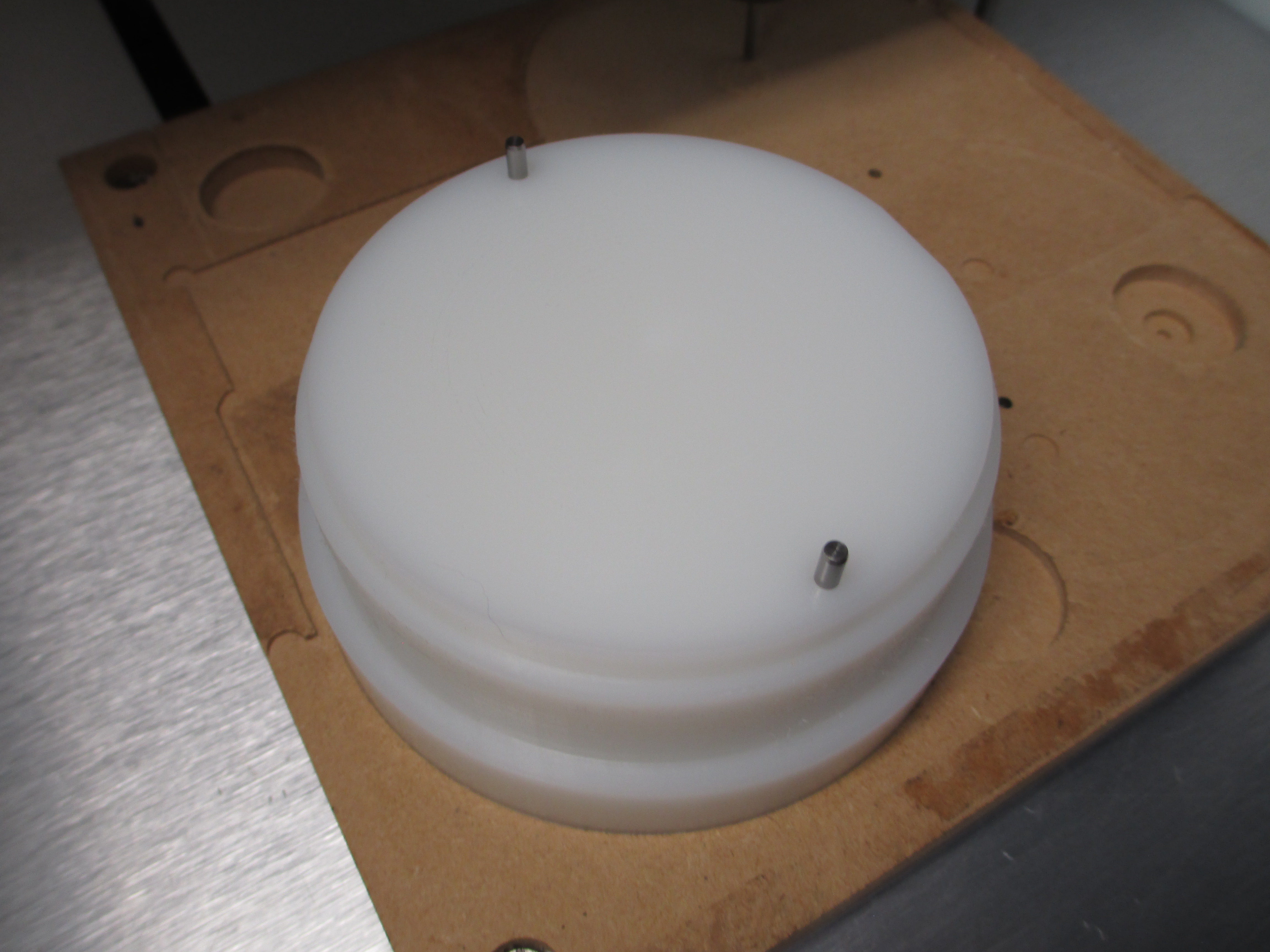
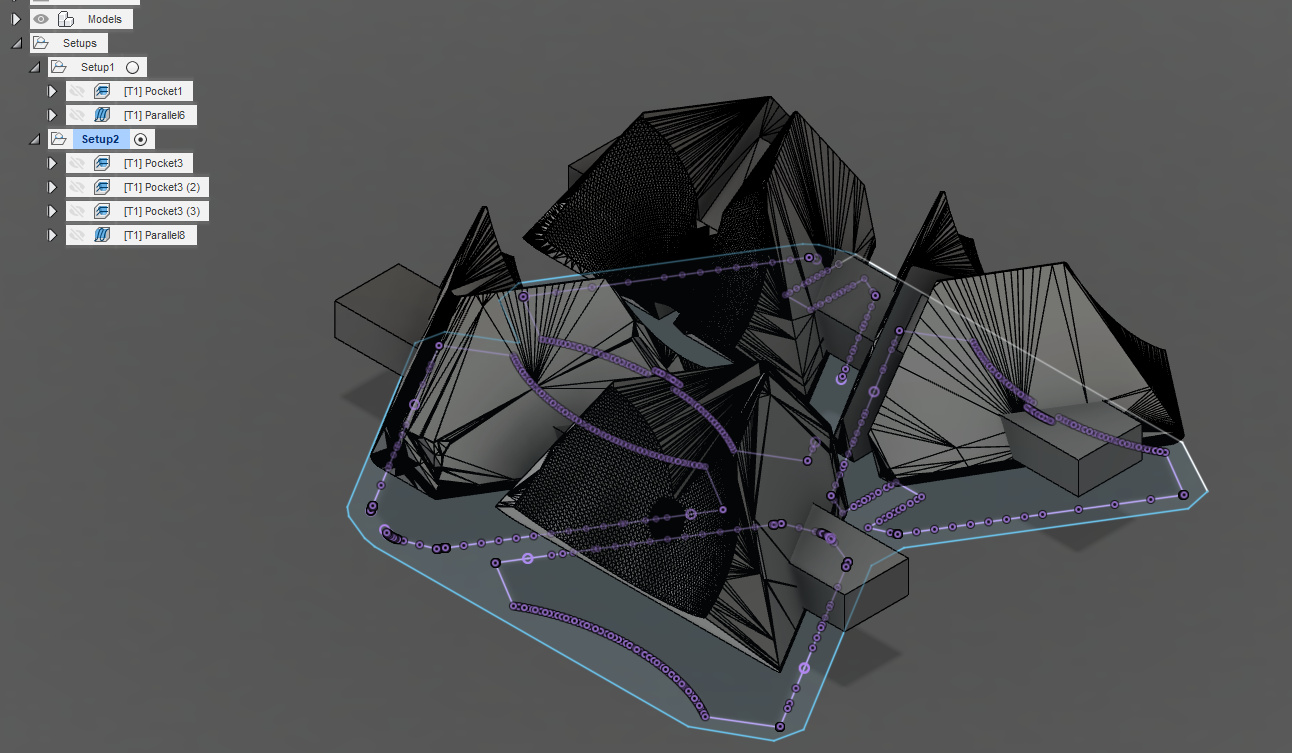
then pop in the part for setup 2 with double-sided tape to keep it down:
For both, the zero is center and at the mating surface with the wasteboard. The first setup had stock allowance on the bottom, as it was rough, so the zero was on a stock point. The second, being a finished surface, the zero was on the model. The machining on the first setup did the perimiter a bit over half way down. The second setup did the same.
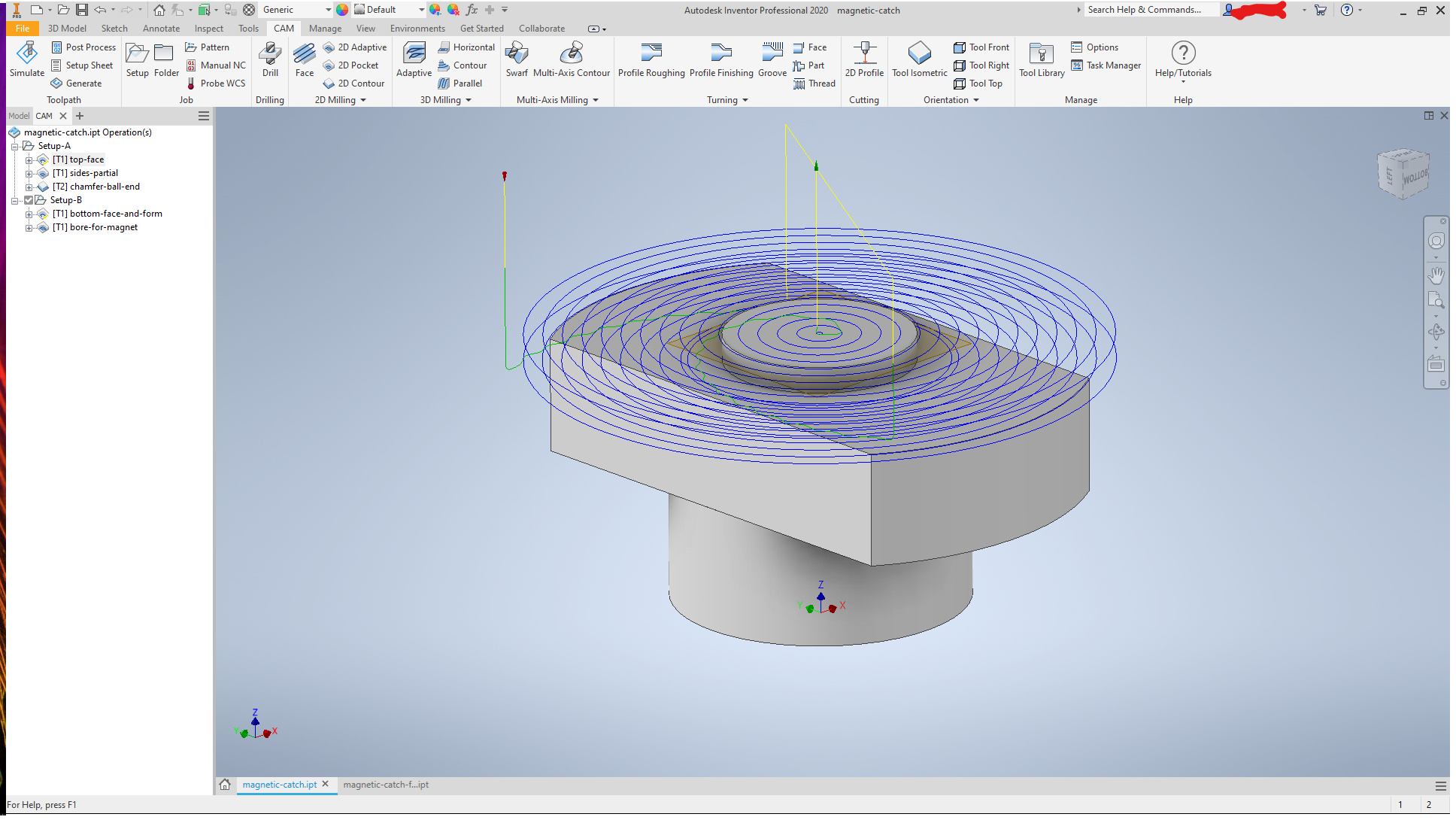
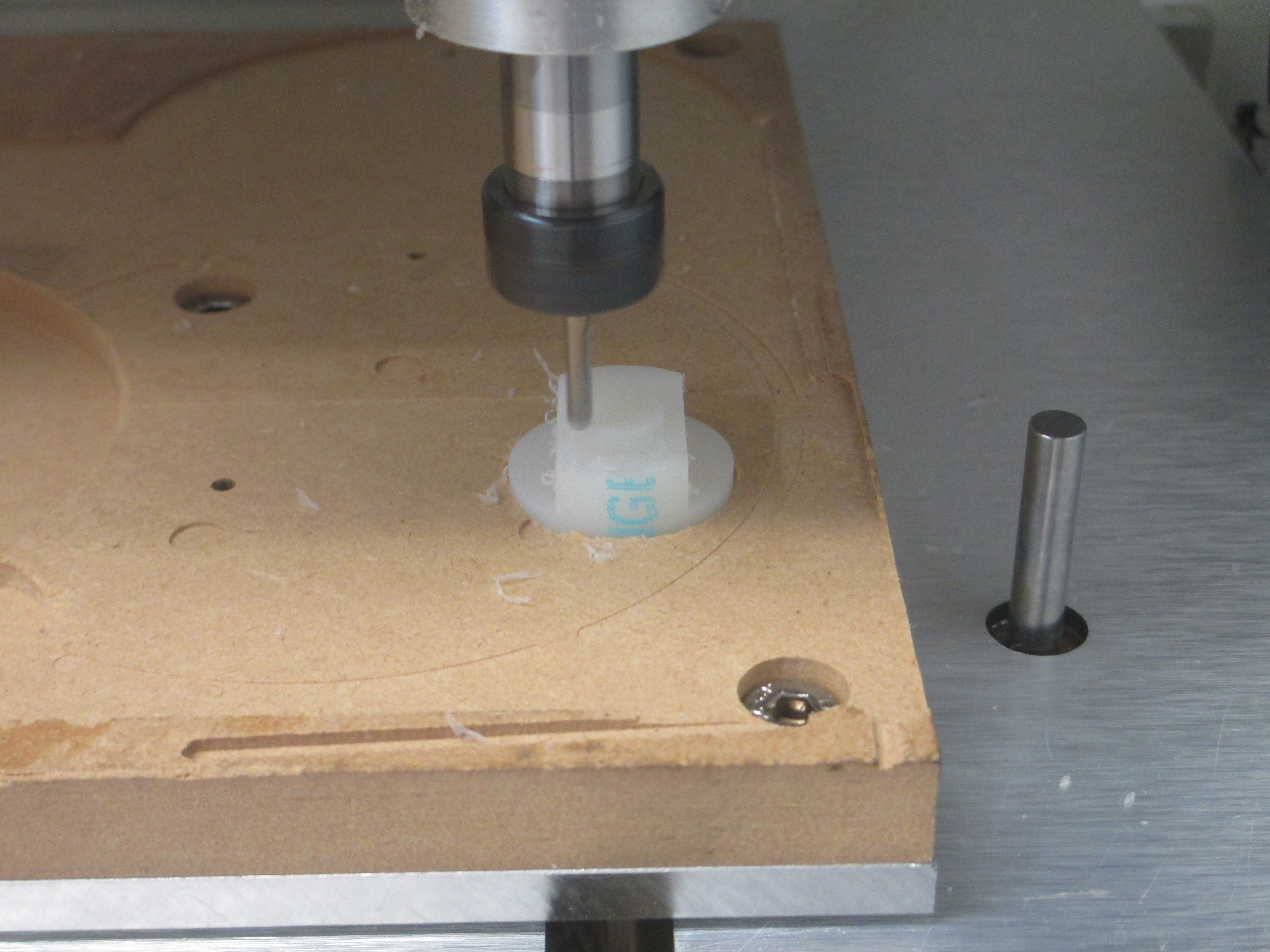
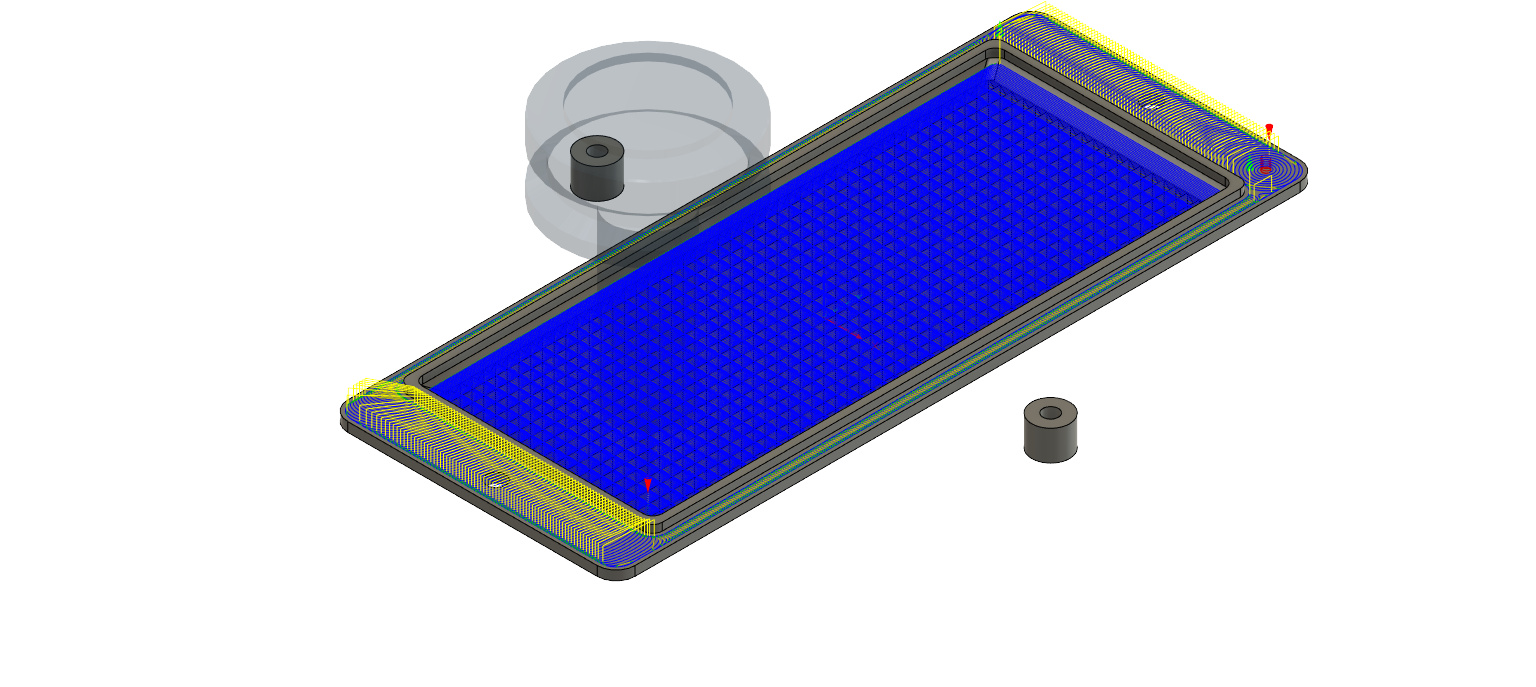
Then the vee groove using a 45 degree chamfer bit
perimeter with a ball end, and a narrower vee bit (60 degree vee carving) to clearance groove the center of the vee slightly. The bit has a slight flare at the tip to make the 0.1mm flat, and in this case, it the ideal tool for a narrow clearance groove, much better than the smallest ball end I have on hand.
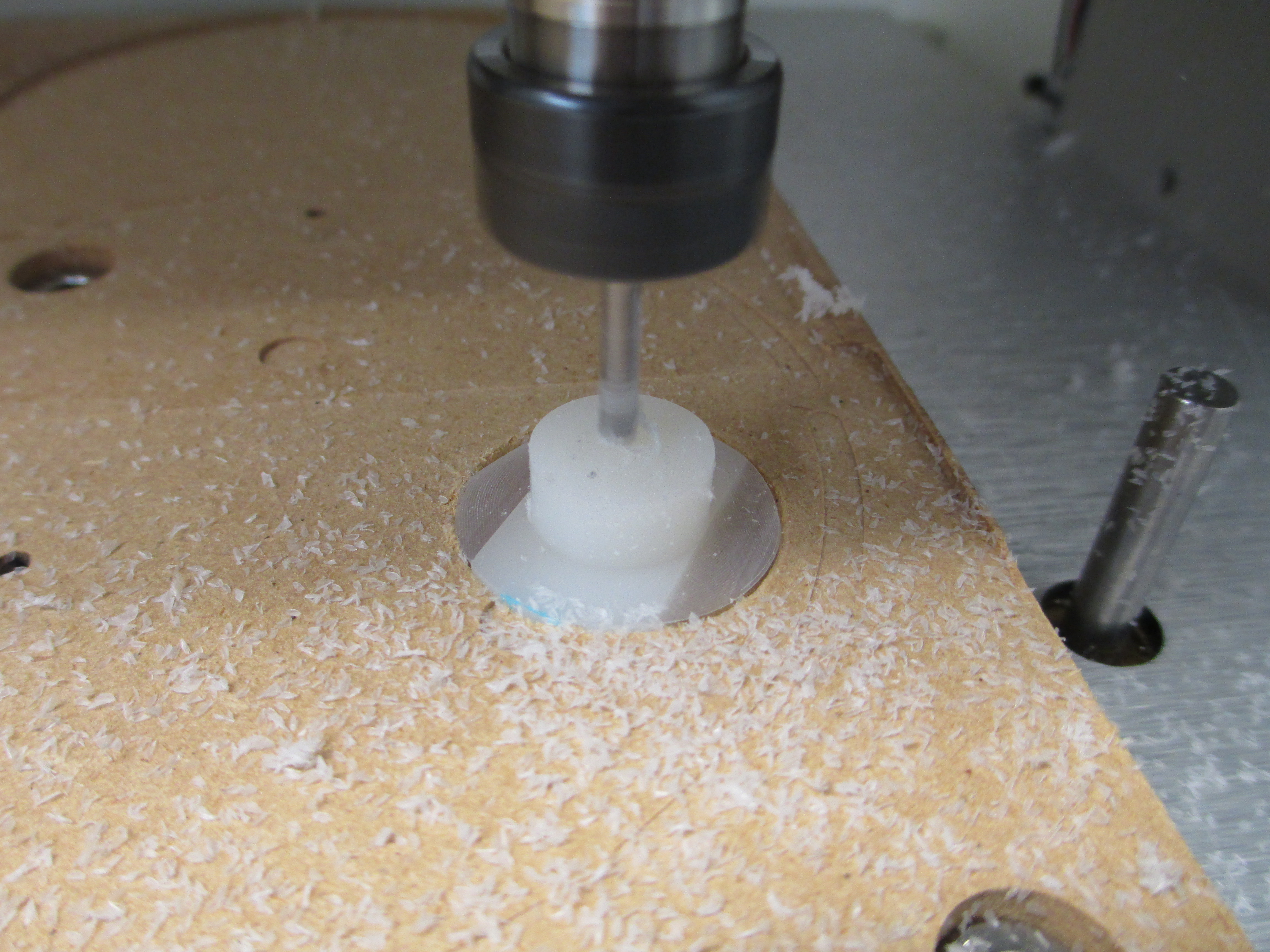
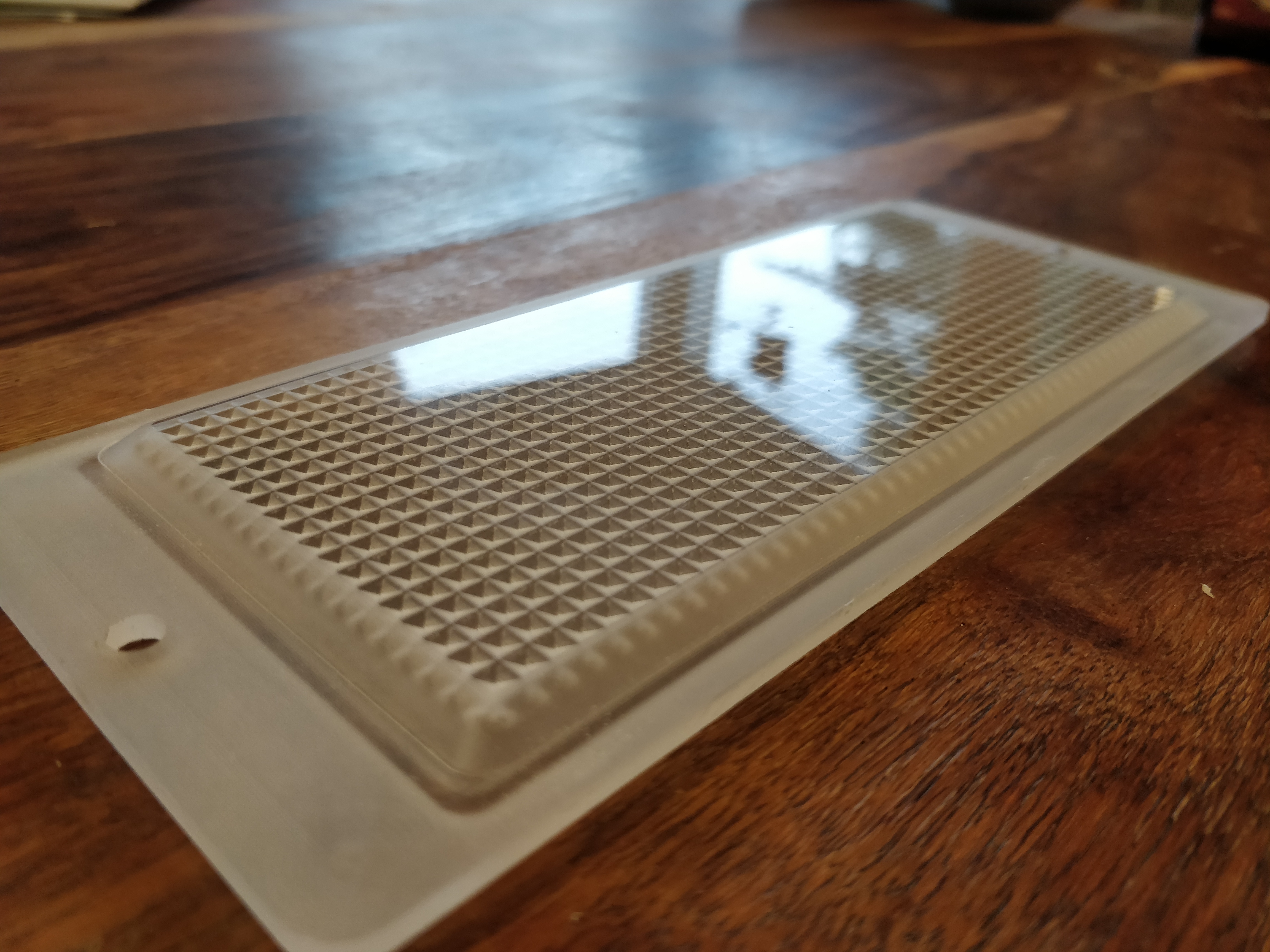
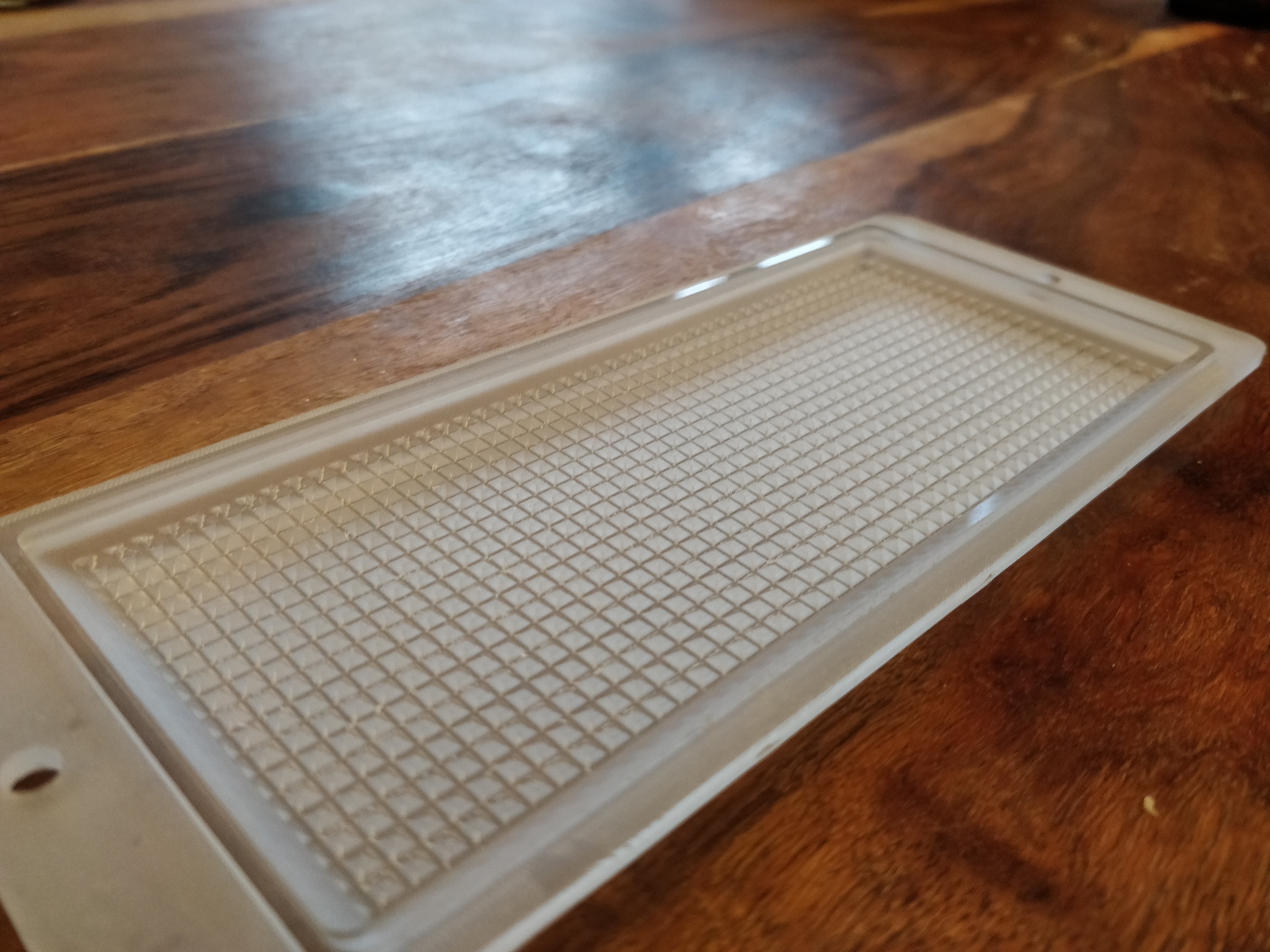
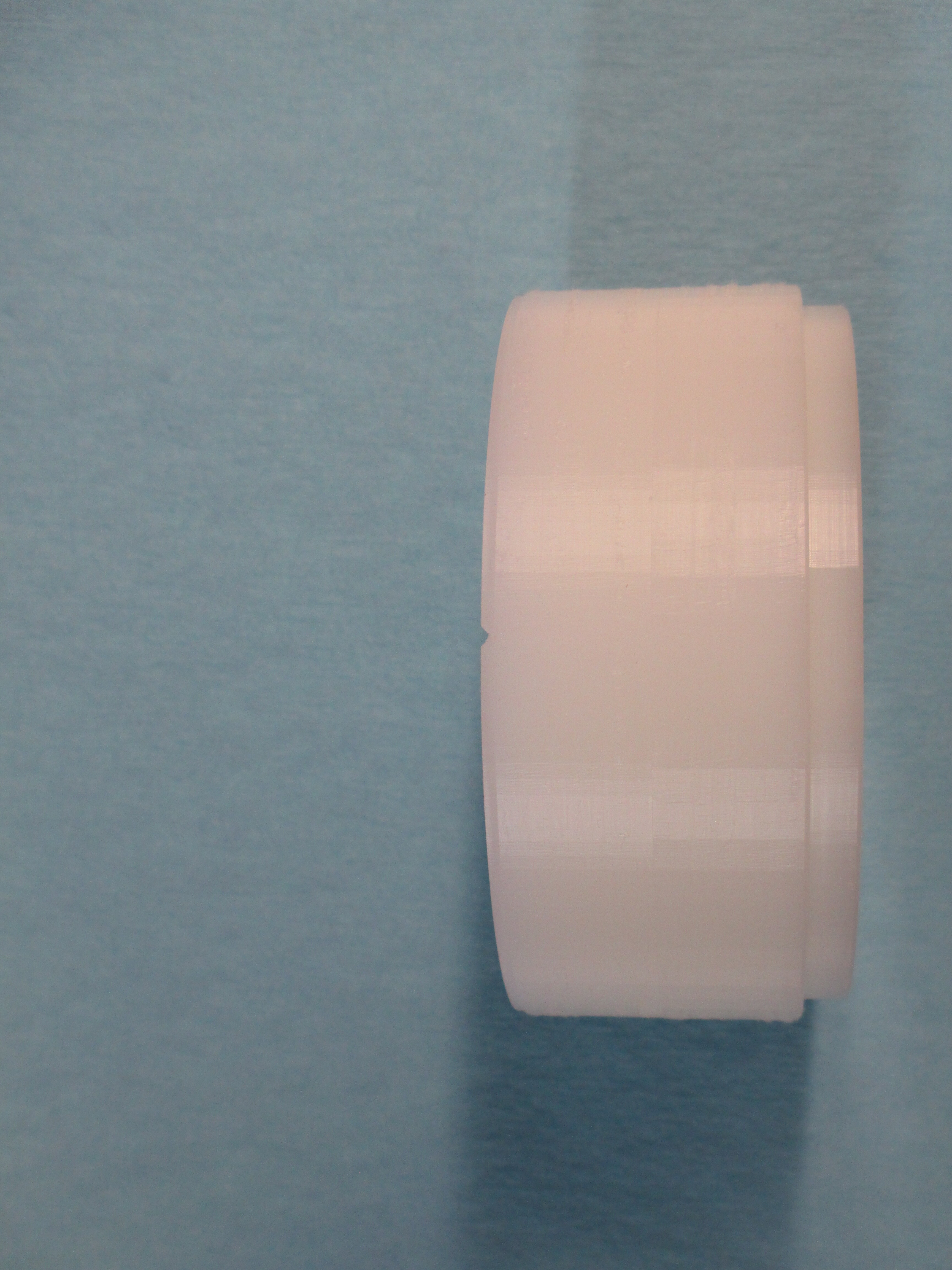
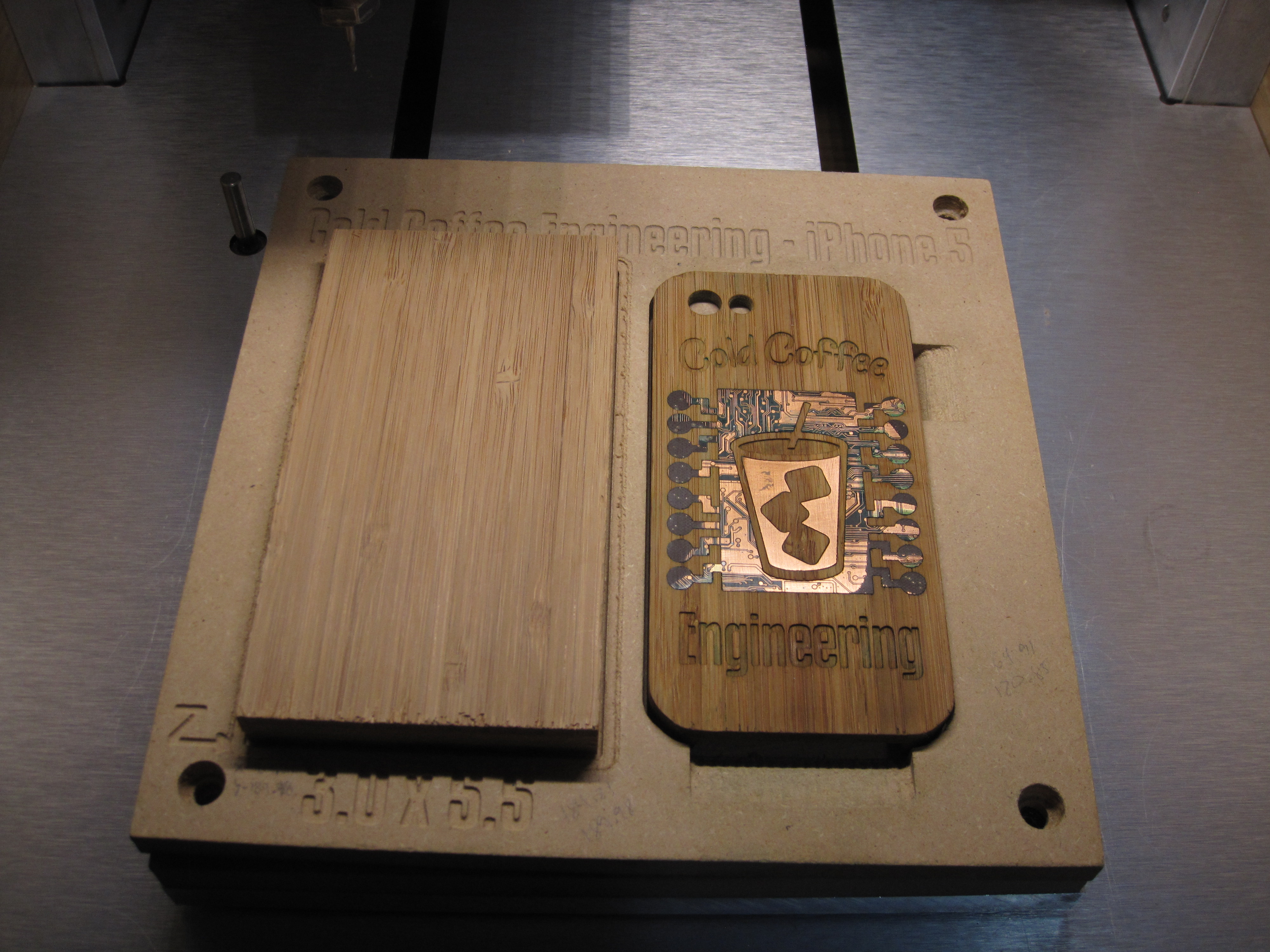
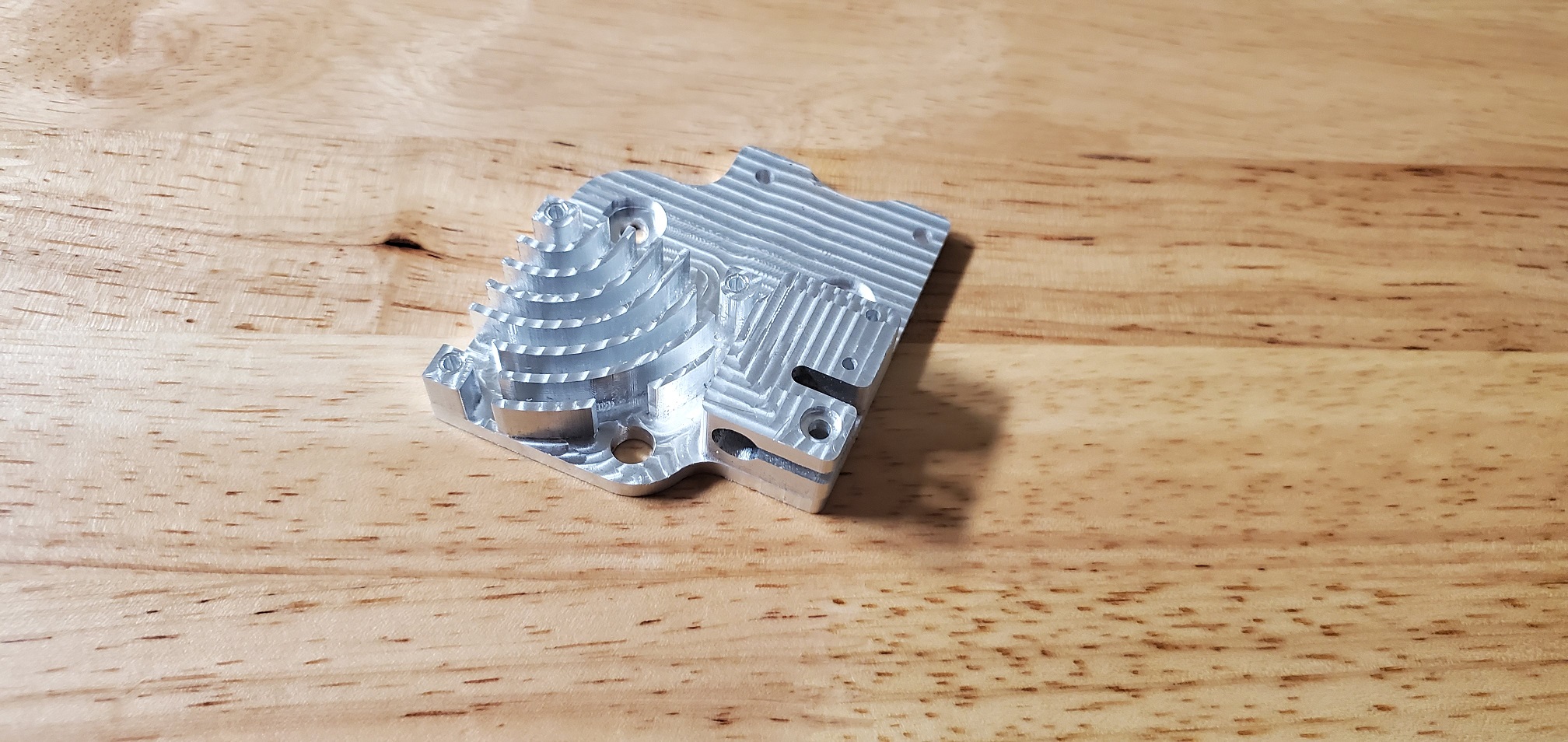
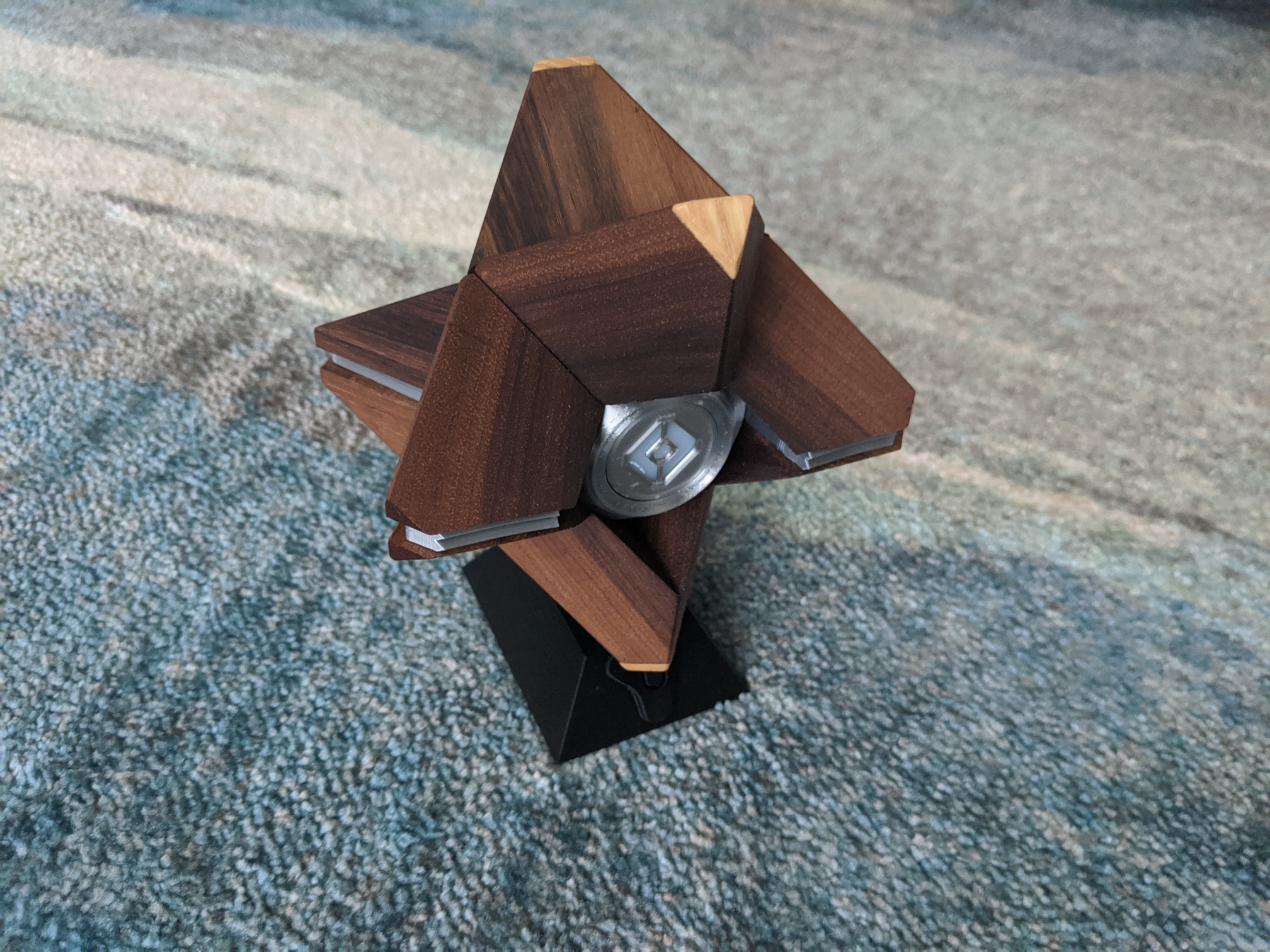
The product:
The top is dead flat though there is shadowing of the tool path. There is flat patterning due to the interpolation, but the size of the flats relative to the size of the part (100mm-ish) looks large, but the max error is less than 0.02mm on the round surfaces.
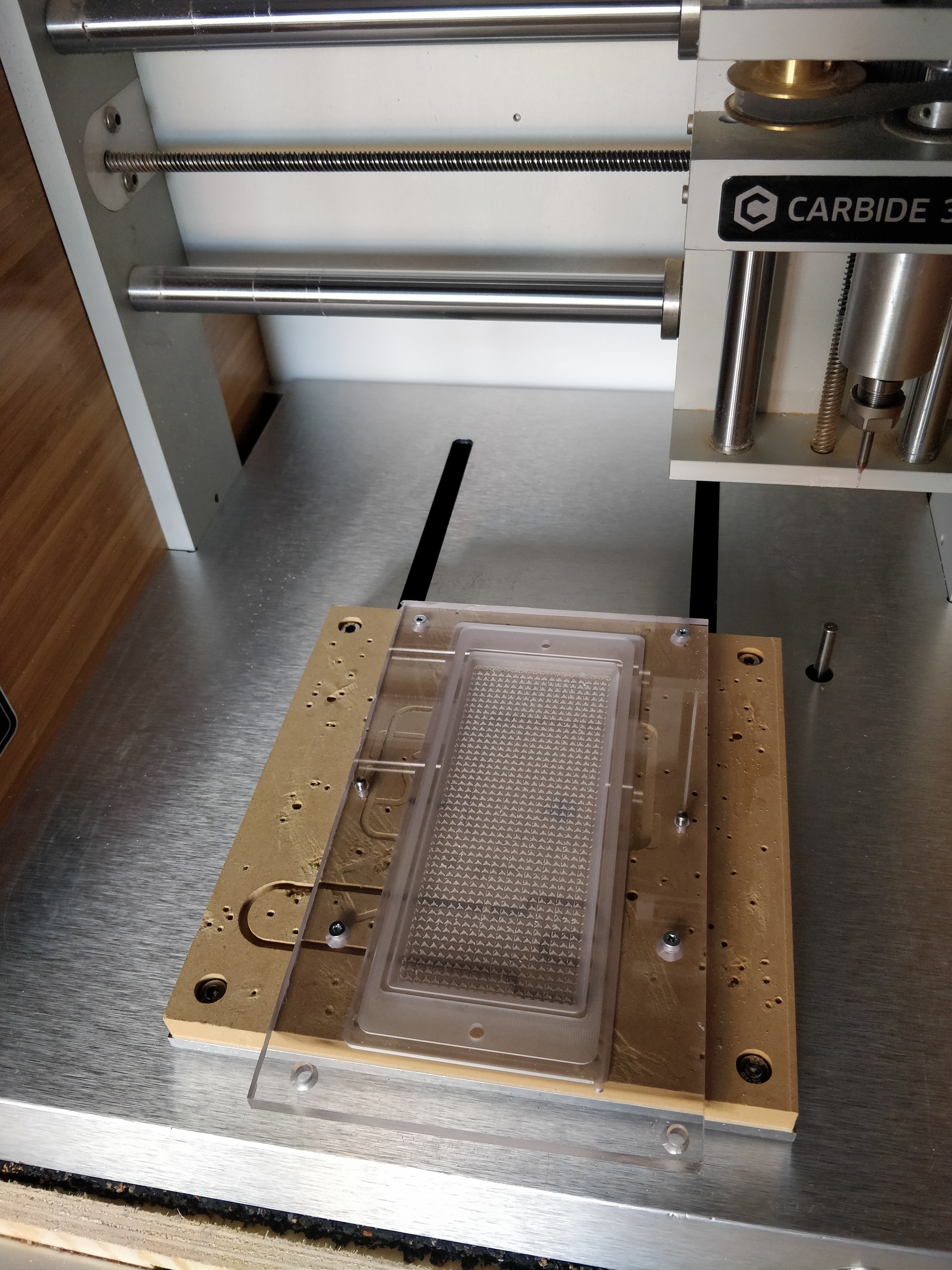
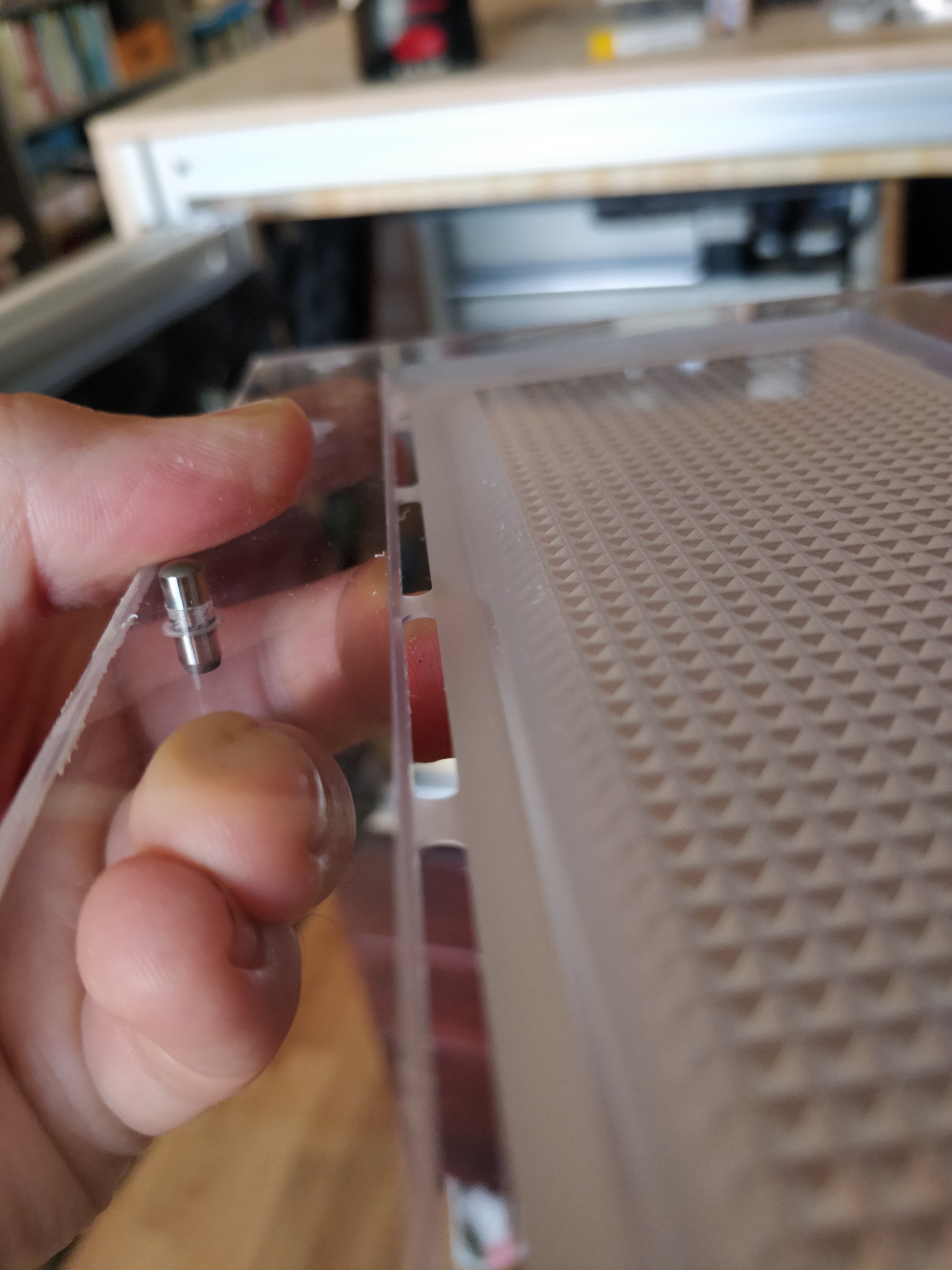
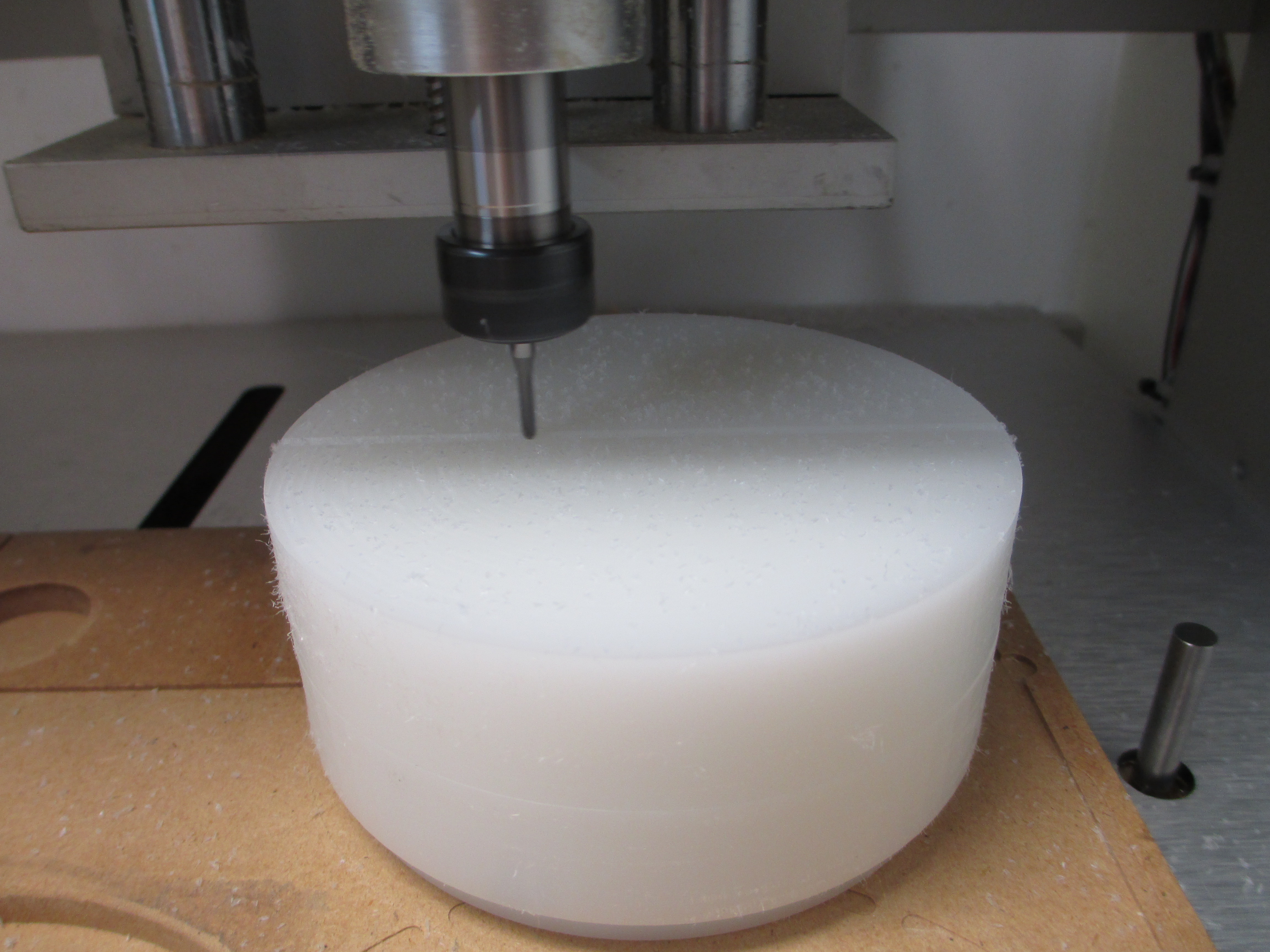
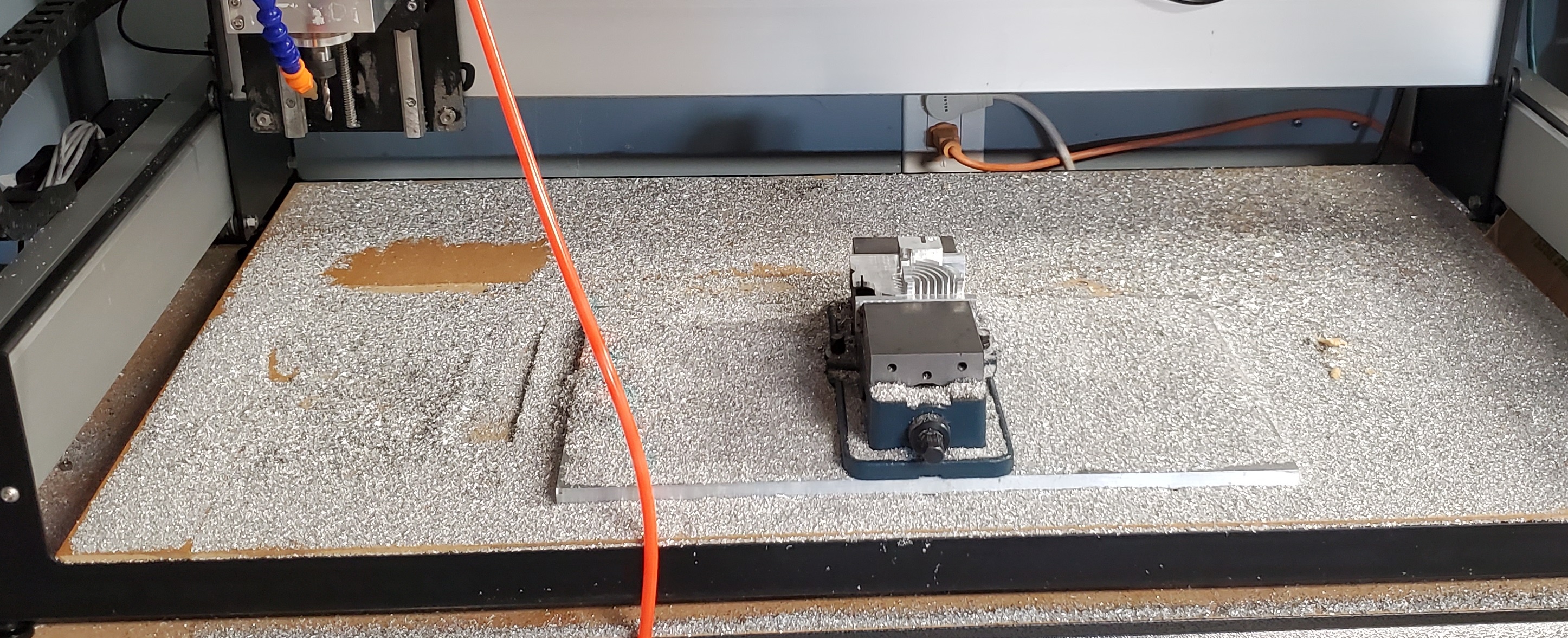
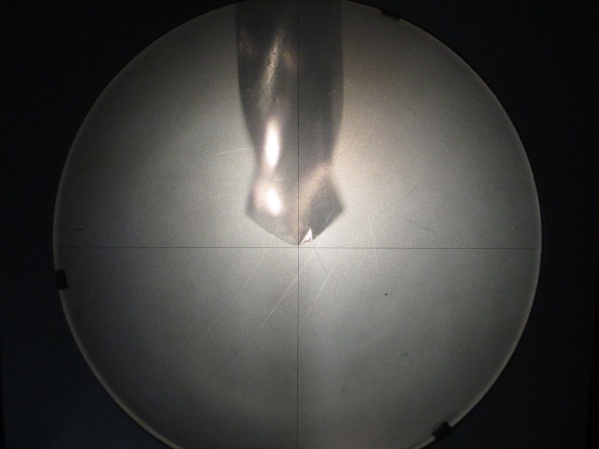
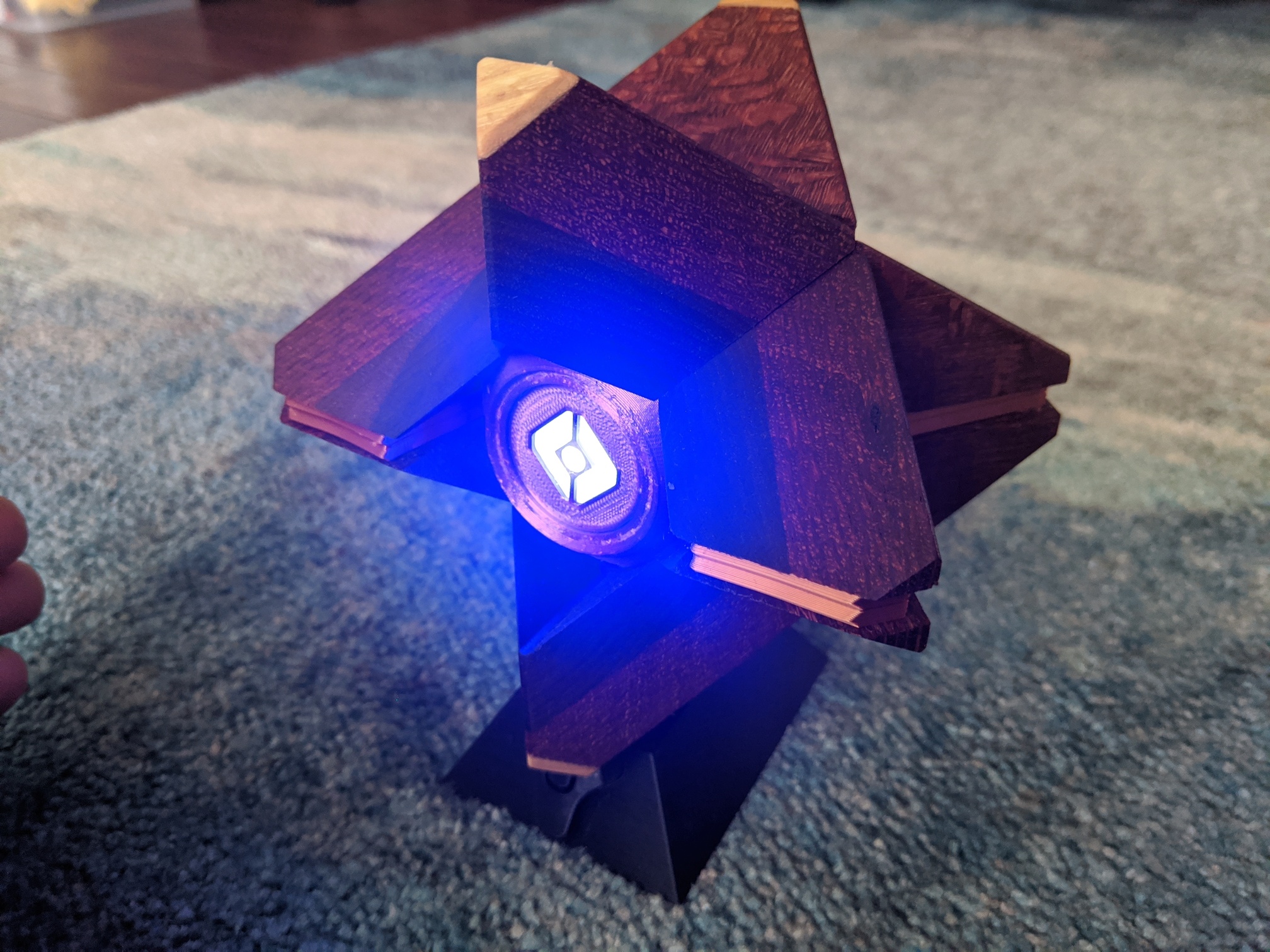
Setup on the machine with a tool for inspection (a 135deg split point drill. Done several hundred holes in T-11 chrome-moly material, looking at condition. Tough to photograph, as the HDPE is SO bright when the illumination is on):


The models and setup sheets (inventor) for those interested:
riser2-with-cam.zip (2.3 MB)
riser2-with-cam-setups.zip (2.1 MB)




















 . Best of luck to everyone and its awesome to see the entries already coming in!
. Best of luck to everyone and its awesome to see the entries already coming in!