I’ve looked at a couple of threads about finding a quiet air compressor for cooling and chip clearing. I’ll mostly be milling 6061 T6 on my Shapeoko Pro.
From what I’ve read, I need a decent quality compressor rather than and airbrush or aquarium pump for running longer jobs, as the smaller ones get quite hot after a while.
It is a bit pricey but I’d rather spend more money on something that works well then something id have to end up replacing, but If I could save some money that be great too.
I know it’ll be plenty for mist cooling, but would it be good for chip clearing while misting? I’ll be using it with a generic mister from Amazon with a isopropanol and water mixture.
Sorry if the answers to my questions are really obvious, I’m, still pretty new to the world of CNC
Thank you!
Don’t want to disturb the flow here but aquarium air pumps are pretty much designed to run 24/7. I run a 35W aquarium pump on multi-hour aluminum jobs and while it is warm to the touch it is nowhere near skin burningly hot. Puts out enough air the clear the chips from the cutting area but not send them into outer space (or into the deeper mechanical parts of the CnC)
I actually started with a compressor I already have but it is hammeringly loud and while can reach high pressures it does not keep up with the required airflow.
I haven’t tried misting and I suspect a proper compressor is required to do that effectively.
So YMMV - If your needs are higher pressure and you want to regulate/mist the industrial air compressor is likely the way to go.
The aquarium pump not running too hot makes me want to reconsider. The one I’m looking at also says I can run liquid cooling, so maybe I can run it through the coolant pump provided with the HDM. But my main concern is wether or not it’s a high enough PSI for misting. From looking online, misters go from 20-90 psi. Maybe an good sized aquarium is enough to power one?
My only other concern is that the California air tools compressor only one gallon, while my extremely loud pancake one is 6 gallons. Both of them have duty cycles of 70/30. That should be enough to run a cnc right?
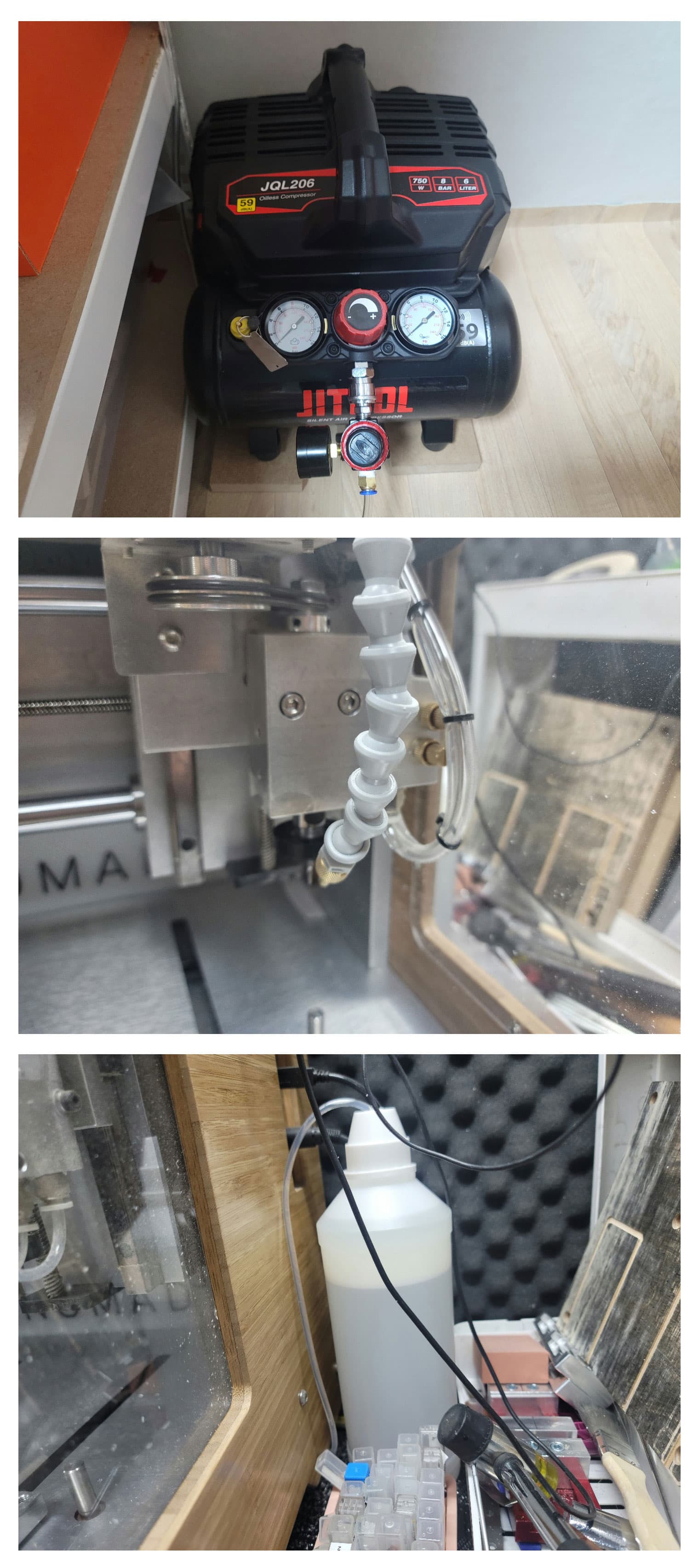
It looks like he’s feeding coolant through a hypodermic syringe needle, giving him a nice and steady flow in to the air pump. Looks to clear chips well too .Video says he’s using 125 liters per min pump, which is a really really high flow. Aquarium pumps go to 111 liters per min on Amazon, but he says he should have gotten to 250 mpl one. Maybe Im not digging deep enough?
FWIW, and you may already have seen it, but here’s a thread where I had similar questions,
As I am in Europe I don’t have (affordable) access to the fancy CAT compressors, I got a local model that seemed equivalent but it was still way louder than I liked. After trying a few things I ended up settling for an airbrush compressor, and have been happy with it (it’s mentioned in the thread). For moderately aggressive metal cuts it works perfectly, and even though it’s not supposed to be operated for multiple hours on end, it has not died on me yet.
I use a 1HP air compressor and when processing aluminum, I spray a very small amount of water-soluble cutting oil mixed with water with mist.
There is quite a big difference from processing without using a mist.
It prevents the material and end mill from getting hot and the processing surface becomes cleaner.
There is a 45W aquarium pump, but I just bought a 1HP compressor separately and am using it.
Does that compressor run constantly? The tank is quite small. I machined a 30x16” aluminum jig plate with an air setup (40gallon compressor) and it kicked on more than I expected it to. Thinking a 5/10gallon tank would run very frequently.
Would anybody care to share links of their preferred aquarium pumps?
I was thinking of the airbrush compressor idea, and I think its another good option, being much cheaper plus I get an aibrush that I’ve been wanting to get.
Does it produce enough air/pressure to clear the chips on all cuts? I know you’ve had a pretty good experience with it but was it ever underpowered enough where a larger compressor would have been better?
Is the noise enough to be really bothersome? I have a pancake compressor and it’s louder than a car engine. Anything quieter is good but if I can get something that’s really quiet, that’d be really nice.
Also did you ever get the misting setup to work?
Thanks!
For most cuts it does, but it won’t work great for the most challenging ones (e.g. slotting deep)
I’ve always wanted to try a combination of an air blast aimed at the tip of the endmill PLUS a dust shoe, but never got around to designing a dust shoe that allows it.
A larger compressor will always be “better”, but that’s the difference between “good enough” and “better”: sometimes it matters, but often it doesn’t.
That’s really a subjective thing. If you have a separate workshop where you use a variety of power tools anyway, and possibly a dust collector, then the noise of a real compressor won’t matter much. Me, I started using a Shapeoko in my tiny garage, with a thin door to the rest of the house: every bit of noise reduction I could get was required at the time to optimize the WAF
No, I always stuck with the air blast (just because it works good enough for the occasional aluminium work I do)
Something to consider: do you only need chip clearing (moving chips out of the path of the endmill before it cuts) or do you need chip evacuation (moving chips out of the endmill as it cuts)?
For clearing, unless your chips are huge, a gentle blow from a fan can be all you need, so something like an aquarium pump works fine.
For evacuation, you need high-pressure air.
You probably want chip evacuation and a high-pressure high-flow compressor if you intend to do a lot of deep slotting or boring, or if you want to use multi-flute endmills. Otherwise chip clearing is enough.
Speaking as someone obsessed with silence, how quiet you perceive the compressor to be will depend a bit on your environment. I have a “silent” compressor (40dBA) but a very small room, so it still sounds quite loud and can be heard from the next room.
If you have a larger space like a garage or workshop, the same compressor may sound a lot quieter, because the noise isn’t all being bounced around until it ends up in your ears.
I think I’ll only be doing chip clearing. For the occasional deep cut I think I can put up with my noisy pancake compressor and sit there and manually clear the chips
I do want to run a mist cooling setup though, and it looks like I need a relatively high PSI for that. I think I can get away with using the smaller California air tools 1 gallon compressor, but I don’t know if it will overheat compared to the larger 8 gallon one.
Kind of a separate question, but would it be wise to add a PC fan to facilitate airflow inside the enclosure?
I’ll be using 70% ethanol in the mister as cooling/lubricant. I know there’s a very low chance of fire or sparking due to aluminum being non ferrous, but would vapor buildup be an issue? I’m currently building a full enclosure for the HDM
It might be more important to have a slow extract from the enclosure to outside or a system capable of removing the ethanol vapour. It is known to cause side effects in humans and can be contra-indicated with operating machinery…
I was thinking of having a pc fan pull air from the enclosure to the garage, or have a duct hose that leads to the outside. The only problem is I don’t really have a big hole somewhere. Maybe I can 3d print a flat funnel adapter so that I can stick the end through the gap of the garage door?
If using ethanol make sure to vent outside and have a extinguisher on hand. Aluminum doesn’t spark but you might clip a bolt, vise jaw, or have some sort of static discharge that can possibly ignite the ethanol.
If you can get your mister to spray very lightly another option might be Coollube 2210AL or Maglube LD-300L but it’s expensive and meant to be applied by a MQL system that uses very little fluid per hour.
Supposedly around 300hrs of misting per gallon. I had great results with the Maglube system on a friends 24r milling aluminum.
I traded Cad Cam work for a Unist Coollube Jr for my HDM that will see it’s first aluminum cuts this weekend but it was not cheap and my 2hp 2 piston compressor sounds like a Huey thumping in the garage.
I bet the large hydroponics air pump with the needle fluid feed could be modified and setup with multiple nozzles that mist from both sides and would be a much more affordable and sound friendly option.
The maglube looks like a good option, being the main reason I’m going for ethanol is for it’s residue free properties. But at 300 dollars per gallon it is quite pricey. One dollar per hour doesn’t sound too bad but I doubt id be able to get a nice mist flow for a bit with a cheap amazon mister.
For venting I’m probably going to use one 90cfm intake fan and one 90cfm outtake fan vented outdoors, that should get rid of any fumes inside the enclosure.
I use an airbrush compressor with a mister for cutting aluminum. This is the compressor I use: https://smile.amazon.com/gp/product/B01M33C8MV
Although it was $63 at the time I got it 4 years ago and not $95 like now. It does get pretty warm, and it does run continuously - But it does a great job. I do use a dust shoe so I don’t need a big blast of air to move the chips out of the way - that is mostly done by the vacuum.
This is the mister I use. https://smile.amazon.com/gp/product/B071DXGGP4/ Again it is pretty cheap but it does the job. One was busted from being hamfisted with the adjustment screws. But bought the same thing again.
With a dust shoe I often don’t use the compressor & mister when cutting aluminum. (And my Shapeoko is mostly for cutting aluminum for my robotics kids) Just a single flute bit and away we go. I do have a small squirt bottle of alcohol that I’ll spray on the surface if it is a longer cut or there are a lot of features in a small area.
As for the alcohol being flammable - yes alcohol is flammable in quantity. However with my setup I have tried igniting it with a torch and I can’t get it to happen. When sprayed on the aluminum there is so little and it evaporates so quickly that the concentration is to low to sustain a flame. Especially when using a dust shoe - the volume of air is so high that the alcohol is just thinned out too much.