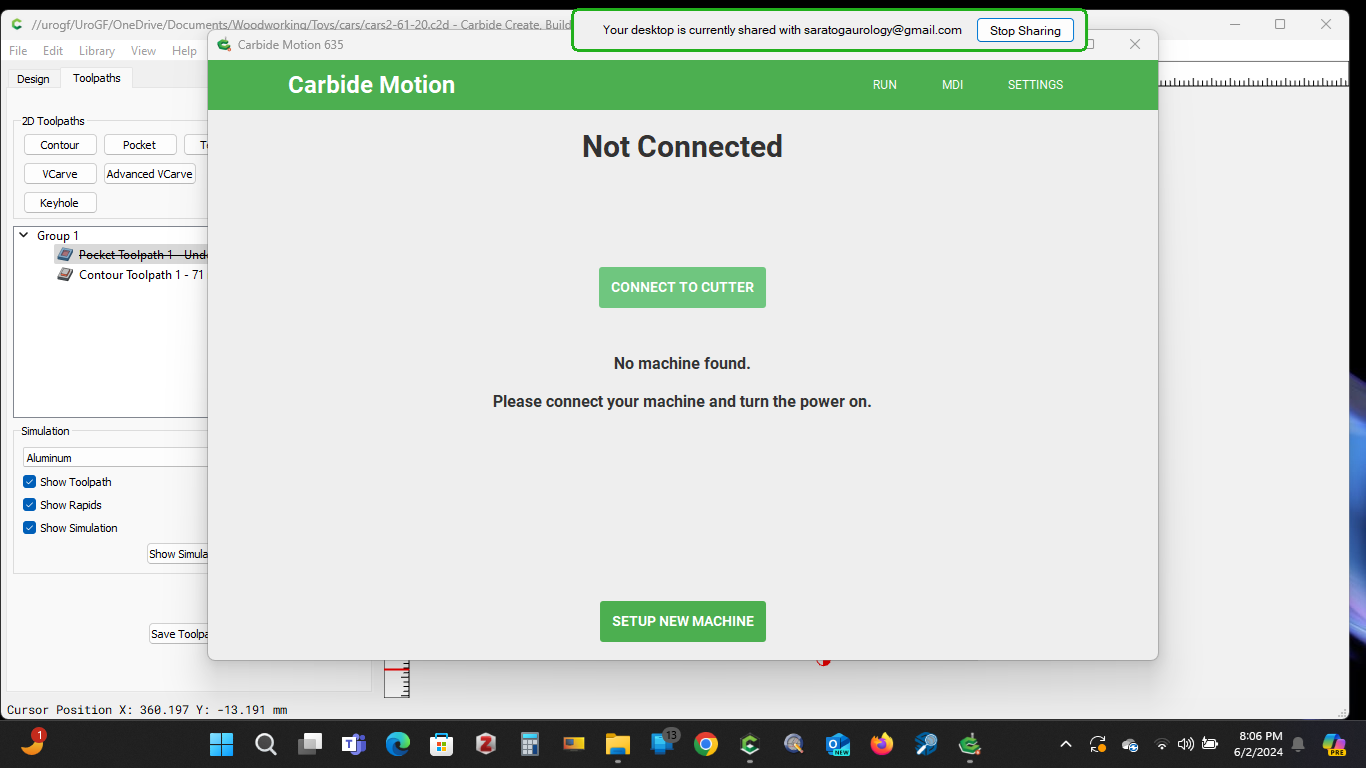
“not connected”! Again!
Some weeks ago that error happened more and more often. I bought a new controller, replaced it, and after I could cut some few pieces that error happened - again! In the middle of a project. With the controller replaced the zero settings are gone, so the Applewood stock is wasted - again, that is not really cheap.
Shaepoko: get your quality ducks in the row!!!
I only can warn customers: beware of that company.
First some years ago I had a CNC from Inventables, internet needed always, was an issue here upstate. But run for a while, long enough that the router brushes broke. Then the machine gets stuck, stock and bit - broken. Ok, learned the lesson. For the issue with the internet connection I switched over to Carbide3d.
Went well for a while.
Then -still with a makita-router- the router got stuck. Again not always, once in a while. Destroyed stock and bits. A lot. Eventually I could locate it to a z-zero-switch. Customer service sent a new one. Did not repair the problem. Now they sent a controller Again exactly the same. Now they sent a complete set of zero-switches. So far several weeks for waiting for shippings (almost a week for each part) and for endless repairs. At the end with a new controller and a new set of zero switches: the z-zero-switch was broken, AND! the z-zero-switch replacement also was defective! Who would ever think of that!
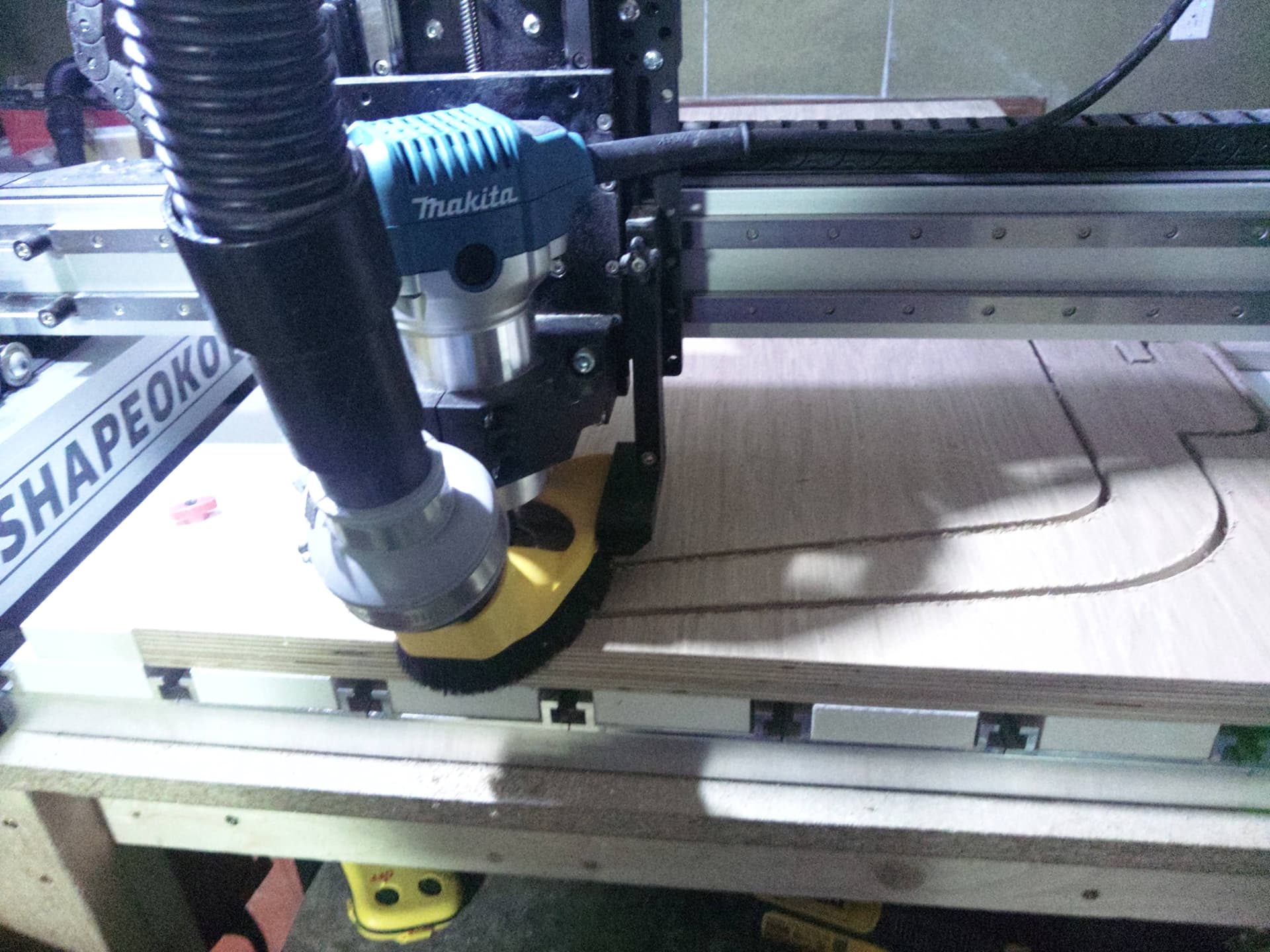
Now the brush of the old Makita-router was due, but I changed to the router that came with the shaepoko-machine. Few hours later that stopped working, again!!! stock and bit broken. A was furious, you can imagine. Warranty was not so much the issue, but the repair with the cable carrier is a very contemplative work, unproductive and embarrassing. I had some experience now after several times replacing the zero-switches. Temporarily I used the Makita-router again, because I decided to get a brushless spindle, the VFD-spindle, expensive, but expected to be bought for eternity and beyond. Shapeoko was kidding me! The spindle did not rotate. Of course I thought something must have been wrong with my settings, some contacts with Shapoko: nope. They replaced the spindle, that thing kame broken already! Now, several weeks of trying and waiting for replacement and again back and forth cable carrier work that thing eventually worked like a charm.
Not for long.
Because now there appeared an error that was new: in the middle of a project
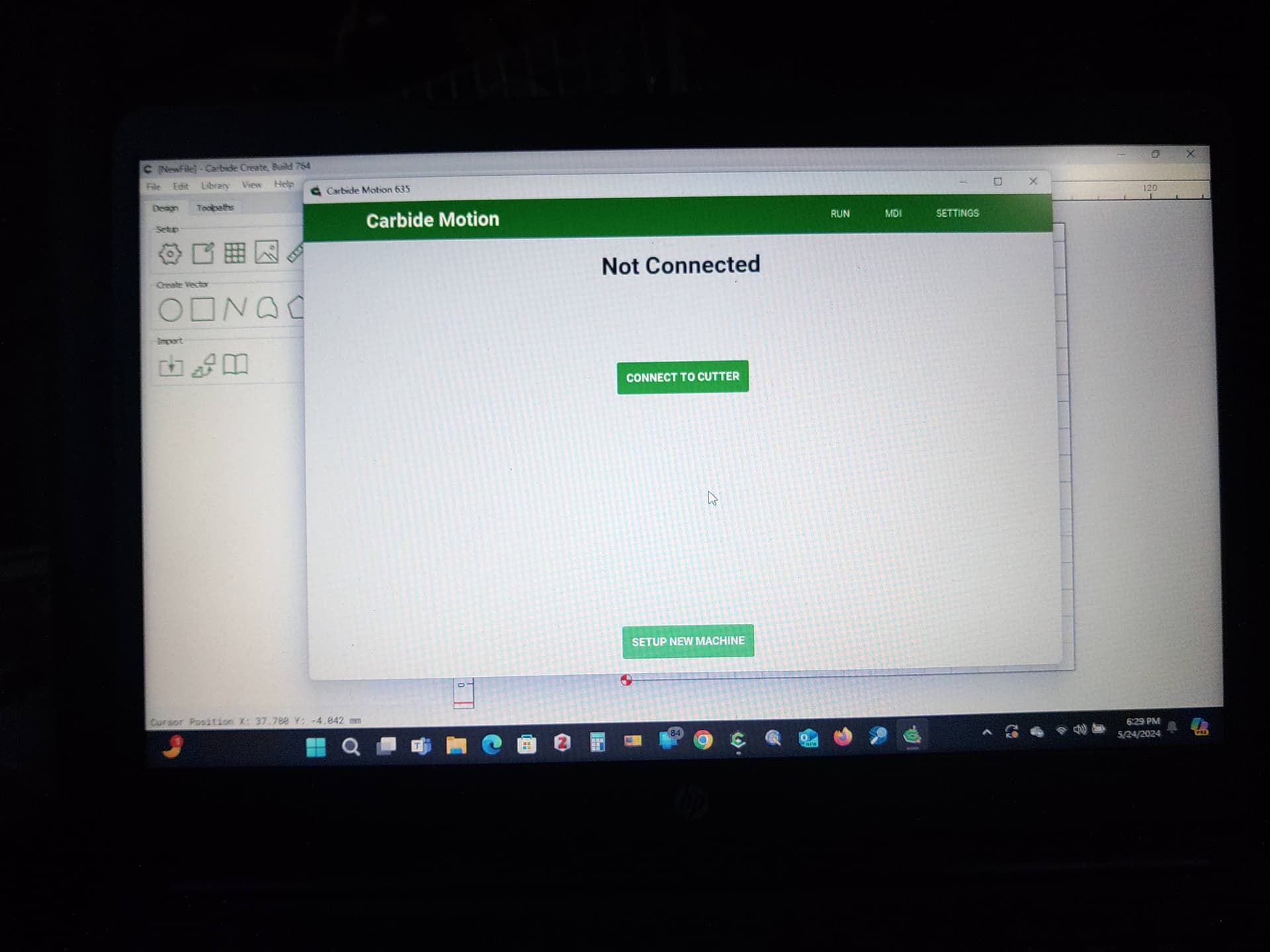
so the connection to the controller was lost, means the CNC stops in the middle of a project, bit running. Happened more and more often, again not always consistently, so I had to re-start projects all over more and more. However since the controller board was relatively new, I replaced the laptop with a brand new one and of course the cable to: same. I asked customer service, recommended to buy a new controller, what I did, another week wait, another night changing the controller, and few pieces cold be cut.
That error also happened to another user, as may be seen somewhere here in the forum, so it is NOT new or unique to Shapeoko!
Now all the sudden the spindle showed a wiered behaviour: it just did not rotate faster than 10.000, at 14.000 it just stopped, after the breaker of the power plug went off. So I contacted customer service again, they asked me to send the VFD controller to Shapeoko. Again nice cable carrier work, sent it back some 2 weeks ago, no response so far for now from Shapeoko.
Today now again the screen with “no connection” appeared in the middle of a project, after very few minutes, several times after re-start, always the controller has to be switched off and on again, so it must be clearly the controller, what else.
Of course I will get another controller, is warranty now, from Shapeoko: another week to wait, another unproductive night changing that thing. When I change the controller all zero-adjustments are gone again, that means also that stock -Appleply- is wasted again. And: how long until the same happens again…
So: the Shapeoko-hardware is crap, except the frame. Everything else is not worth the money. I am really fortunate that I do not need to earn money with that kind of quality: I would be completely broke.
I do not know how to proceed. I completely lost any kind of confidence, because immediately after one thing is barely fixed the next one stops my workflow again. TERRIBLE! I am really furious and absolutely pissed. That item is a nice decoration for the ambitious woodworker that proudly walks visitors through his/her shop, but never for any productive work.