Has anyone tried full depth of cut toolpaths in aluminum? How deep have you gone?
I think I was a little too ambitious with my 3/8" 6061 aluminum…
Has anyone tried full depth of cut toolpaths in aluminum? How deep have you gone?
I think I was a little too ambitious with my 3/8" 6061 aluminum…
Folks have done this with suitable tooling and feeds and speeds using adaptive/trochoidal toolpaths after ramping in (or entering the material from the side).
See:
and try searching for “adaptive” and/or “trochoidal”.
I tried a helix entry with an adaptive toolpath and .001" optimal load. However, my 201Z ground to a halt as soon as it started the full depth trochoidal toolpath (after the helix ramp in).
Did you mean chipload ? (0.001" being the golden value for aluminium). For optimal load (i.e. stepover) something like 0.01" or higher would be more like it.
For what was one of my first aluminium jobs I remember cutting full depth 0.4" stock (so a bit more than 3/8") using an adaptive toolpath, for the fun of making those long chips:

but the pros here have proved that using a lower DOC and more aggressive feeds and speeds is more efficient on a Shapeoko in most cases.
Share your full feeds and speeds and setup (air blast ? lubrication ?) to troubleshoot what may have happened ?
You are correct. I meant to say chipload. And it was actually .0015" now that I look back on it. My optimal load was .02".
I was trying to do adaptive slotting like in this NYC CNC video: https://www.youtube.com/watch?v=4SusSMezMUw&ab_channel=NYCCNC
Here are my feeds, speeds, and setup.
I definitely could have used better chip clearing.
I reduced the DOC from .375" to .1" and got excellent results. However, I would still like to get a full DOC just so I understand how to.
To try next time:
For lubrication, do I just add a drop where the endmill first enters the stock, or should I be adding lubrication throughout the cut?
Yes, for deep cuts that would be recommended. I’m sorry in advance if this leads you into yet another rabbit hole ![]()
I would try the air blast approach first as it’s less messy, but this is personal preference. If you go the lubrication way, I see folks using either their air blast setup to inject a small amount of [something for lubrication, oil or water+alcohol mix] in the airflow, or a drip (and here I again find myself linking to @RichCournoyer famous WD40 drip system)
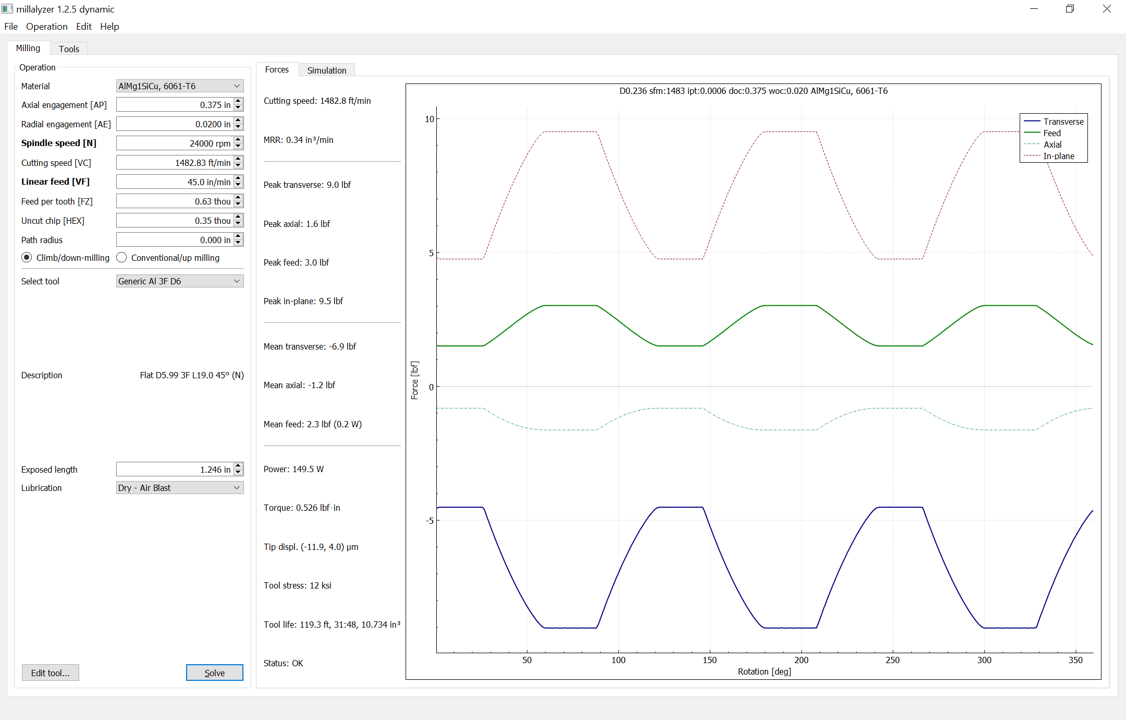
Assuming that the endmill geometry is similar to Millalyzer’s “Generic 3F 6mm Al cutter”, here’s what Millalyzer predicts for your cuts.
If you’re climb milling, it predicts that you could increase your speed to 24000 RPM to reduce your cutting forces while maintaining an adequate “chipload” (0.63 mil per tooth and 0.35 mil max chip thickness) at that 45 IPM.
Interesting. I’ve so far only set my RPM based on noise level, since feedrate can be adjusted to maintain the same chipload. I’ve never considered other impacts of different RPMs.
Can you elaborate more on this higher RPM = lower cutting forces? Is it because there is more angular momentum in the endmill and thus more cutting force?
From an electronics point of view, I thought motors have less torque (and thus less cutting force) at higher RPMs.
Spindle noise, cutting noise, or both? Do you have a water, air, or electric fan cooled spindle?
Material removal rate drives cutting power requirements. Cutting power is the product of cutting torque and speed (RPM) and cutting forces are proportional to cutting torque. That’s my likely overly simplistic understanding, but @spargeltarzan knows far more about it than me. ![]()
HF Spindles have essentially constant torque to their rated RPMs (usually the rated maximum RPM). Available HF spindle power is highest at the rated RPM and is inversely proportional to RPM below that.
Actually, I now have a water-cooled spindle, but I still use lower RPMs out of habit. I guess I’ll do some tests at a higher RPM as well.
Many seem happy about the speed increase from 10000 to 24000 RPM on the new Nomad.
Increasing RPM while maintaining chip thickness gives you higher material removal rate at about the same forces. If, on the other hand, you’d increase RPM and maintain feed rate, then of course chip thickness drops. That will, to first order, also reduce forces, but only as long as there still is a chip being formed - hence the common rule-of-thumb of 0.025 mm minimum chipload. The more the chip thickness approaches the edge radius of the tool (3 - 20 µm), the more the tool is ploughing and rubbing instead of shearing chips off.
In slightly more rigid machines, you would usually aim for a certain target cutting speed; for dry cutting wrought aluminium alloys, that’s somewhere in the 400 - 600 m/min range (much higher with flood cooling). From there, a higher feed is chosen instead of further RPM increase, because the second-order (weaker) effect is a reduction in specific cutting forces (and an increase in tool life) with increased chip thickness, i.e. the mechanical energy expended to turn a volume of aluminium into chips goes down somewhat with increasing chip thickness.
For a shapeoko, the issue with large depth of cut is more that the low rigidity force you to limit radial engagement to rather small values of ae/D, where the chip thinning effect drops the chip thickness into rubbing territory. Single-flutes can help with that. My standard SO3 can manage 7 mm ap, 0.3mm ae with a (sharp!) 6 mm single-flute at RPM 25 000 and feed 1800 mm/min. I must admit it is rather noisy though, and the finish looks better at 1400 mm/min.
So that rule-of thumb applies to Millalyzer’s chip thickness “Uncut chip [Hex]” rather than “Feed per tooth [FZ]”?
Nice that Millalyzer makes it easy to enter and view things in both metric and Imperial units! ![]()
Apparently a standard Shapeoko (what size?) friendly 5 lbf peak force and a likely unmeasurable 33 Watts of cutting power!
Yep, I was doing much the same thing when I upgraded from my noisy AMB Kress router to a 2.2kW water cooled, much to GMack’s exasperation at my slow and unadventurous progress ![]()
I did finally start to turn up the speed which yielded some benefits so long as I avoided the pitfalls gmack and spargeltarzan point out.
If by ‘based on noise level’ you mean you’re adjusting the RPM to keep the machine out of noisy resonance modes where that particular cutting speed sets up a large resonant vibration in the machine / cutter / workpiece and making relatively small changes in RPM quietens everything down then that’s most likely a good thing to do. There’s professional equipment for big mills that finds these resonances and then plots fancy graphs of what speeds to use to avoid them. I regularly twiddle the VFD RPM up and down to find a quiet spot near the calculated speed during a cut.
As you go faster you may well initially find that you get better performance or finish due to a few things going on, but beware the min chip thickness as going below that gets hot and melty quite quickly.
There’s an upper limit to cutting dry on the Shapeoko though which I started to find pushing a 3 flute 10mm at 24k RPM, it was taking metal off at an amazing rate and working great, until the entire workpiece unglued itself from the blue tape & superglue and was still too hot to touch 10 mins later. As spargeltarzan says, above a certain speed people use coolant and that’s there for a reason… Even when I upped the feed rate to get into sensible chip thickness territory the surface speed was still in the ‘needs coolant’ region and I was pouring quite a bit of isopropanol onto the workpiece to stop it heating up and coming unstuck. It probably wasn’t doing much for cutter lifetime either.
Yes, exactly.
Thanks! Now that I see that screenshot, should it be 0.044 hp instead of 33 W? ![]()
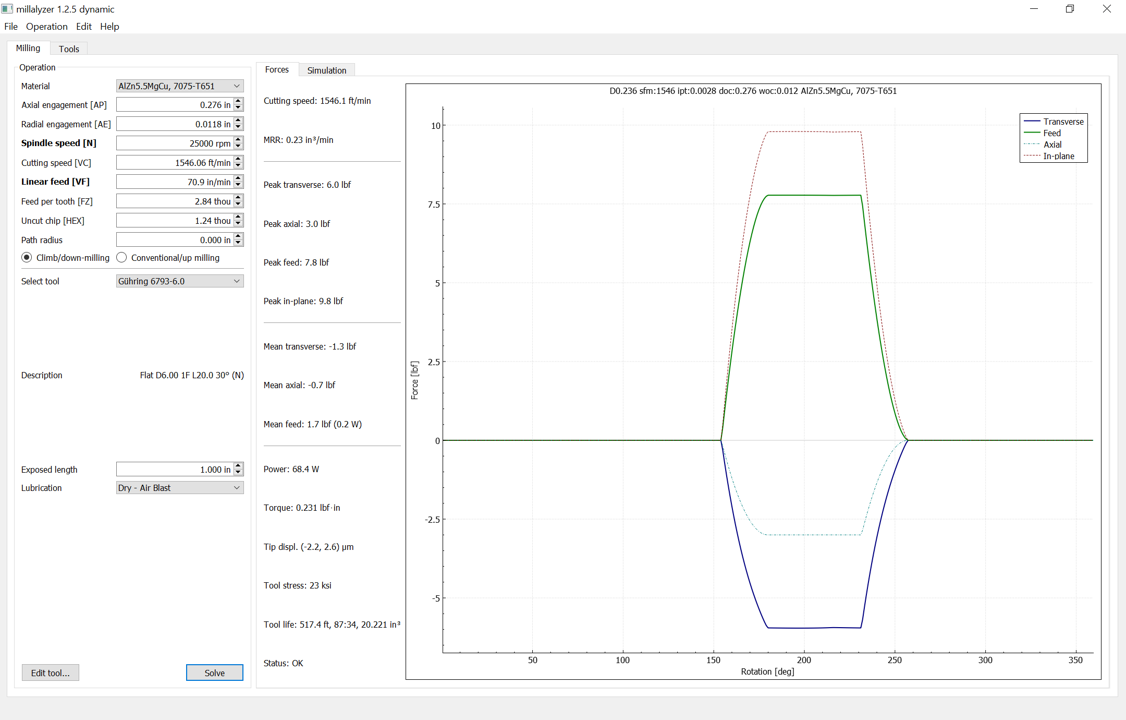
On a side note, it was 7075 that I prefer, and 1800 mm/min would be more like 70 ipm, but you are right, very low cutting forces.
Scary! Stock coming loose unexpectedly could become quite dangerous, actually. Good point!
Personally I prefer Watts - but maybe display both?
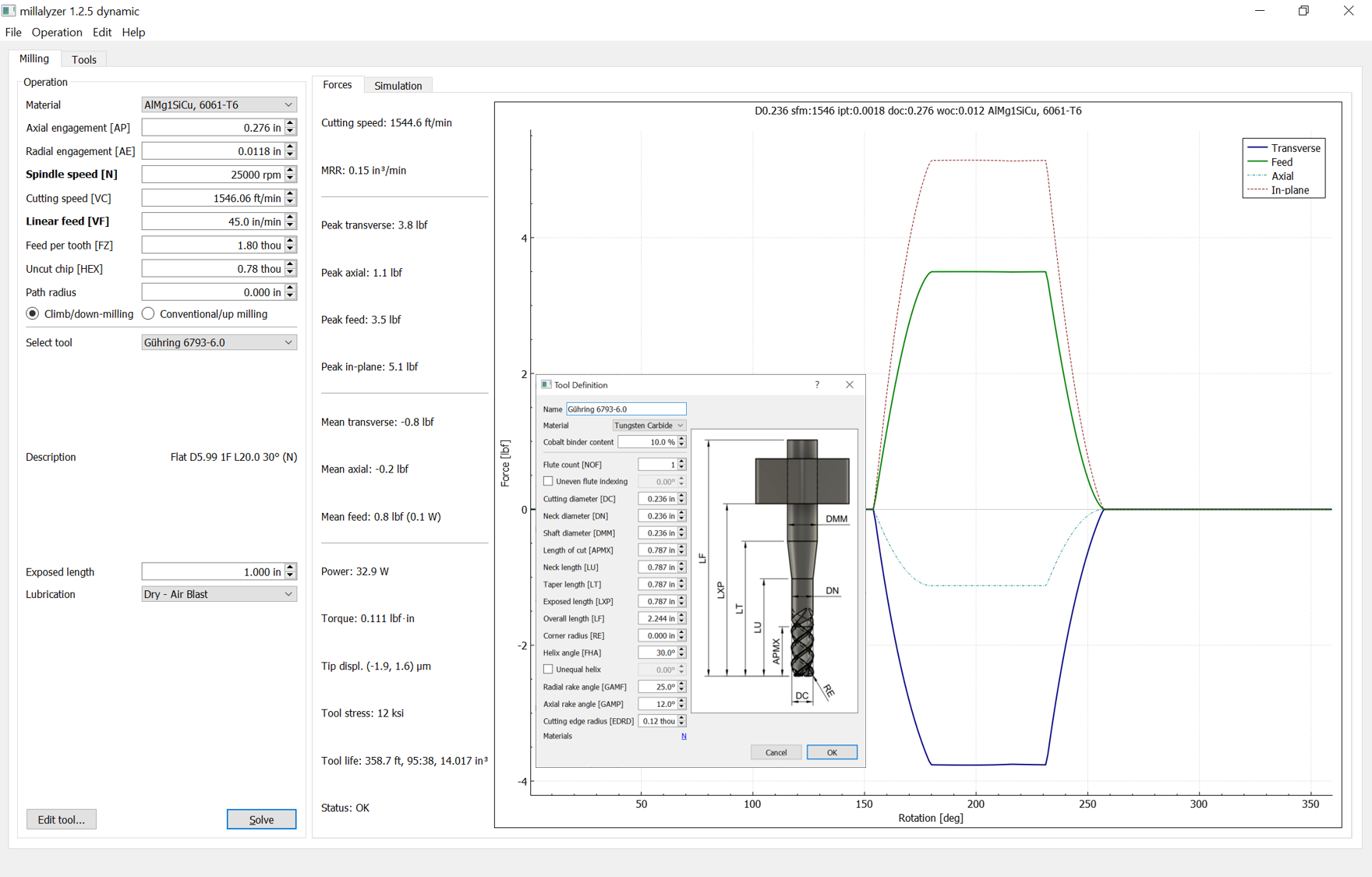
Thanks for catching that - here’s the fixed/updated version. Approximately twice the cutting force and power. Is the endmill close to what you used?
That’s a great idea. I’ll have to try that next time.