I bought these compression bits and am having troubles finding which settings to put into carbide create. I am cutting 1/4” mdf with them. Is this a good idea? I was using 2flute spiral upcut bits but wasnt getting a clean cut. It was suggested by me to try a compression bit, but all of the settings are for 2flute bits and this appears to be a single flute. I’m such a rookie! Help!
Looking at the pics on that Amazon listing those appear to be just single flute upcut cutters, but the title clearly says compression. Have you looked at the cutting ends and checked whether you have downcut & upcut on them? Hopefully it’s just bad listing pics.
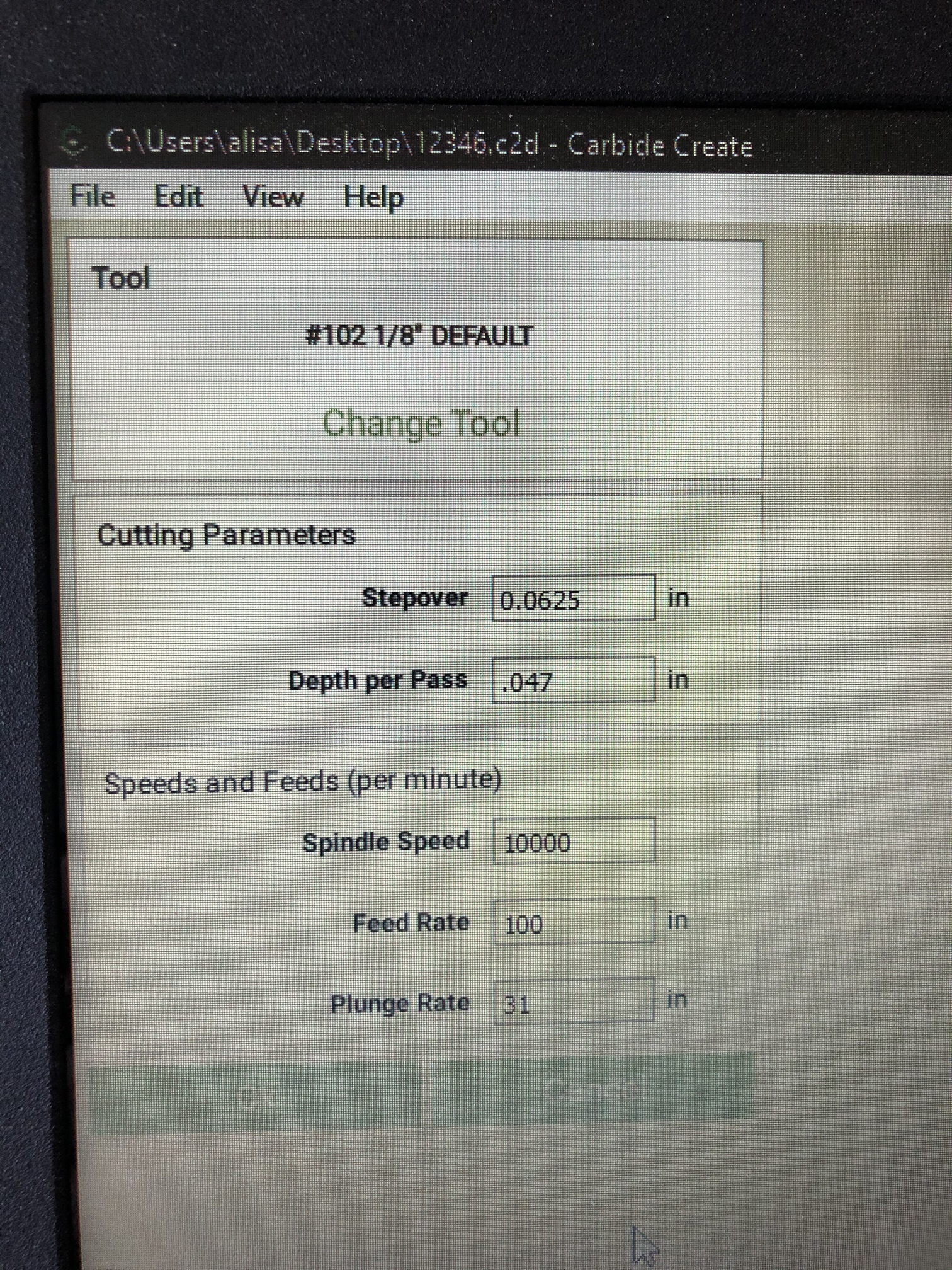
It looks (I’m not a Carbide Create user so limited ability to read those settings) like you’re cutting in about 1.1mm depth passes. What sort of a cut are you making, a full depth cut through just the width of the cutter?
Which parts of the cut are messy? Is it tearout on the top surface or are the cut walls messy? Or both?
In addition to Will’s links on understanding the feeds and speeds, here’s a thread about Baltic Birch ply which contains some relevant discussion about surface finish;
On this you can see that the majority of the cutter has a downward spiral to down-shear the wood fibres at the top surface and then the bottom 6mm reverses to an upward spiral which lets it up-shear the fibres on the bottom of the wood. This can only work when the bit is engaged deeper into the wood than the length of the upcut at the bottom though so they’re commonly used as a ‘finishing pass’ after doing the roughing out work.
You may well be able to go deeper with those bits in the first cut but whether you can go all the way through is another question. Remember that when you increase the depth of cut you need to reduce either the width of cut or the feed speed to keep the same cutter load. See the gitbook link in Will’s post for explanations of those.
I would not generally try to make the cut and finish in one pass, I do the rough cutting first at whatever feed rate and depth I can get away with, then I come back and take another 0.5mm or so off in a finishing pass, preferably at full depth. The exact numbers depend on the cutter and material but the basic idea of roughing out and then finishing at a much lighter cutting load are common.
I’m not sure how to do that in CC though so, CC users advice please?
Others can chime in too if they have better techniques, but from my experience with CC, you’d have to create an offset in the design and have independent tool paths for the rough pass and finish pass. There isn’t a window or setting for stock to leave or rest machining like F360.