I’m trying to learn more on CNC milling speeds and feeds, so I purchased GWizard machinist calculator. Most of the initial mill setup parameters I can find for the Nomad 3, such as:
Max spindle RPM: 24000
Min spindle RPM: 9000
Spindle Power: 0.13kw(is this value correct too?)
The one value I can’t find is the max feedrate (mm/min). Does anyone know the correct value I should be using for the Nomad 3?
As far as I know, GWizard has been pretty bad (at least in comparison to HSMAdvisor) when it comes to lower end machines like the Nomad. If you search around the forums I think you’ll find details on that.
When it comes to travel speed, I know the Nomad 883 has a max of 2500mm/min, so that could be a starting point.
I believe if you follow this guide, you’ll see the GRBL settings in the log, which include the feed rate limit.
And +1 to GWizard not being too great. None of the calculators really were for the 883 Pro, they assume a level of rigidity that it just doesn’t have.
For me, what worked was to follow the recommended chip load for the endmill, get the RPM as high as possible, use something like 70% radial engagement and then ramp axial engagement from there.
I also bought GWizard and was very disappointed with the results. I later learned about HSMAdvisor, which produces much more reasonable numbers and that’s what I intend to stick to.
I think Carbide3d should rethink whether promoting GWizard (and the whole “cnccookbook” franchise) is a good idea — using it leads to frustration and wasted money for Nomad users.
As for complete Nomad specs, this is not the first time this question has been asked, and I’ve been hunting for this information as well. I really wish there was a complete and authoritative Nomad 3 specs page with all the information about the machine.
Thanks for the link to that guide @Moded1952
It’s out of date based on the current version of Carbide Motion and there is no “Info” button in the interface, but I learned a different method. After the CM Log window is open, select from the top menu “MDI” and send value “$$”. This gave us the info we needed (at least from my machine, early production build):
$24=100.000 (Homing feed, mm/min)
$25=2000.000 (Homing seek, mm/min)
$26=25 (Homing debounce, milliseconds)
$27=3.000 (Homing pull-off, mm)
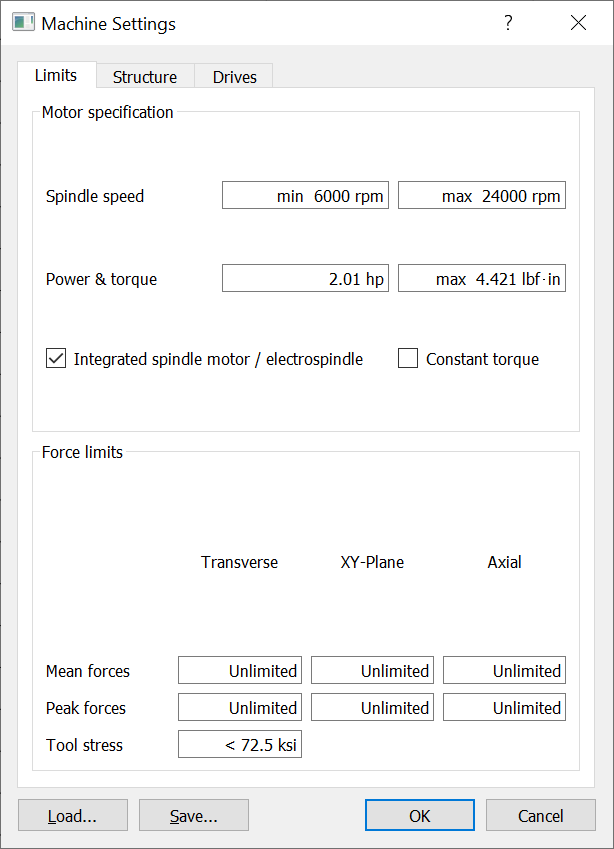
$30=24000 (max spindle speed, RPM)
$31=9000 (min spindle speed, RPM)
$32=0 (laser power, unused)
$100=199.367 (X steps/mm)
$101=199.627 (Y steps/mm)
$102=200.000 (Z steps/mm)
$110=3800.000 (X Max rate, mm/min)
$111=3800.000 (Y Max rate, mm/min)
$112=1900.000 (Z Max rate, mm/min)
$120=270.000 (X Acceleration, mm/sec^2)
$121=270.000 (Y Acceleration, mm/sec^2)
$122=270.000 (Z Acceleration, mm/sec^2)
$130=250.000 (X Max travel for soft limits, mm ?Not sure if this is used?)
$131=250.000 (Y Max travel for soft limits, mm ?Not sure if this is used?)
$132=100.000 (Z Max travel for soft limits, mm ?Not sure if this is used?)
I did reach out to Carbide 3D support and they confirmed the spindle min/max speeds along with the spindle rated at 130W.
They also stated that the max feed rate was 150in/min which is 3810mm/min.
Based on the GRBL values stored in my machine ($110-$112), the max feed rate is 3800 mm/min for X & Y axis, but 1900mm/min for the Z axis.
I’m left to make assumptions still at this point for what to use in GWizard for max feed rate (1900mm/min or 3800mm/min as Z doesn’t make a difference?).
I’ll look into HSMAdvisor as multiple support emails sent to GWizard have all gone unanswered. For those folks that have tried GWizard, were the “safe setting” calculated values still not that reliable?
The way I’d describe it is that GWizard will only tell you what’s safe for the spindle, but it can’t tell you what’s safe for your machine.
If the machine were more rigid, GWizard’s suggestions might be more reasonable but the 883 Pro at least was like jelly. You might have more luck with the Nomad 3 though since they’ve beefed up some of the linear motion components.
The good thing is that the stock Nomad is pretty good at not breaking itself, so even if you screw up feeds and speeds by listening to GWizard, you’ll just ruin your stock or break an endmill. The steppers and spindle aren’t powerful enough to damage anything else.
Back on topic though, max feedrate is very unlikely to be your friend. Even on my Nomadtron, I’d only go to 3600mm/min with a 4-flute endmill.
Thank you @Moded1952 for that extra helpful info, much appreciated! If I were to tell GWizard that my max feed rate was something like 1600mm/min, would I get safer values from it?
If you are really interested in learning about how to set feeds and speeds yourself from scratch, before using a calculator (any of them), I would suggest learning more about the underlying principles of milling. Even though it’s a pretty deep rabbit hole it’s also a fascinating one. There are many threads about this, and folks here who know this topic inside and out and much better than I do, but since I went through the same phase of being puzzled about why on earth GWizard would give me such a wide range of values for a given situation, I took a dive in this topic and tried to document it for the casual hobbyist here. It has a Shapeoko bias on the recommended values, so take those with a grain of salt, but I think all the principles apply as is. Spoiler alert: I have not launched GWizard since then. Not saying it’s bad, it’s just not for me and the turtle/hare slider drove me crazy.
Once you have learned about the theory, learning how to use @gmack 's feeds and speeds calculator is a good investiment of your time I think.
Sorry for chiming in, couldn’t resist, I’ll leave you guys to continue the discussion!
They’d be safer but still not necessarily good. The biggest problem IIRC (I haven’t touched GWizard in around a year and a half due to its uselessness) was that it liked high-axial, low-radial depth of cut and the Nomad 883 Pro hates that with a burning passion. What the 883 Pro liked was high radial. My understanding is that high radial is good because the cutting forces parallel to the cutting plane are substantially reduced, reducing the force pushing the endmill away from the workpiece.
Huge +1, this is a fabulous guide and I’d recommend reading it in full before you start screwing with feeds and speeds too much, otherwise you don’t really know what you’re doing (and that’s how I broke endmills).
One last thing I’ll add to the thread is that Millalyzer is fantastic for analyzing feeds and speeds. I haven’t tried to use its “give me feeds and speeds for this material” mode but it’s amazing for understanding what exactly is going on in a cut.
I’ve learned a lot from hsmadvisor and it provides a fantastic starting point for me in various materials. I spend a lot of time deciding feeds and speeds for a new mill/material combination and since I don’t have any idea what values are sane, I like being able to see the ballpark wattage a given cut in a given material will take. It has enabled me to make deep & narrow adaptive cuts without being an expert machinist, and the results are fantastically better than shallow & wide on a nomad 3. Absolute game changer for a novice and it’s just a starting point IMO.
Thanks for the links, that shapeoko tutorial is golden.
My experience was that the numbers were getting into the realm of possible if you set the turtle/hare slider all the way to turtle. But where should I set the slider? I can’t go too slow, because I’ll burn or melt the material.
And even with the slider in the green (around 30-40% I think), I stalled the Nomad cutting HDPE using the GWizard settings. It was way too optimistic as to what the Nomad’s spindle can handle. Looking at my notes: HDPE, 6mm endmill, 18k, 900mm/min, slot cut with 8mm DOC. That’s an instant stall.
In the end, I realized that GWizard just doesn’t give me reliable numbers to go on. It was not a good purchase.
I am getting much better numbers from HSMadvisor. It’s not perfect: for example, I wish it took into account that you simply can’t cut acrylic with slow feed rates, or you’ll melt it. I also noticed the recommended numbers sometimes jump a lot depending on tool stickout. While that might be the case for harder materials, there are more important factors for plastics. But overall it gives me numbers that are aligned with what I’ve seen from (limited) experience.
I think you highlight a good point about these software tools, particularly with the machines we are using. You have to add a healthy dose of intuition, experience and often scepticism to their results. And maybe concentrate on the “advisor” part and take it as general advice and not strict law.
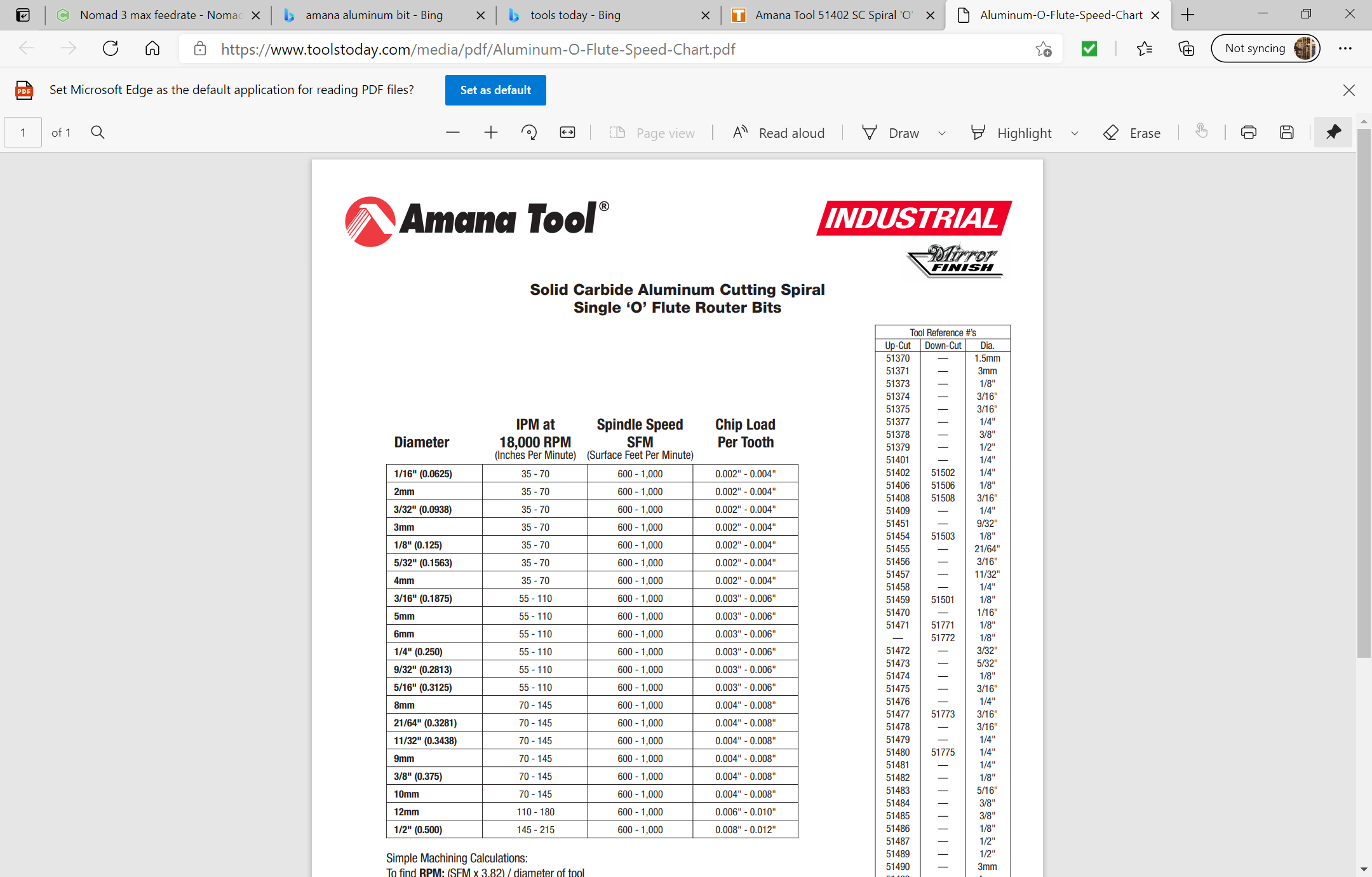
IMO, since cutting forces are reduced when spindle speeds and endmill diameters are increased as well as when chiploads are decreased, spindle speeds and endmill diameters should be maximized and chiploads minimized to the extent possible. But spindle speed should not exceed the endmill manufacturer’s limit for the material being cut. If the endmill manufacturer provides a minimum chipload for the workpiece, like Kennametal’s “Max Chip Thickness”, I’d use that. If not, @Julien’s recommended universal 0.001" chipload (actually IPT?) would be a good way to determine an appropriate starting feed rate.
In my experience it’s not that simple. On my machine it’s possible to take a 1mm axial, 4.8mm radial cut with a 6mm endmill (actually I can just about quadruple the depth I think) but not a 4mm axial, 0.5mm radial, despite the latter cut being all around lighter.
I agree on speeds and endmill diameters but not on chipload. I always stick to the manufacturer’s recommendation when it comes to chipload. You definitely shouldn’t go high (that’s how you break endmills) but as you go lower, the endmill edge has more collisions per unit work, which I’m guessing is bad for tool life and the chips are smaller, so can’t carry away heat.
Plus, as I said above, I don’t think cutting forces are the variable to optimise for.
I’d put the manufacturer’s recommendation in the calculator and then leave it to do the optimisation (e.g. account for chip thinning).
I agree if the manufacturer provides realistic minimum chiploads, like Kennametal’s 0.0059" minimum “Max Chip Thickness” independent of endmill diameter but unlike Amana’s (overly aggressive chiploads?)