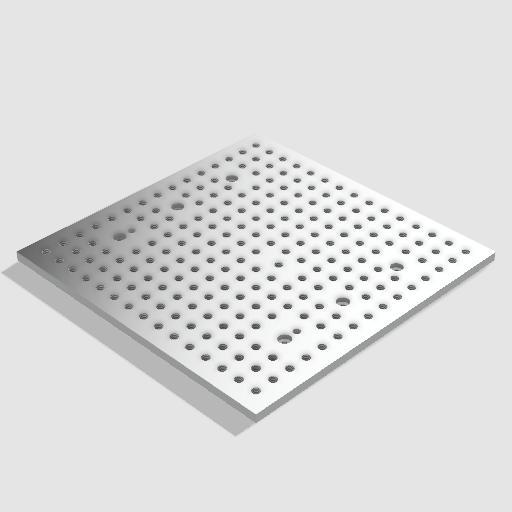
Would love to replace the bed of my Nomad with something like this. It would be so much more flexible to hold things down. Would love to do it myself but drilling and tapping so many holes would be great if done by the Nomad. Opinions?. I remember someone else trying to do the same. Any success?. Would gladly share the model with anyone. Haven’t checked measurements yet though. 98% sure they are ok but would need to verify.
This may be a stupid suggestion but why not attaching this plate to the current bed (in lieu of the sacrificial board) ? You can still add sacrificial board attachment to your intermediate plate.
I think it would spare a heavy modification.
I understand this does not directly answer your question. Feel free to ignore.
I’d prefer to replace the bed because I wouldn’t loose any height then. It would be redundant in my opinion. The modification is very simple and only requires careful measuring. Will try to figure out how to make it first (still in diapers as far as CNC is concerned) and will make a wooden version first as a proof of concept. Seems like a good project for practice. Still trying to figure out if I can use my Nomad for tapping holes and if MeshCAM is up to the task.
I don’t think MeshCAM has the ability to add thread mills as tools or do any tapping … at least not the version we got with the Nomad. You’ll probably need to look into something like Fusion360 which has integrated CAM based off of HSMWorks. I finally got some tall, outside jaws for the vise on my Tormach so I can hold onto the 8" square plate of MIC-6 aluminum and hope to attempt my idea of a plate to add on top of the existing bed sometime soon. Have a few other projects to finish up first but it’s on the list.
Much more elegant solution to add dowel pins and threaded holes. I was trying to find your version yesterday but couldn’t. I am designing in Fusion 360 and did look at the CAM section but might be a little too complex for me at the moment. Mostly choosing the right tool and then outputting the right GCode. I am now changing my mind and thinking that not replacing the original bed might be a better idea. Would gladly buy one from you. I’m still going to try to make mine as a learning practice project but why reinvent the wheel. Yours is better design. Let me know when you get it done.
The CAM in Fusion360 is more powerful and definitely more complicated. It’s not too bad if you start simple and just build on that knowledge. Just set a goal to drill and thread a single hole. Once you figure that out the rest is just repetition.
Take a look at Lars Christensen’s YouTube channel, if you scroll down a bit he has a series of videos on How to Learn Fusion360 CAM. The good news is that since it is based on HSMWorks there is a lot of information and free tutorials out there that are generally applicable. The bad news is things are moving quite fast in the development of Fusion360 so you’ll likely run into a lot of changes in the user interface if you’re watching an older video.
The NYC CNC YouTube channel has also started doing Fusion360 and HSMWorks videos.
Thanks @jonniemac!!!. Will try your suggestions. Always exciting to have a road ahead in a path you feel excited about. Thank you for all your help.
1 Like
You’re welcome and good luck with your plans!
I’ll see where things are at when I get time to cut the first prototype of my idea and be sure to post some pictures and information. It seems like there is at least a little interest in a fixture plate but I’m not sure if it is economically viable. The 8x8x0.5" MIC-6 aluminum plate was around $50 shipped and with all of the drilling, reaming and threading operations it would have to spend about 2 hours on my mill. I haven’t come up a solid estimate of what the “real” cost would be taking into consideration machine time, cutter life and all the other variables but they wouldn’t be cheap.
My next project is actually going to be doing exactly what you’re talking about - replacing the bed with something like your model. I may not put quite that many holes in it, but not 100% sure yet. I have the aluminum already, but I haven’t actually purchased any of the drill bits and threadmills yet because I want to make sure I really get all my research right first (threadmills are expensive! Need to make sure I can do this before actually pulling the trigger).
I would definitely make sure that Fusion360 or another CAD/CAM program does exactly what you need and that your skill level with it is also at the right spot before getting a bunch of stock and tools though, in case it ends up being undoable.
For example, I found out that while Fusion360 is capable of generating threadmilling toolpaths (including multiple pass threadmilling toolpaths since our Nomad may not be powerful enough to cut the whole thread depth at once - I don’t know), the drilling toolpath that it generates is not compatible with CarbideMotion/Nomad. It uses something like G81 or G82 or one of those canned cycle GCodes. So I need to figure out a way around that before I pull the trigger on buying everything as well (perhaps should have held off on purchasing the aluminum as well! Oops!). Worst case is I can write a script to just go in there, find all the G81/82/73/99 stuff and replace it with my own code, but perhaps there’s some fancy way of telling Fusion360 to use standard G1 move commands instead of canned cycles.
I’m also still trying to decide whether I want to replace the table entirely or place this new table on top of the existing table.
Also still deliberating: how to fix the aluminum plate for milling in the first place? Fixturing wax on top of current MDF wasteboard? How flat will that really be? Or maybe fixturing wax + current MDF just to drill the 6 holes,
then replace the table entirely with the new aluminum plate table and mill the rest of everything there? etc… I don’t know - seems complicated - I think this will be an advanced job for me in terms of measuring and designing and verifying and doublechecking before ever hitting the “go” button.
@jonniemac: So, I got 6061 aluminum because it’s the only aluminum I’m familiar with, which went for about ~$20 for an 8x8x.5 square. I didn’t know about MIC-6 plate until reading your post just now, which mentions is being commonly used for tooling and base plates and notable for consistency and stability. And yeah, it looked much more expensive (~$45). Did I get the wrong kind of aluminum for this job, or will it be “basically fine”?
@kjl I haven’t gotten any 6061 that didn’t need facing and squaring. I haven’t checked the flatness of the MIC-6 plate I got but the two cut edges are in pretty rough shape and could use some clean up. You might get lucky and get a piece of 6061 that is relatively flat and square but the only way to really tell is to measure. Most likely need a surface plate and dial indicator for that measuring operation. Good news is that for a lot of parts with non-critical dimensions it probably doesn’t even really matter as long as it’s “close”. With no truly accurate way to set X,Y and Z on the Nomad currently, we’re all used to just kind of “fudging” it and doing a little manual clean-up/finishing anyway. 
My plan for the plate was to clamp on the outside jaws of my vise, had to order taller vise jaws to make this possible, and make the 4 corner holes and possibly the 3 - M6 dowel pin alignment holes. Then I’d be able to accurately mount it down on a surfaced fixture plate to complete the rest of the drilling, reaming and threading operations.
This is on your Tormach and not on the Nomad though, correct? Or do you have a Nomad-compatible vise capable of holding an 8x8" piece?
Correct, this is on my 5" vise on the Tormach. Haven’t thought about how I would approach the fixturing to do it all on the Nomad. Definitely adds to the challenge.
I would love something like this. Any idea how challenging it would be to swap out the existing bed?
I know the Carbide team is super busy - if it’s not something they can do in house on their Haas machine, maybe we can get a group together and have a machine shop do it for us? I would gladly volunteer to source a shop, but I’m in Canada and it would cost a fortune to ship these to you guys. But if it comes to it, I’d love to help.
And another thought - what about putting some T slots in the bed, or just having a simple bed with t slots at the edges? Then we could have a waste board in between the slots and could have a really easy way to secure stock
I think, after measuring correctly, the swap would be pretty straight forward. I took mine out to assist in the measuring and put it back with no problems. There are alignment pins (which I’m unsure of their exact dimensions) that register the bed in place. I’m in the process of pricing someone to do this for me too. As much as I’d like to make this on my own, my limited knowledge and the lack of information about the full capabilities of the Nomad has me inquiring about sourcing this out.
@Darren I came across this “Mill Tooling Plate” from Sherline which looks like an interesting idea that could be scaled to fit the Nomad. Didn’t look to see if they sell those really small t-slot nuts separately so something like that would need to be sourced.
So, I removed the 6 screws from the table and it still didn’t want to come off. Did I miss something else? Do I need to turn the machine upside down and get to something on the underside?
I didn’t want to force it.
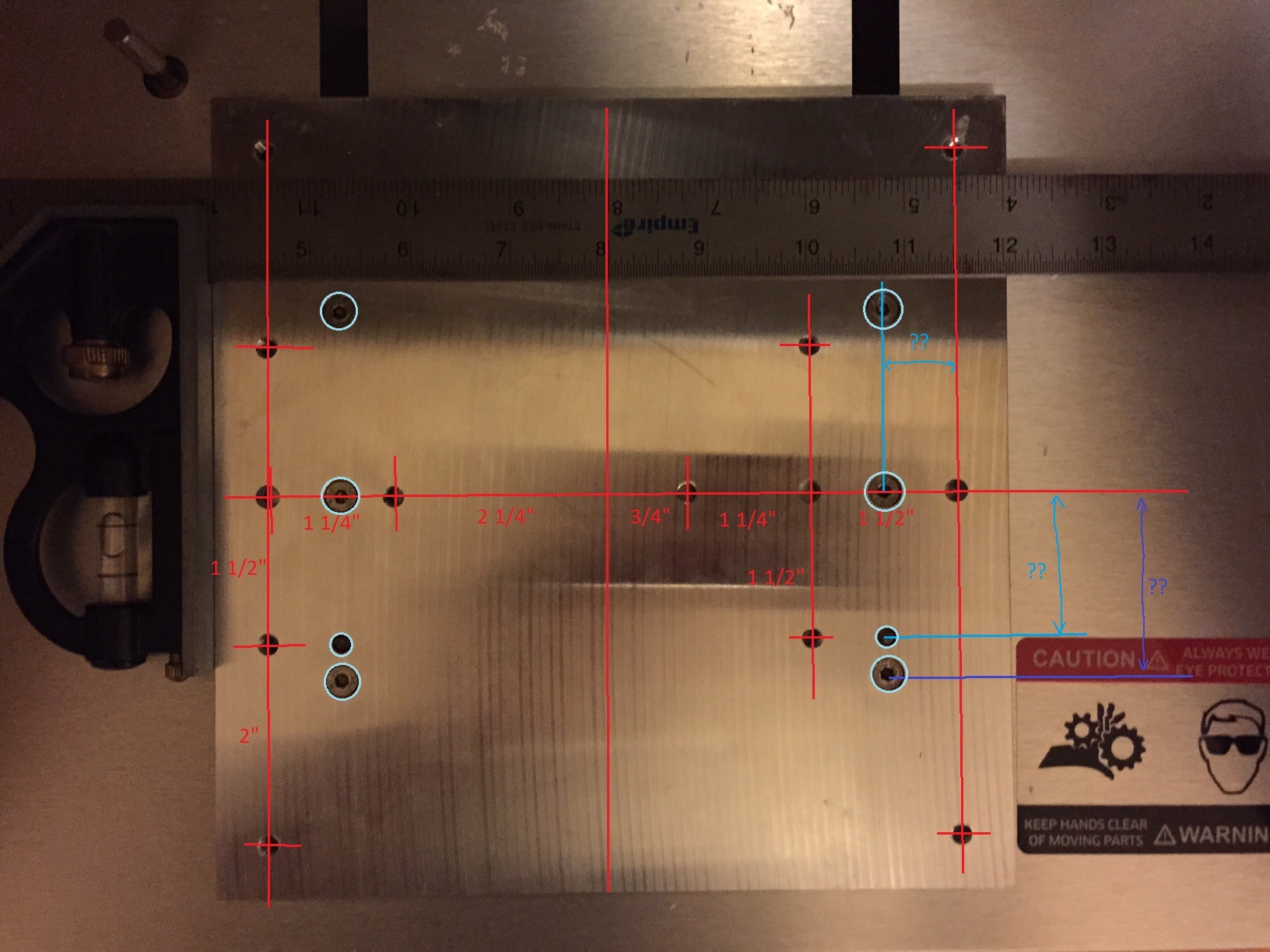
Anyway, so can anybody verify that these screws are M5x12 low profile socket head cap screws ? I’m super new to all of this, so when I measured it, the fact that everything is a little “off” makes me second guess myself. The head of a low profile M5 screw is supposed to be 8.5mm diameter and 3.5mm thick but the one I measured actually had a slight taper (~8.35mm at the top and ~8.22mm at the bottom) and only 3.44mm thick. Or is this all within normal tolerances for such a piece? If so, I assume that the holes for the socket head screws are not what holds the table perfectly in place but rather the registration pins that are doing all the work?
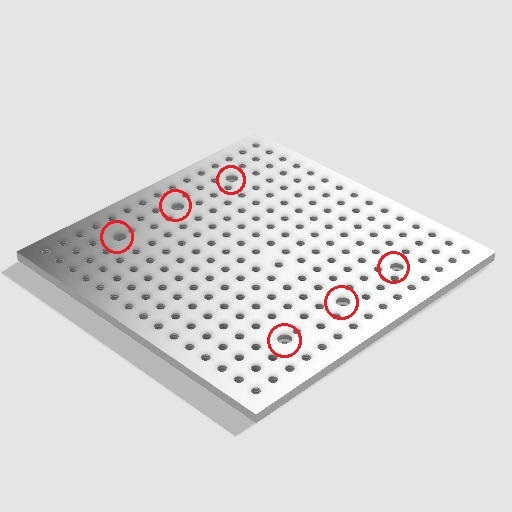
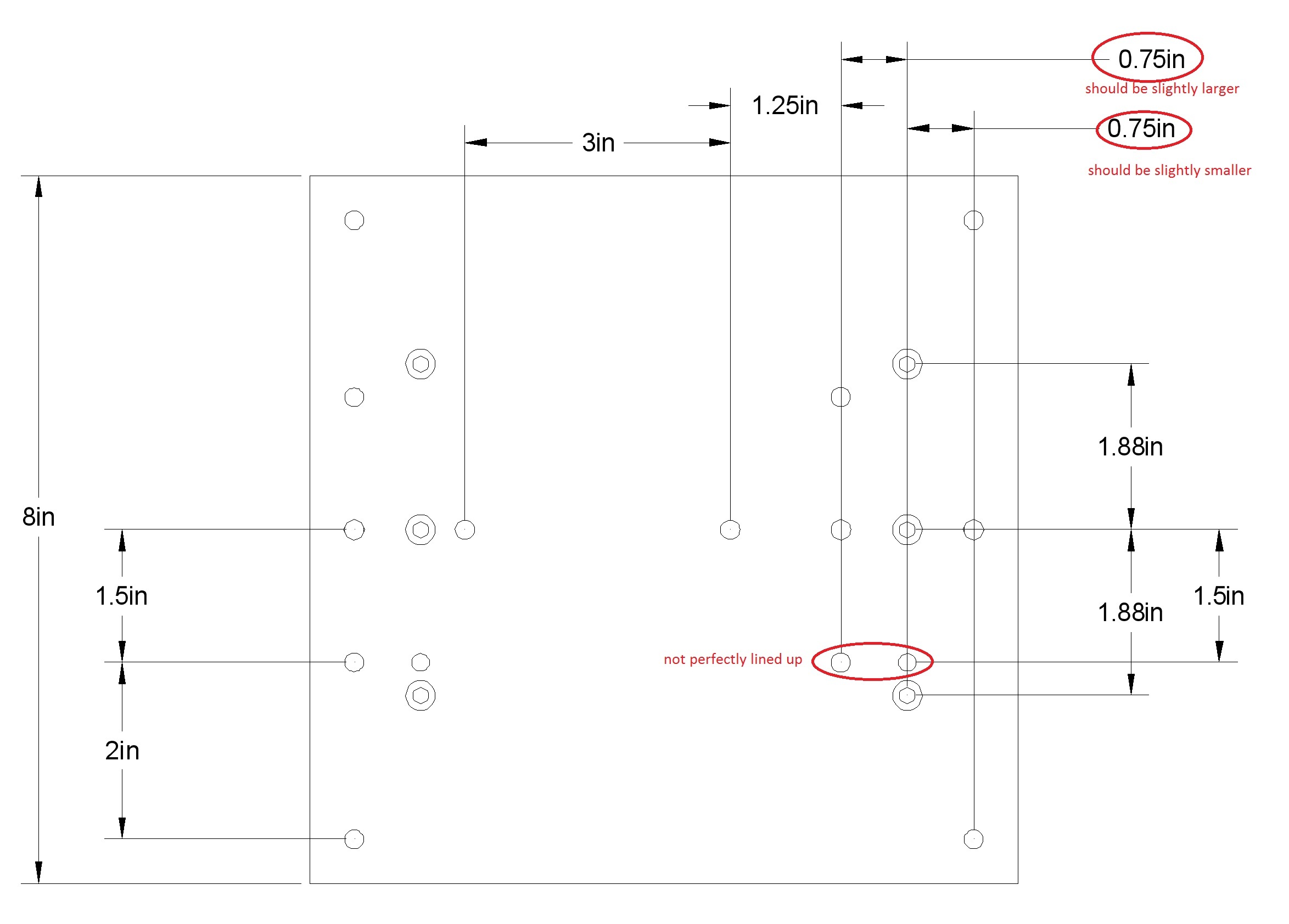
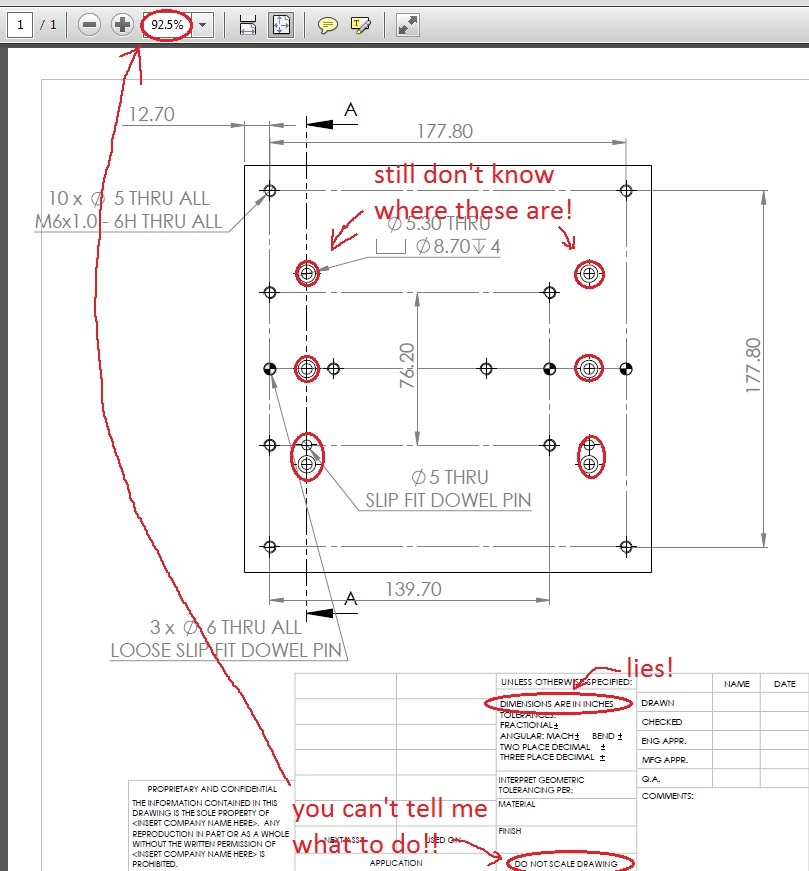
Regardless, @patofoto, were you able to get precise measurement for the 6 holes that hold the table to whatever’s underneath and the 2 reference pin holes? Everything else seemed to line up very nicely on 1, 1/2, 1,4" steps but the 6 holes and ref pin holes didn’t seem to line up with any nice round number in inches or mm. i.e., where are the holes I marked in cyan?:
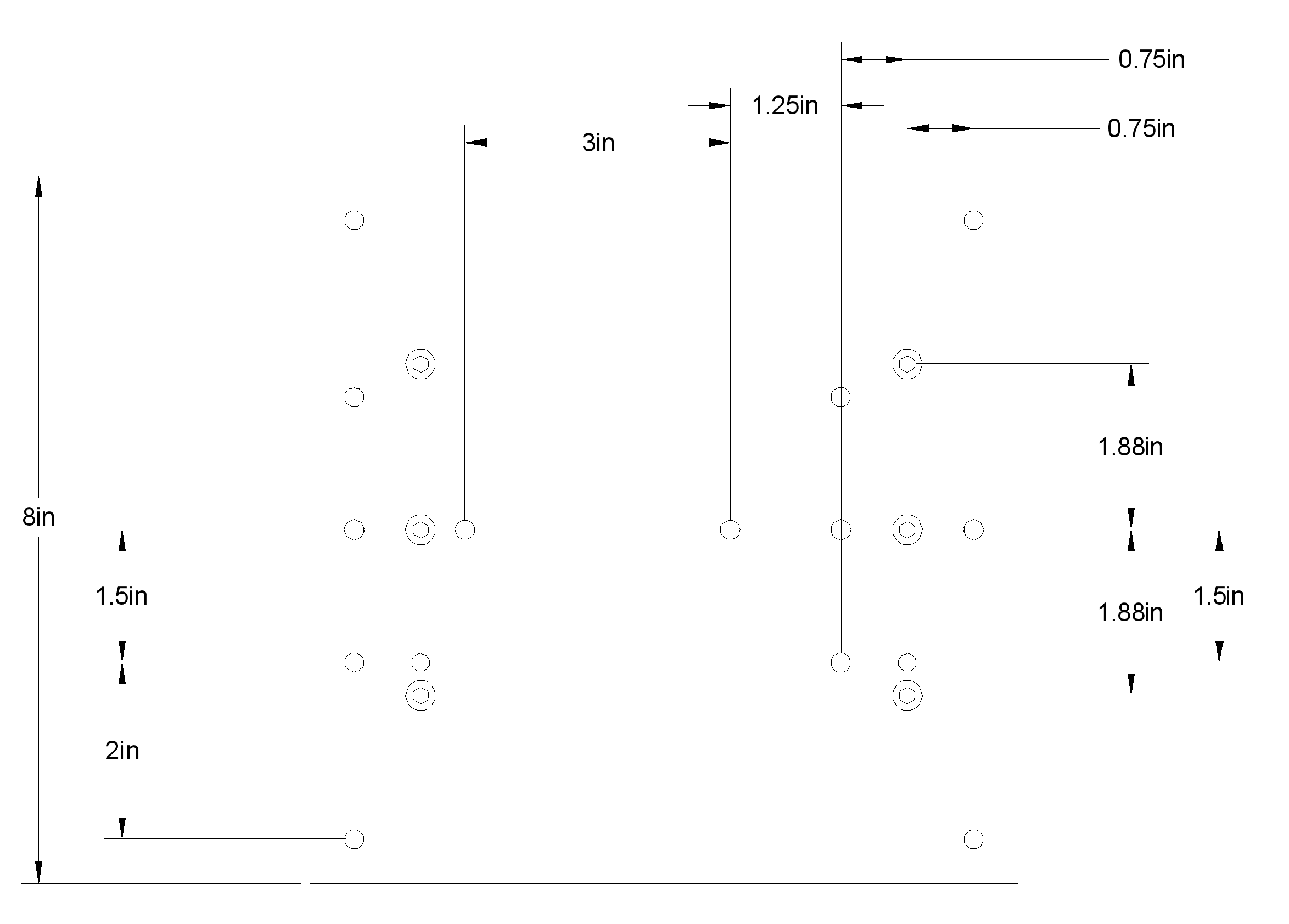
We agree on dimensions. Here is what I got when measuring. Haven’t verified them yet. I want to make one out of wood just to check.
If anyone can confirm or rectify, please, do so. I also got M5 but didn’t get too specific. It will take a little bit of gentle tapping to get it off. The registration pins are snug. I think they are 2mm holes.
1 Like
I agree with most of your measurements (by 1.88 in I assume 1 7/8", or 1.875"?), except for where I marked here, which is why I wasn’t sure about the placement of those 6 holes and pin holes…
I’ll probably play it safe and make a plate that sits on top of the existing table rather than replace the table until we get an official measurement list or you or somebody else successfully makes one to really verify the measurements 
table.PDF (33.0 KB)
Here’s our original drawing.
Note that the internal dimensions are what count, not the position relative to the edge. The position of the holes relative to the edge of the table can vary by up to 1.5mm since we don’t profile the perimeter of the table. The drawing does not reflect this since we machine right from the solid model, not the PDF.
For what it’s worth, MIC-6 is not specified to be incredibly flat but we’ve never had to reject any yet. They all show up very flat and “stick” to a granite surface plate when we lay them on one.
The same goes for most of our standard 6061 up to about 4" wide. It’s generally very flat even though it’s not specified to be.
-Rob
2 Likes
My notes 
Yeah, my 3 pieces of 6061 came shipped in a stack and were “stuck” together. I have no way of measuring “flat” but I’m just going to pretend that if I take any two sides of any of the 3 pieces and place them together and they stick, that counts as “flat enough” for me!
1 Like