So, I love Brass, it just looks fantastic and has a solid weight in your hand. One thing lead to another, and I mashed up 2 more things - Hand tools, and Retro Space styling. This is a work in progress, so I dont have any final photos to share- but I wanted to share some progress pictures and the settings I used to machine (360) Brass.

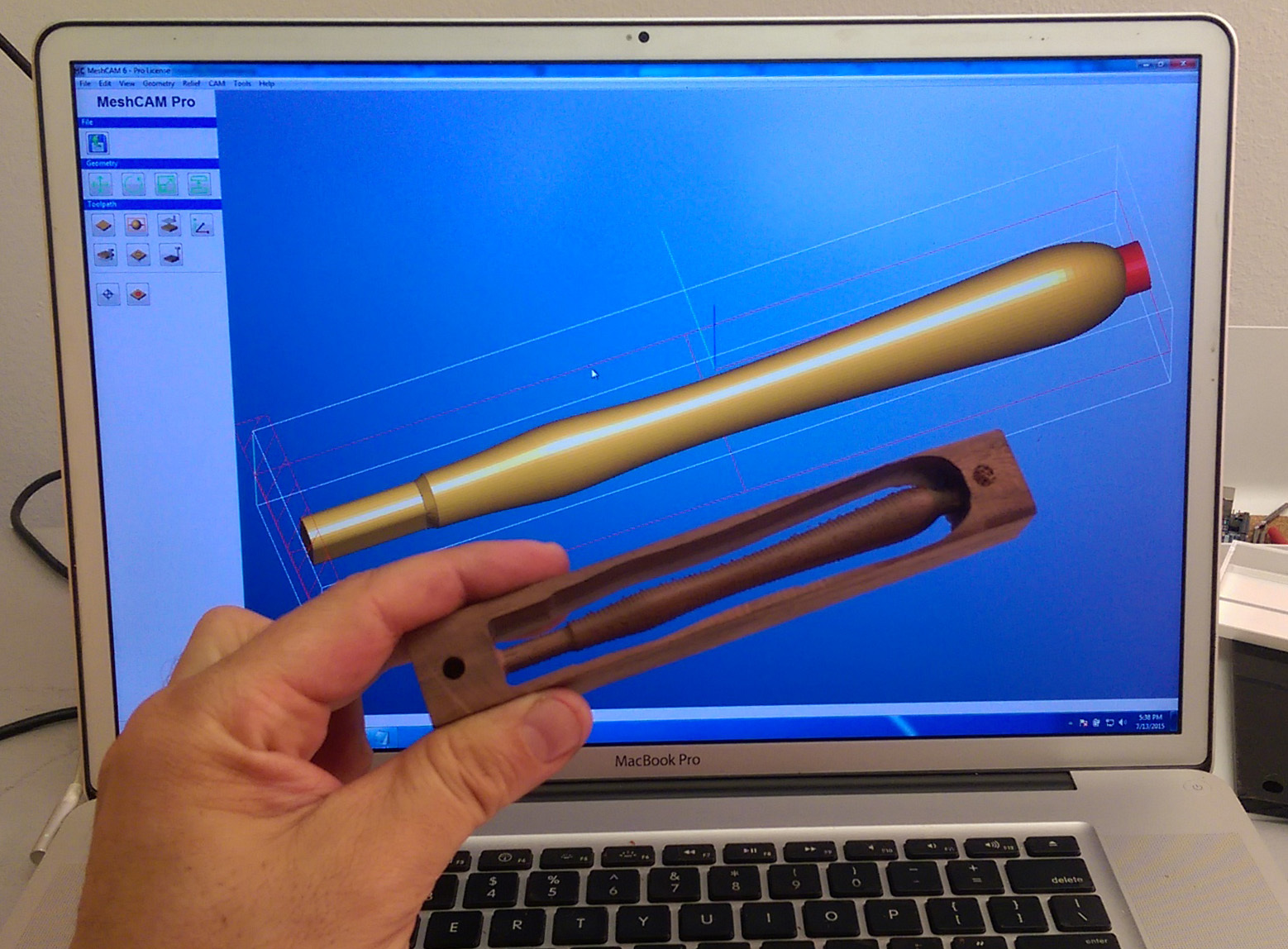
Concept Sketch and First Cut Prototypes

Work in progress - Walnut and Ebony handles with the Retro Rocket Hammer head.
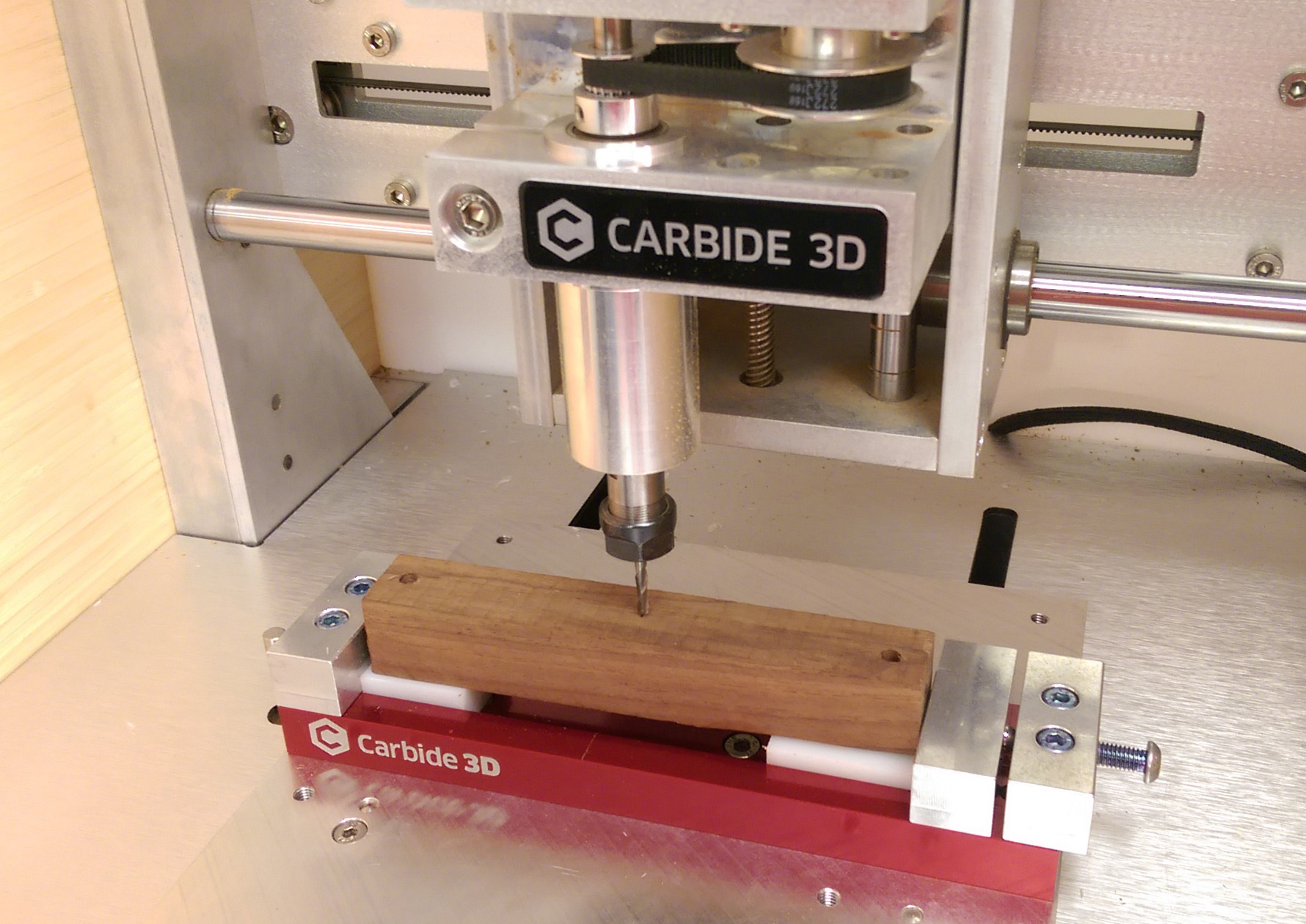
For the wooden Hammer Handle - I used the Vise inner channel to locate the Blocks with 4mm Pins, Im happy to see people making use of this solution. It does have its limitations, Compression from the vise jaws will bow the work if you lose too much structure for example.
The Compression issue was avoided here, as you can see I kept a frame around the handle by cutting the geometry only.
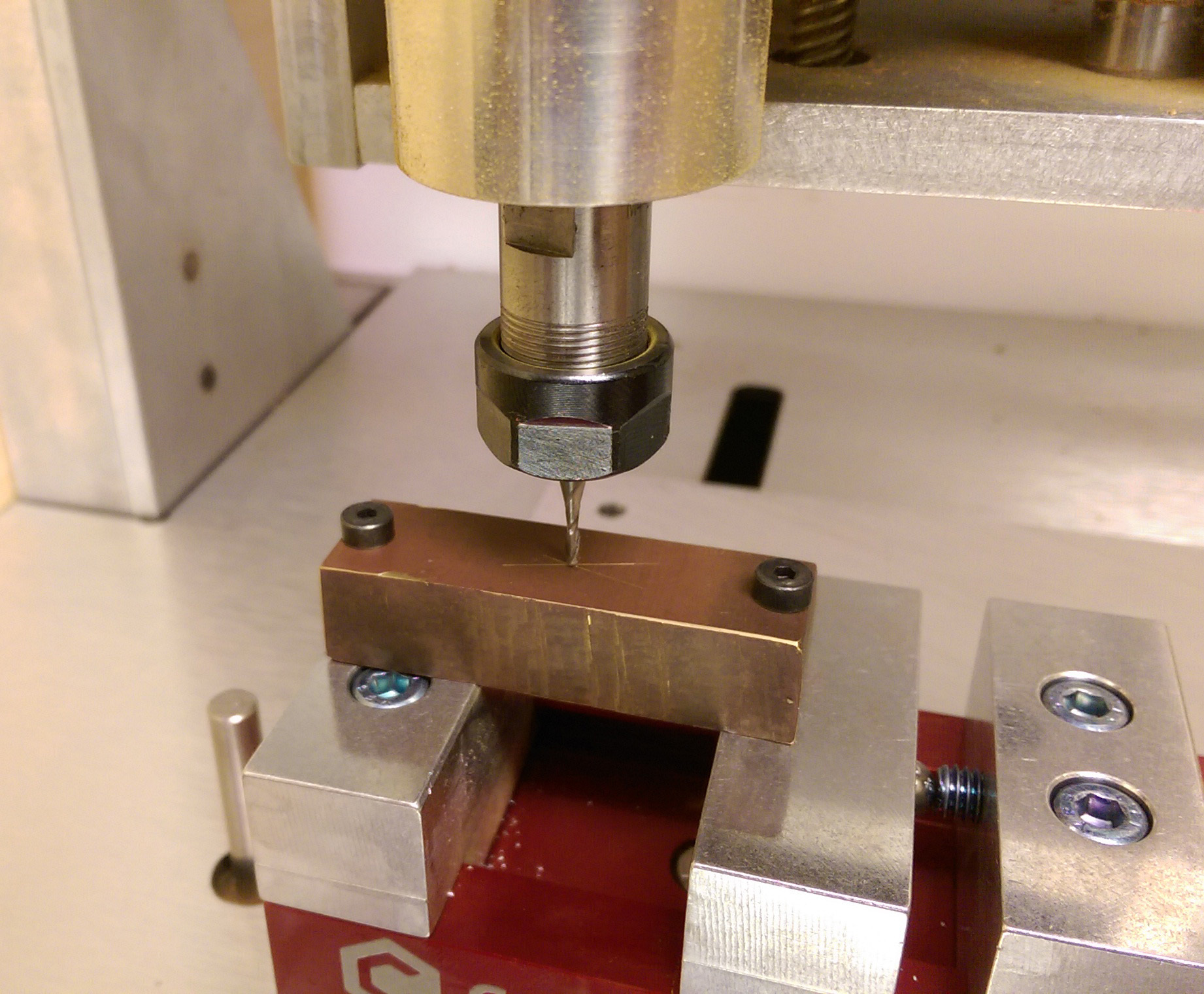
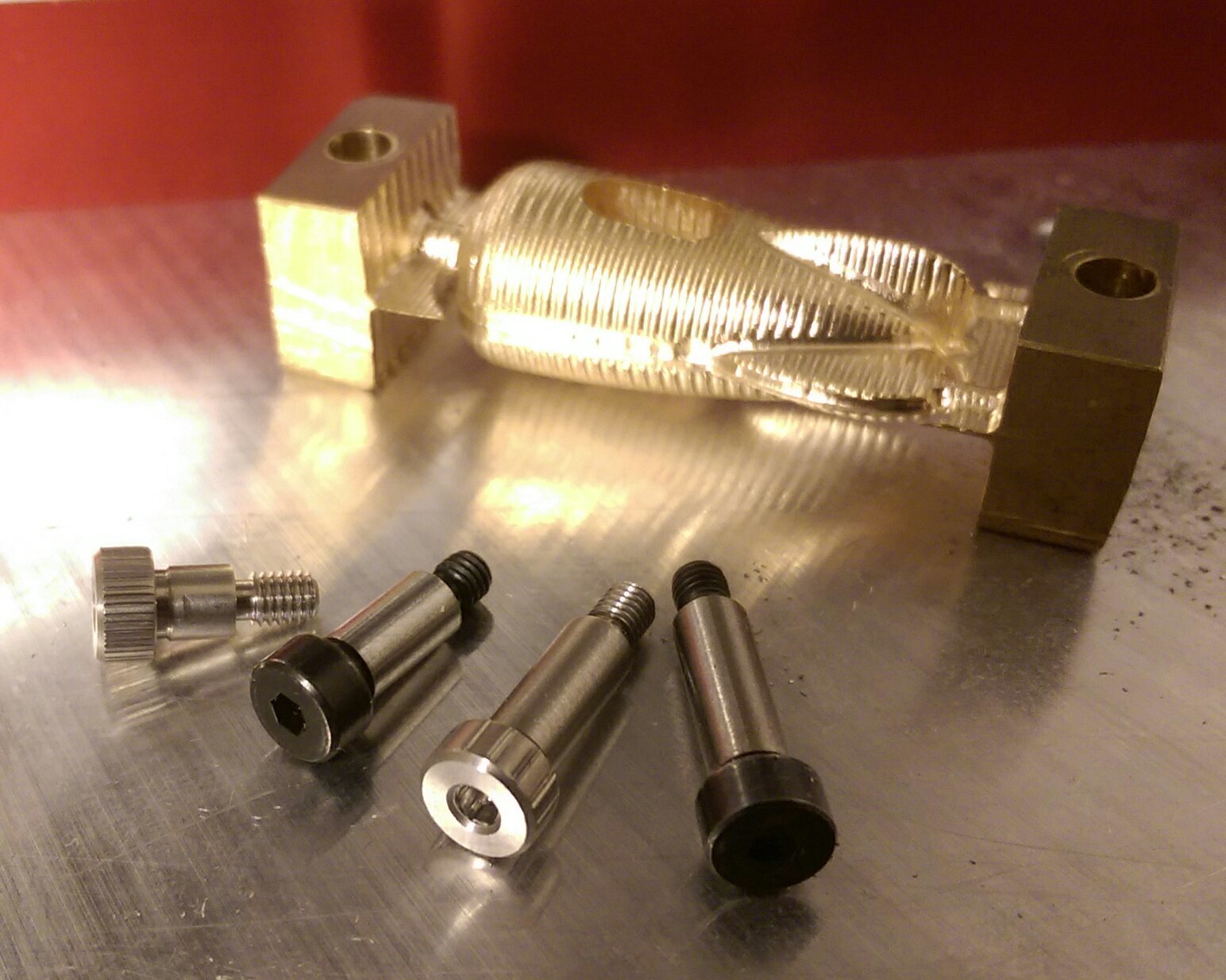
Now on to the Brass, and my approach to holding the material for the 2 sided machining.
Using the Rapid to centerline position in Carbide Motion, I can ensure that I can repeatedly use my new modification to the Vise. I used the Nomad to Drill 2.5mm holes in the top of the jaws, then I hand tapped them with an M3 tap. McMaster has a variety of Shoulder Bolts, I ordered several lengths, but the beauty is they have a 4mm shaft, so I drilled 4mm holes in the brass stock in the drill press, but it could be done with a .125 cutter also.
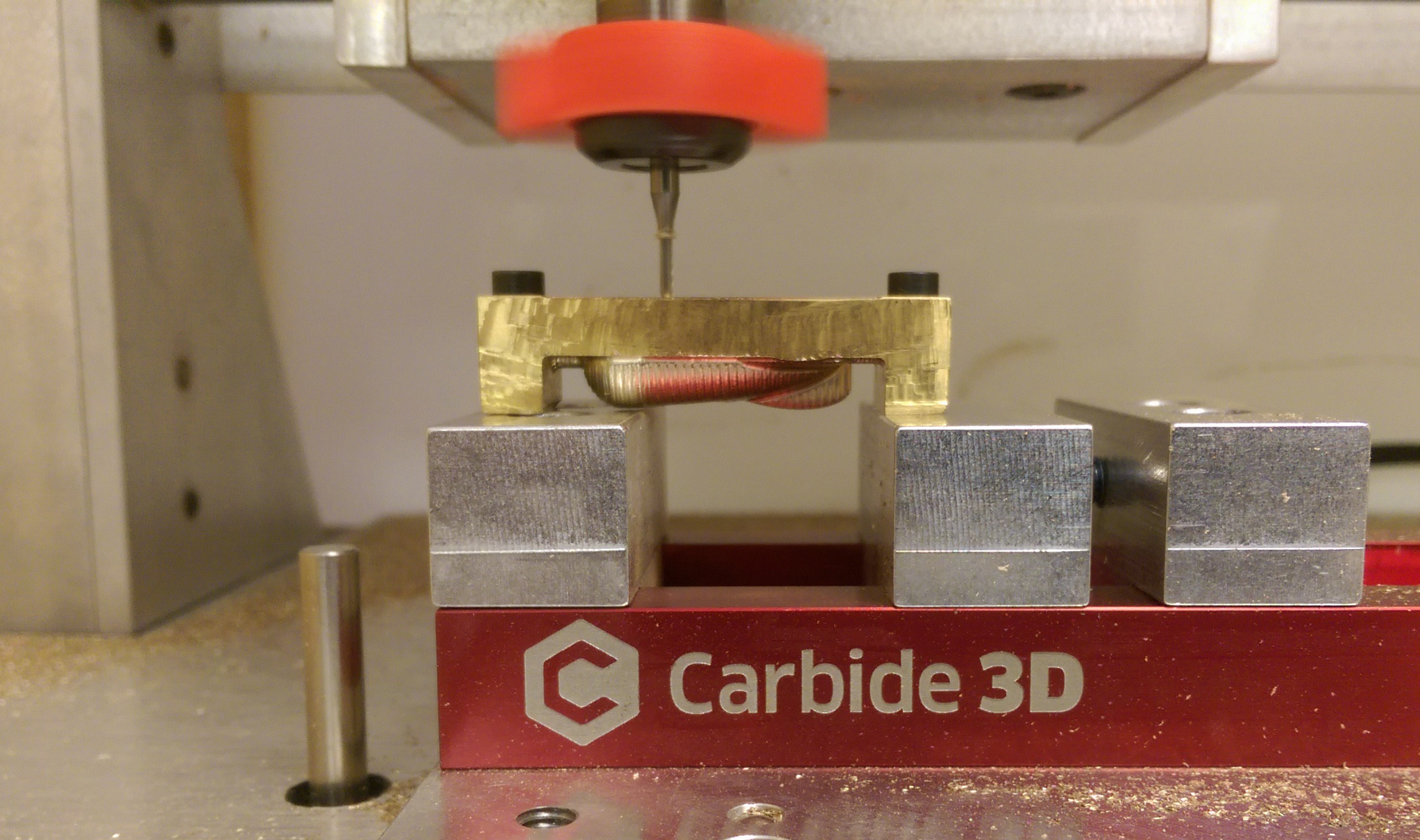
I want to take a moment to acknowledge the FANtastic collet add-on seen here and made by COOKIEMONSTER- a Big thank you for sending us one to test, and please give us an update on the development and availability, its very helpful for clearing chips out of channels, and keeping the work clear so I can document jobs.
Rob adjusted the settings of the forum so we can share toolpath setting files and meshcam job files ( .tps and .mcf files),
but It may take a few hours for the settings to actually change.
UPDATE:
Im pretty excited about this, should make sharing tips and files a lot easier.
3D Brass settings are available for download now.
In the tool path window, you can now load these settings directly into meshCAM
-Apollobrass 063 3d.tps (2.1 KB)



{kind=link}