Hi everyone, I just bought the shapeoko pro XXL. I have been looking forward to this hobby for a while. Everything is good so far mechanically. I was able to fix many problems. Now for computers, different story. Watched many of the videos and everytime I do it along with them something is different. Like they will select " Christmas text font" … I don’t have that…or " they select 30 deg v bit" … I don’t have any 30 degree in the carbide create. I have brand new on this so help on square one learning will be helpful. Thank you
Welcome to the community!
Carbide Create should pick up fonts that are installed on your computer, so anytime you are missing one and there is a way to get that font somewhere, just install it (are you using Windows or MacOS?), restart CC and it should appear in the list.
Here’s a short tutorial for adding custom tools in Carbide Create:
Square one is the series of video tutorials (just in case you did not find them yet):
https://docs.carbide3d.com/assembly/carbidecreate/video-tutorials/
Then, don’t hesitate to ask any and all questions here, there are lots of nice folks ready to help you.
You can also contact support@carbide3d.com if you are having specific difficulties with a design.
1 Like
Carbide Create uses the fonts which are installed in your OS and which it makes available to it.
If there’s a font which you don’t have which someone else does which you wish to do you’ll need to work out where it was sourced from, and if need be arrange for licensing, and then download and install it.
One source of legitimately free fonts is Fontsquirrel:
Note that fonts must be text fonts (not dingbat/pi/ornamental) and technically correct (must have a space character)
There is a 30 degree Amana endmill sold by Carbide 3D:
the #45771-K
See Amana tool library and About Adding Spektra mills to tool database - #4 by EdBaize
Best thing to do is to start w/ a tool which you do have, such as the #201 and to do a basic straight-forward task using a bit of scrap or inexpensive test material.
To actually learn Carbide Create we have:
(a bit out of date I’m afraid)
and I’ve been writing up:
https://willadams.gitbook.io/design-into-3d/2d-drawing
If you get stuck on a file or project, let us know the specifics and we’ll do our best to assist, either here, or at support@carbide3d.com
1 Like
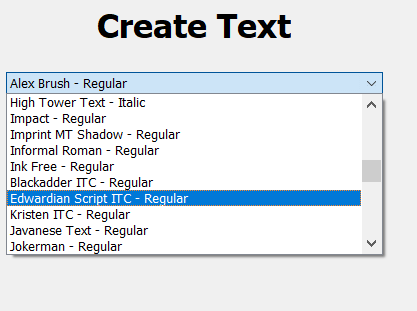
I have a brand new computer bought a week ago. I found the texts folder in the program files. I have installed 2 from the squirrel website. Those files have installed to word and are available but when I restart carbide create they don’t appear in the drop down menu. I picked Alex brush and can’t remember the other one from squirrel font.
Resized_Resized_20210420_181051|225x500
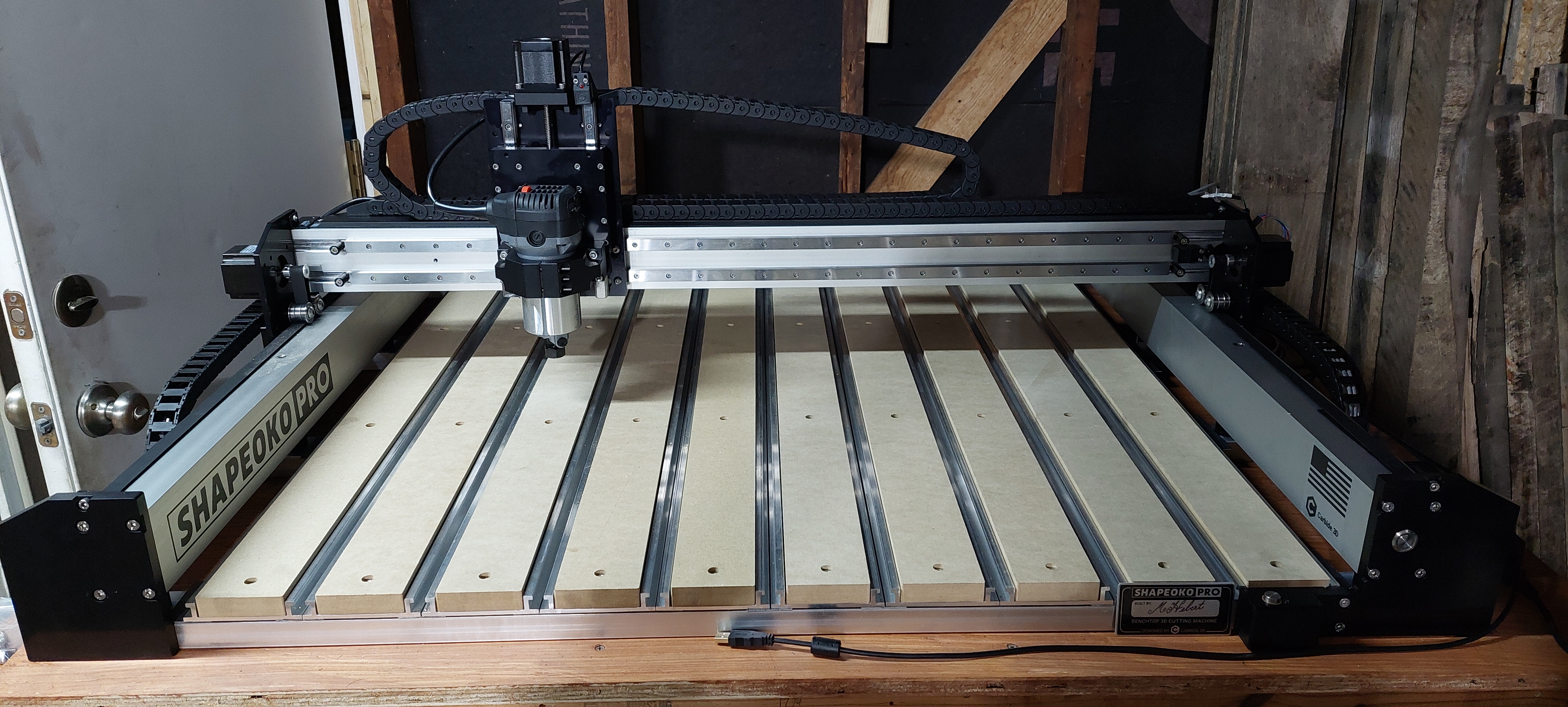
Awesome thank you. I am excited and this is what I needed to start. I have it build an ready. The bitsetter is a little off and I can’t move the router any more forward and doesn’t seem the be adjustable. I will take a picture after work and see if there is anything you all see. So far I am very impressed. I have been a manual machinist for the last 11 years so this will help branch out.
1 Like
When you are installing fonts you don’t need to find the correct folder to place them in. Right click on the file, in this case “AlexBrush-Regular” and choose install for all users. This will put it in the C:\Windows\Fonts folder and make it available to all users on the computer, and all programs. If you placed it in a program files folder it may have just been the location for MS Office. I don’t think Carbide Create will find it there. I just installed the AlexBrush font using this method and I did not even have to close and re-open Carbide Create.
Another that you should be aware of for other fonts that got me confused a little. Carbide Create seems to display fonts in the list based on the alphabetical order of the file name and not always the name of the font. I have a font called Edwardian Script that gets displayed way down the list. The filename is actually ITCEDSCR so it ends up down with the I fonts. Notice the others with it as well. The file names for those start with I but the font name starts with B or K.
1 Like
You are awesome, as soon as I get off work I will try it and also post a pic of the bitsetter issue. I’m a machinist so if I can’t get something ±.003-5 … it kinda bugs me. Lol

{kind=link}
Increase the Y-axis Travel Dimension under Settings.
1 Like
Fonts can be a nightmare in CC. The fonts in applications like LibreOffice show up in alphabetical order but in CC they seem random. Some are alphabetical and others just show up somewhere in the list. In LibreOffice the fonts show up like they will appear on the page but CC just shows them in block text and not representative of the actual font face.
I’m also new to CNC and the Shapeoko and ran into this problem with my Pro XXL. After initializing the machine, I was able to jog it so that the endmill was centered over the bitsetter. Once I did this, there as option in the settings to set this as the zero point for the bitsetter.
As Will points out, you also may need to expand the y-axis travel range for your Shapeoko.
Correct… I tried jogging it and reduced the travel increments to .001 the picture was all I got. I have not tried ( because I didn’t know it was possible) to expand the y axis. I’ll try it, though if I recall correctly it was metal to metal on both sides. Thank you! I ran the machine for the first time and learned a lot. I would prefer the limit switches shut the machine motors off but apparently they don’t. I zeroed the z axis incorrectly… the limit switch came on but motor kept running. Luckily I was quick enough to shut down… and now know better.
There is an option in Grbl to make the homing switches function as limit switches — to do it properly this would require:
- shielded wiring
- additional switches for the ends of at least X and Y
The reasons this is not implemented are:
- false positive (a shop is not an EMI friendly environment)
- expense
- false sense of security — things have gone really, really wrong by the time a limit switch trips and ideally, the problem would have been detected before things got that bad
That said, I had Tim Foreman’s nifty limit switch kit on my SO3 when I first got it, and it worked fine.
Thank you so much… I really enjoy learning as much as I can.
Julien,
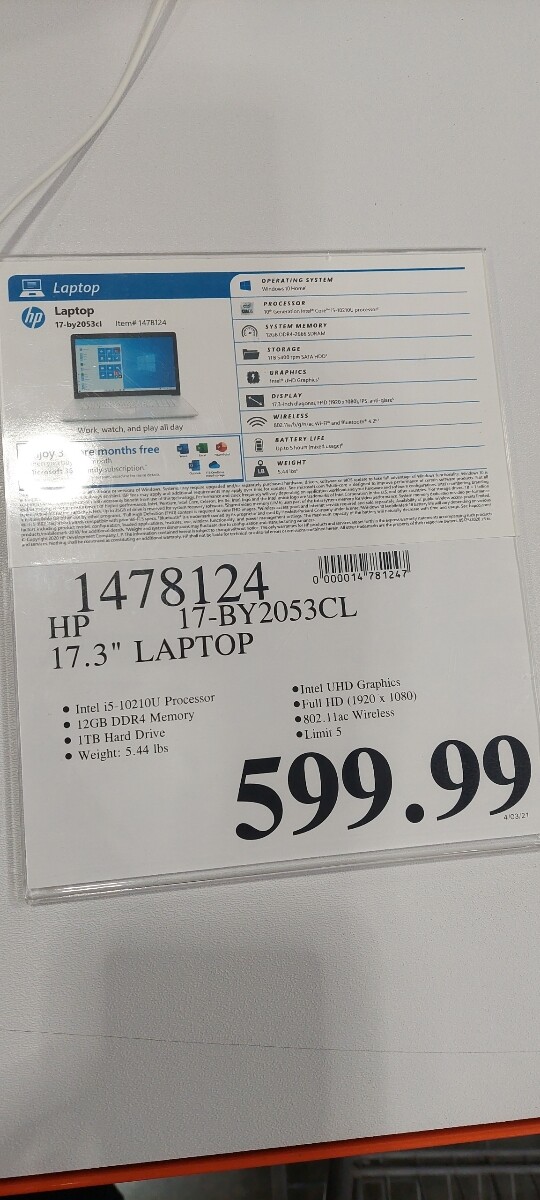
Thank you for all the input. I am still working on the bitsetter issue and will get back with you all. Until then I found some bits that were cheaply priced. As recommended for beginners, it is better to break a $2 bit than a $20 one. I was looking for a site or pdf or something that might narrow the time learning on how to enter the speed and feeds of all the different kinds. The bits below have worked well and they are only $12 . But it was after many adjustments. Im not sure what to input for overlaps, feed, speed, etc. I know where to enter it… I just don’t know what to enter.Any recommendations?
1 Like
The router speed setting should match the feeds and speeds for your selection of endmill and material. For #201 endmills in a Shapeoko and #102 endmills in a Nomad please see:
(there’s a row matching dial settings to RPMs at the bottom)
There’s an interactive version at: https://public.tableau.com/profile/willadams#!/vizhome/Carbide3DCNCFeedsandSpeeds/Sheet1?publish=yes
Note that the feeds and speeds calculations in Carbide Create were updated for trim routers in 433 and 440 and later use a curated set of feeds and speeds which are stored in CSV files.
See Intro to CNC - Part 5: Feeds & Speeds - YouTube for concepts on this and see the series #MaterialMonday: #MaterialMonday on YouTube for specifics.
You should test feeds and speeds in a piece of scrap using the technique at: https://precisebits.com/tutorials/calibrating_feeds_n_speeds.htm
Another consideration is Climb vs. Conventional Milling and tooling engagement — where possible avoid slotting and add geometry and cut as a pocket (Making vacuum hose adapters and/or Adding geometry to cut as a pocket with a finishing pass ) and consider leaving a roughing clearance and taking a finishing pass.
Extensive discussion at: Origin/consistency of chipload recommendations and Feeds & speeds - Shapeoko CNC A to Z with a spreadsheet for this at: Speeds, Feeds, Power, and Force (SFPF) Calculator - #29 by gmack
1 Like
I’m afraid there is no such silver bullet, and it does take a little learning of the concepts to be comfortable with adjusting all parameters. Here are a few tips to navigate the resources that Will linked:
- there is one (exactly one) formula to remember if you want to set your own feeds and speeds recipe:
chipload = feedrate x RPM x number of flutes. - when something works for a given tool/material combination (one from the CC database for example) and you “just” want to adjust the parameters for another tool of the same diameter, you need to make sure that the resulting chipload is the same. That usually means that you only have to adjust the feedrate depending on how many flutes your new tool has. If going from a 3 flute reference to a 2 flute, increase feedrate by 3/2 to maintain the same chipload. If the tool diameter is different, larger tools can cope with larger chiploads. Guidelines for chiploads on a Shapeoko depending on the tool size and material, here.
- for depth per pass, stick to less than 50% of the cutter diameter and you’ll be in the comfort zone. Tool breakage mostly happens due to excessive deflection: if you minimize the tool stickout, and keep depth per pass below 50%D, chances are you will never break an endmill again. That is, if your chipload is reasonable to begin with (feed too slow and you will rub/burn, feed too fast and you will put too much force on the cutter too)
Feeds and speeds are a peculiar thing in that there is a variety of approaches. I guess it’s like learning to play the guitar: some folks learn by ear and end up playing amazing music while still not being able to read music or understand music theory. Others learn the theory and know their scales inside and out, and also end up creating masterpieces. Both take a long time, but take very different paths.
Some folks very successfully adjust their feeds and speeds by ear and experimentation only (but granted, may break more cutters in the process than their theory-oriented counterparts)
The only universal answer is, “when in doubt, ask on the forum” ![]()
1 Like
I’m seeing a lot of similarities to my machining at work cutting, fab work, etc. I wasn’t sure if I was able to apply the machinist handbook to cnc work. But it appears you just tend to go shallower with cnc versus manual. Thank you I’ll start reading. Hope to post something soon. Is there a specific spot people post their projects?
We do on a Shapeoko, which is not as rigid as the (much, much) more expensive Tormachs and Haas and the like. But I only mentioned 50%D as a safe starting point, it is quite possible to go down to 100%D for depth in some situations, and even up to 300%D when using adaptive clearing toolpaths (trochoidal milling…a topic for another day?)
You can use the Gallery section to show off your projects, and for projects you are working on and would like some advice about how to proceed, the “Shapeoko” category (this one) is good.
And then there is a “repository” of user files at cutrocket.com (C3D’s design files hosting site) where you can find many inspiring projects to try (or just inspect), and where you can post yours to share with the community.
1 Like
Julien,
Success! The defaults were showing 840mm for x and z axis… I set them to 857mm ( right before metal to metal contact) and got the bitsetter perfect. Started cutting last night but it got late. Hope to finish tonight. I have an almost unlimited supply of test boards 3/4" ply wood in 12x12 straps so I hope to learn quickly.
2 Likes