I will start by saying that I am very happy with my Shapeoko 3. It was an excellent value for the money and has met or exceeded my expectations. I bought my Shapeoko 3 back in April of 2019 and have loved it. I upgraded to the Z-Plus the moment it came out and have also added the SMW fixture plate. I have also added my own 800W 65mm spindle. I cut mostly aluminum on it and have started using it for a side business that will require a decent level of repeatability and accuracy. I was able to upgrade to the HDZ because of one of the community contests a few months ago which has helped a bit. However, I would like to make it easier to hit +/-0.003" or less without much effort. If money was no object, I would just buy an HDM and be done. Also, upgrading the machine is almost as fun as using it in my opinion.
I will be modifying my machine in order to increase it’s ease of use, accuracy, repeatability and rigidity. Here are my plans in no particular order:
Switch from V wheels to MGN15 linear rails
Make the Z axis and spindle nod easier to tram
Switch from 9 to 15mm belts
Switch from 1.8 to .9 degree steppers
Add an ethanol based MQL coolant system
Add some sort of chip management system
Switch to a different gcode sender
I have loved reading all the other modification threads here and figured I would share as well.
I currently have no plans to do things like ATC or other extreme modifications.
I should be starting on this in the next week or so.
Keep posting as you go along, I had some “I wish I’d known that 10 minutes ago” moments along the way.
If you’re swapping the steppers, I suggest going for the longer body (larger magnets) and 8mm shaft steppers to better resist belt tension over the wider pulleys.
All of my parts from McMaster have arrived as well as my ATP5 for the new X and Y plates. I have had the .9 degree steppers and 15mm belt parts for a few months.
I am just waiting on my rails to arrive from China. Probably a couple more weeks.
That’s the plan!
My SMW fixture plate and mod vise setup is tied for my favorite add on with my 800W spindle. It is a fantastic bit of kit!
Wouldn’t I need higher amperage in order to effectively drive larger steppers? I thought that was the limiting factor on the existing controller. Also, my options at .9 degree are very limited. For the pulleys, I didn’t want to sacrifice any resolution with bigger diameter so I am still at 1/4". I still haven’t decided if I am going to do a separate fully supported shaft with a coupler to the stepper.
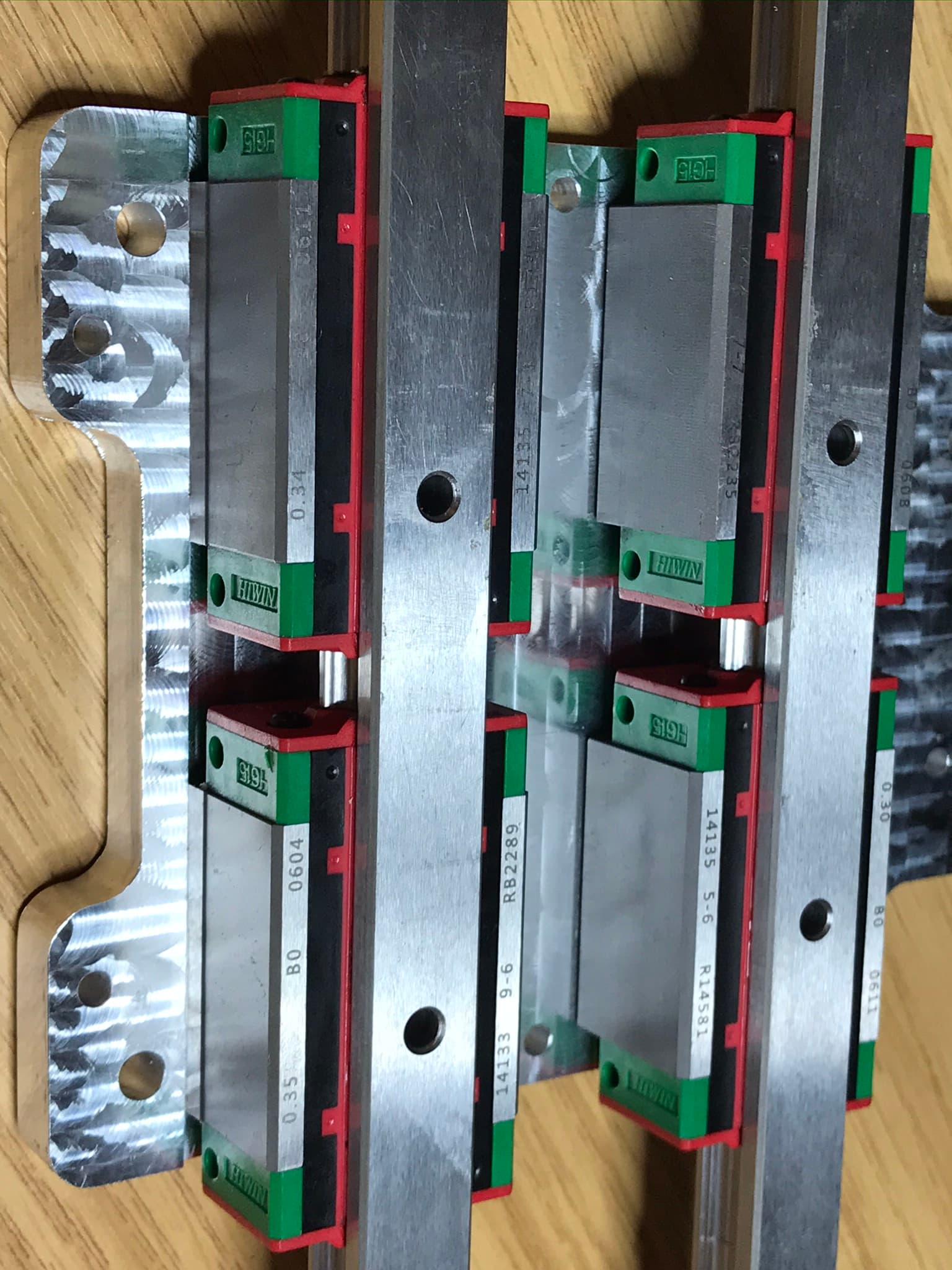
The Hiwin MGN15 rails and carriages arrived today surprisingly. I was not expecting to see them for a couple weeks.
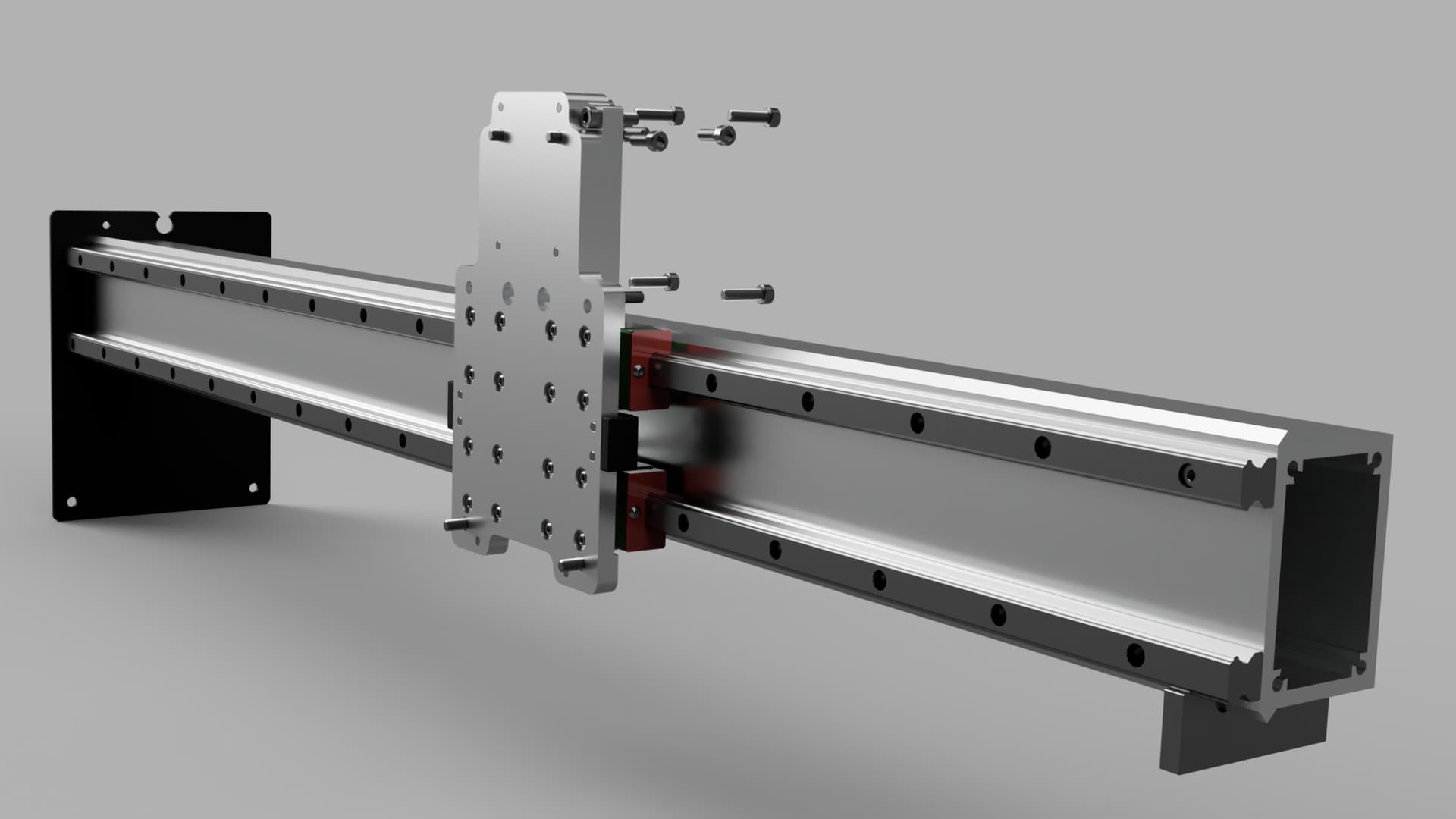
I decided to go with a fully supported shaft with a coupler to the stepper. My design will need a few changes to the X and Y plates as well as a new motor mount. Hopefully I will start cutting aluminum by next weekend. I am probably going to test everything out with 3D prints first. I’ll post pictures once the designs are finalized.
Test assembly using 3D prints is definitely worth the effort, you will probably get very good at breaking the machine down and re-assembling. I found quite a few embarrasing gotchas in the physical assembly process which were hard to see in CAD when I built my Dan Story based mods. I 3D printed the whole part set, assembled the tests, found out where my measurements were wrong etc first and saved myself many hours of machining Aluminium that would not have fitted (those were bits I changed from Dan’ CAD)
All 3D printed (grey PLA and grey HDZ) test fit still with some of the old brackets for the larger drag chains
I would suggest grabbing some bits of 2x4 and making up
A fixture to hold your Z axis assembly and spindle upright, safe and in approximately the right place to bolt onto your X rails
A pair of blocks / fixtures to hold your X beam in place between where it’s going to attach to the Y rails
I found myself running out of hands quite frequently or bodging up wobbly piles of wood (see above), I should have just put the 30 minutes effort in up front.
Turned out 3D print was fine for some of the parts long term too, so I just left all the bits that didn’t need to be Aluminium in PLA, such as the Y and Z axis drag chain bracket. If you’ve not included one yet, I heartily recommend the Z drag chain, I got tired of trying to keep the suction hose and spindle cables & plumbing tidy and watching the flex stress on the nasty ‘aviation connector’ on the spindle, that’s all history now.
What I still got wrong was not making the apertures large enough to get more than one finger in, meaning some of the assembly was, let’s just say frustrating… Made me appreciate how much work Carbide must put into all the stuff we don’t complain about.
Many expletives accompanied getting the set-screws in and tight on those pulleys…
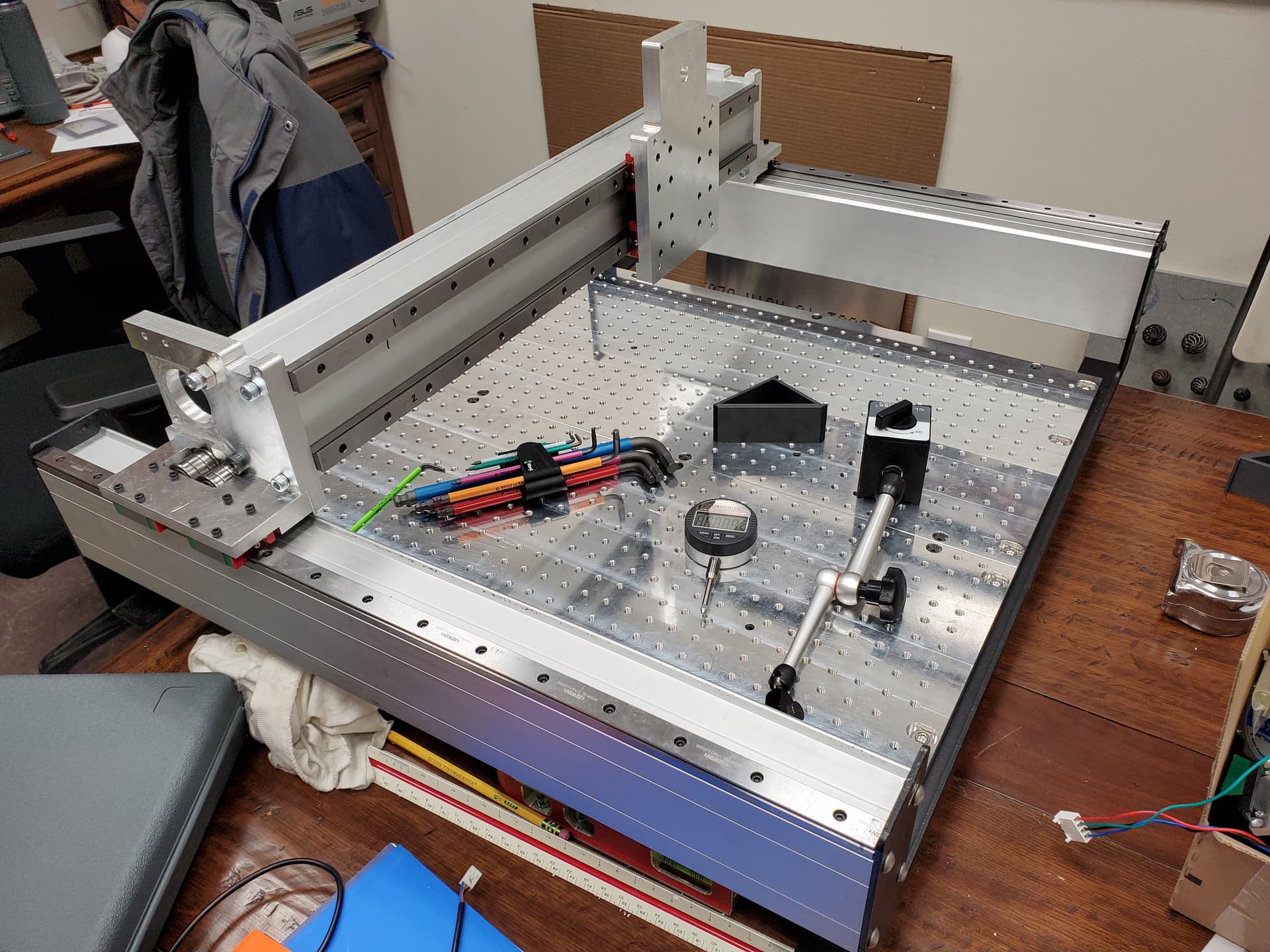
I wish I’d seen this earlier. Designing the parts for my new machine, I was like “yeah, I can just nudge things around with dial indicators everywhere”. Now it’s time to assemble the thing and that doesn’t quite work… If I’d done a test assembly I would have caught those issues earlier.
Now I’m planning to 3D-print a bunch of adjustment jigs (e.g. brackets with set screws that I can bolt on next to my linear rails in order to align them). If you do something similar, in particular to get your rails straight and parallel, I’d love to see it. I thought mine came straight but comparing them to a straight edge with a DTI, they’re really not.
I spent quite a while thinking about how to get the rails ‘straight’, I finally came to what I thought was an acceptable answer which I could improve on later, if and when I could measure the errors.
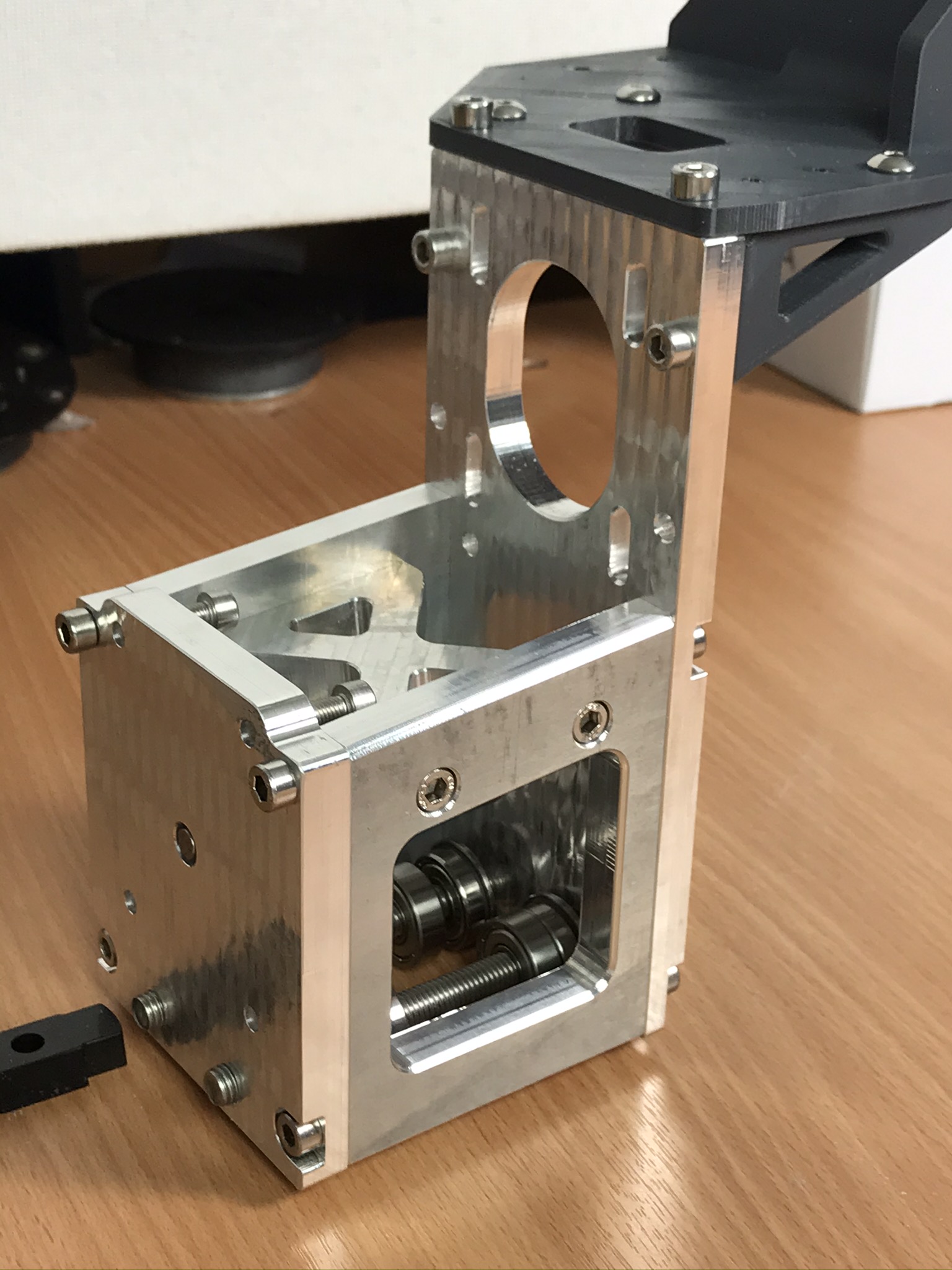
I milled an alignment edge into the Z carrier plate against which the reference ground edges of the lower pair of Hiwin rail blocks attach.
I then chose to state that my X extrusion was ‘straight’ as in, it was the straightest thing I had, not owning a 1000mm reference straight edge and that I would rebuild using the lower face of the X extrusion as reference.
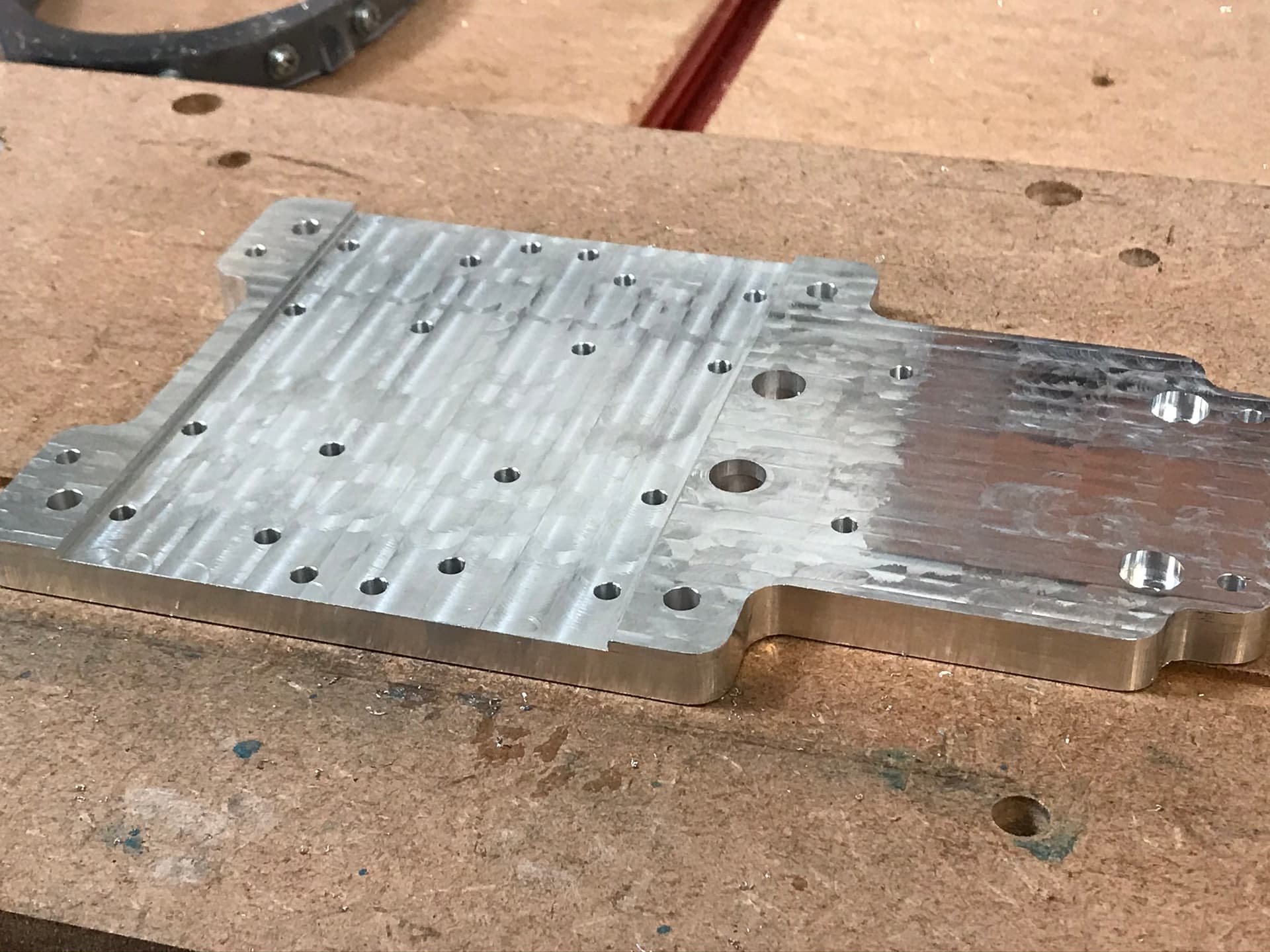
I milled a couple of brackets out of 10mm plate which I could clamp to the X extrusion and push the rail against, I used these at both ends of the lower rail and then worked my way inwards a couple of bolts at a time ensuring the rail was pressed against the clamped on alignment block each time. These did not need to be particularly accurate, just straight edged and the same as each other which the SO3 did fine.
Once the Z carriage was on with the lower blocks tightened up and the lower rail all torqued down I adjusted the upper rail blocks, with the upper rail in place but not bolted down, so that I could slide the Z carriage left to right the full extent and not see or feel any vertical movement at either end of the upper rail. I took this to mean that the upper rail blocks were reasonably parallel with the lower rail blocks.
I could then bolt and torque down the upper rail, moving the Z carriage along as the reference offset from the lower rail as I went. One final loosen and re-torque of the upper blocks and I had a smoothly moving, non-binding Z carriage.
If I acquire something I trust to be more straight than the extrusion I can loosen the top rail bolts and use the straight reference to take any curve out of the lower rail, then follow the same relative alignment process.
Don’t know if this was a ‘good’ way to do it, but it worked for me and the X movement is about the straightest thing on my machine now.
Amazon sells 38 and 50in straight edges for dirt cheap. I’ve a 38in version and it’s been an invaluable tool when installing the linear rails. 38in Straight Edge
Sad to say but the Shapeoko’s extrusion (especially the long one) is far from straight (flat in this case), especially for installing linear rails. Or maybe I was just unlucky with mine. It’s certainly worth getting a straight edge for the peace of mind, after all, it’s quite an undertaking to mount the rails.
Round one was just replacing the X-Z axis V wheels to see how much improvement was available, it was pretty much inline with what I expected from the deflection model. On the XXL frame there’s lots of other sources of deviation, some of which become a lot more significant than on the standard size SO3.
For round two I’ve got a proper DIN874 straight edge so I don’t have to guess when installing the rails whether they or their mounting surface are straight.
Yes. The point is to make it easier to hit reasonable tolerances for this level of machine while also improving speed. I also just thought it made a good title.
So the job that motivated this upgrade got moved up suddenly. I had to focus and get the upgrade done as fast as possible. I didn’t have time to update on my progress during the upgrade but I did take pictures as I was working.
I completed the upgrade Friday night (25th) and it has been chewing away at aluminum all weekend without any major incidents. I did have a set screw come loose on the X motor coupler. Luckily it did not scrap the part. The couplers I got are the only part of this upgrade I don’t like. They were cheap and I should have gotten something better. I already have a new set on the way from McMaster.
The parts I used from the original machine are the HDZ, sheet metal frame and risers, X and Y extrusions and the proximity limit switches. I have an idea to replace the sheet metal but it will have to wait until this job I have is done.
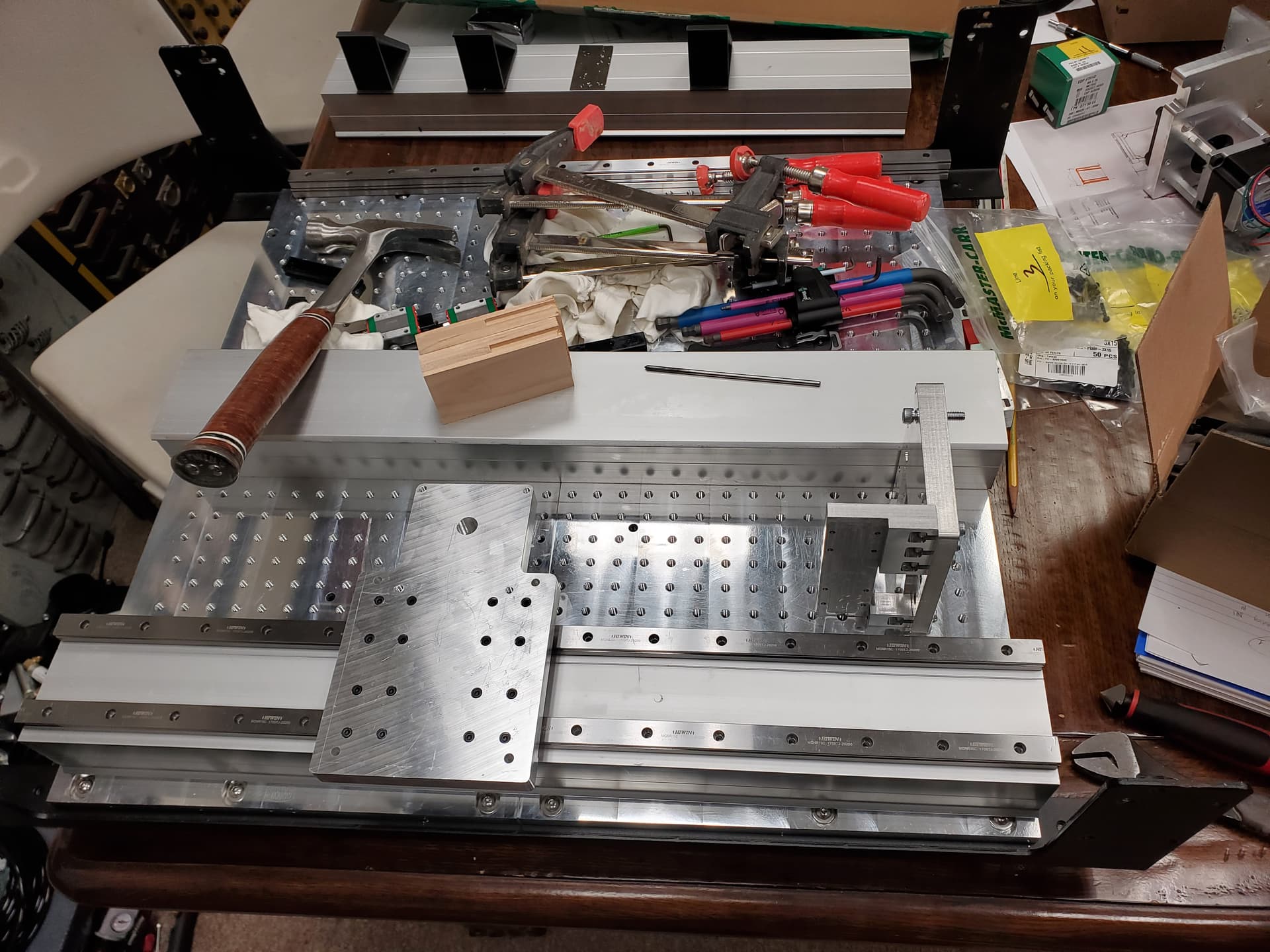
I decided to consider the extrusions as flat when I was installing the rails on X and Y. I don’t have a straight edge or flat surface large enough to do any better. For X I locked one rail down using clamps and a small square and then marked all the holes with a transfer punch. Once all the holes were drilled and tapped, I used the same clamp process to lock it down and tighten all the screws. I then used the top rail as a guide to align the bottom rail. I had to compensate for a little bit of a crown on the face of the extrusion. I fixed it with aluminum foil and a mixture of feel and a small straight edge on the face of both rails.
For Y I did basically the same process, I just didn’t have to use any foil to get it to move smoothly. I also squared the machine to my SMW plates at this point.
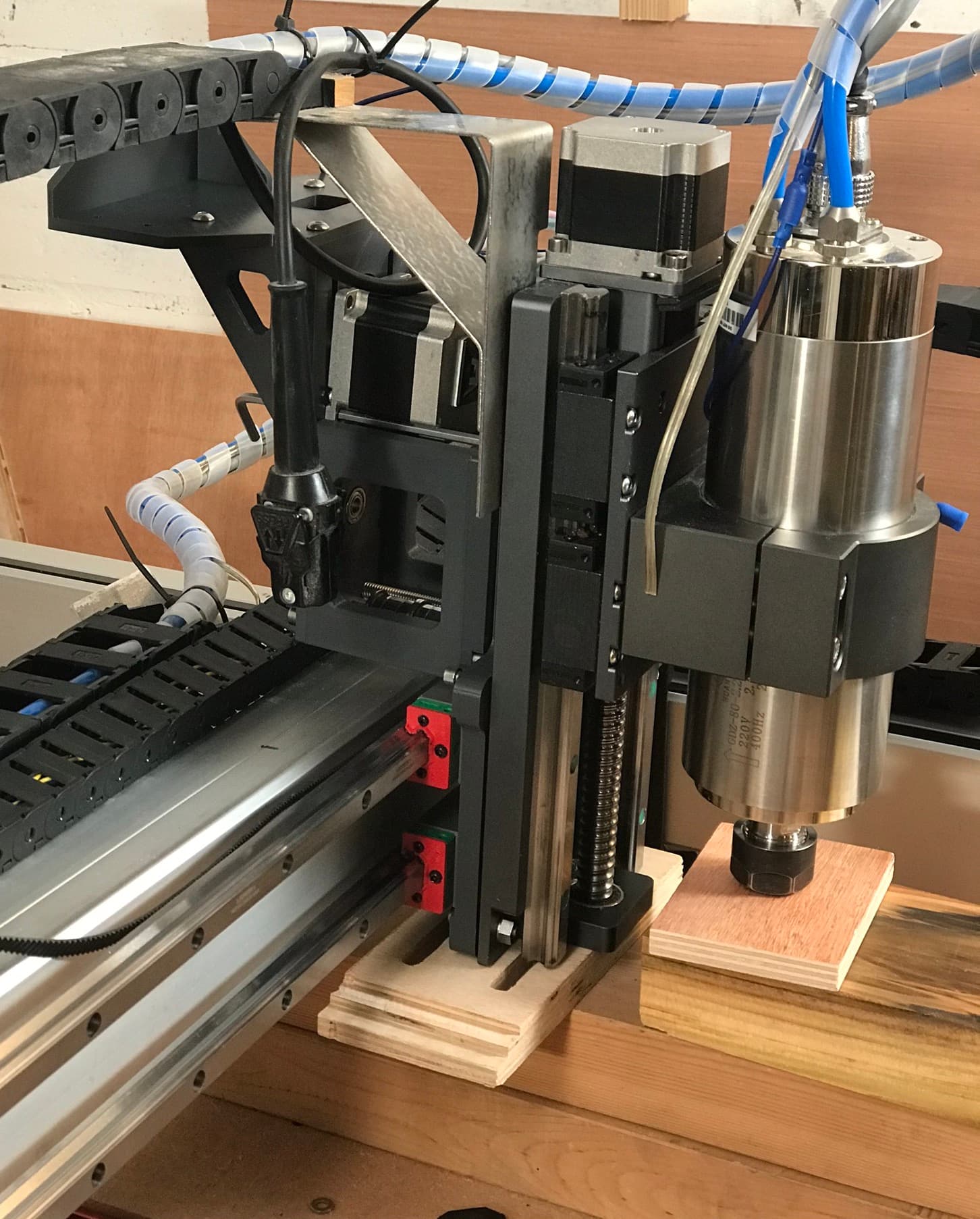
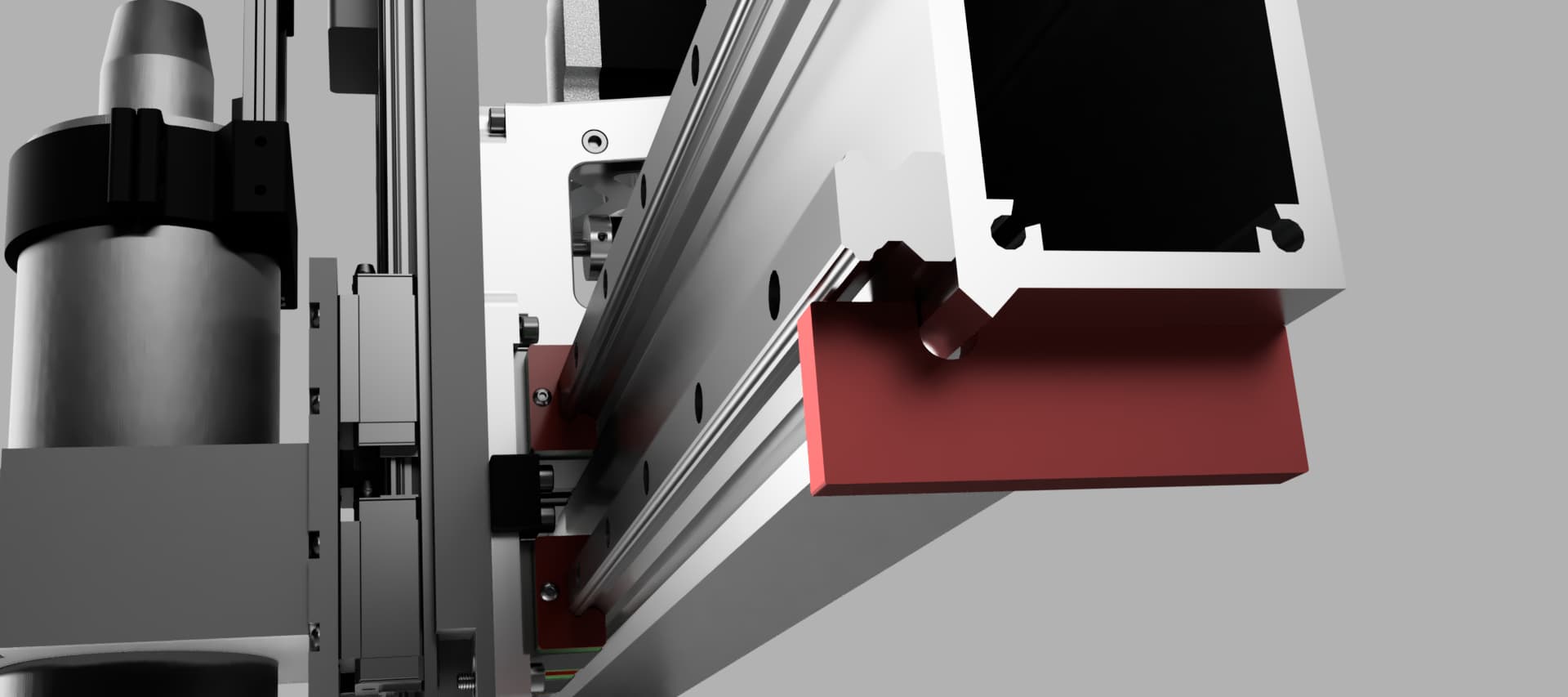
One thing I am very happy with is the adjustment I made for tramming spindle nod. I made it so the whole X beam could be rotated around a couple of shoulder bolts using some excentric spacers.
Using two 14mm sockets I can tilt the whole Z axis with very good precision at the spindle. When I did tram the spindle later on in this process, it took me about 3 minutes to get the nod within 0.0005" across 8". No more scrounging around for different sized M5 washers or making shims for V wheels. Thank goodness.
I am using 3D printed motor mounts and shaft supports currently because of my need to finish quickly. I may design some aluminum ones and change them out at some point. I used a carbon fiber filled PC blend material from Prusa. So far it is holding up well.
I took the oportunity to increase the size of my Y axis drag chain when it was all torn apart. Previously I was having issues with my extension cables coming unplugged because it was too small for all the wiring in it. Now everything fits nicely with room to spare.
This is when I did all my spindle tramming and belt tensioning. I really like the 15mm belts. They are a huge improvement over the 9mm steel core I was using.
The jury is out on whether the .9 degree steppers made any difference in the resolution of the machine. This is a picture of a circle diamond test I did. The circle is 3/4" diameter and the diamond is 1". As you can see, there is definitely still some faceting and I unfortunately did not have time to make a test piece before all the changes to compare against. I suppose I could swap in the old steppers and make one. I may do that in the future.
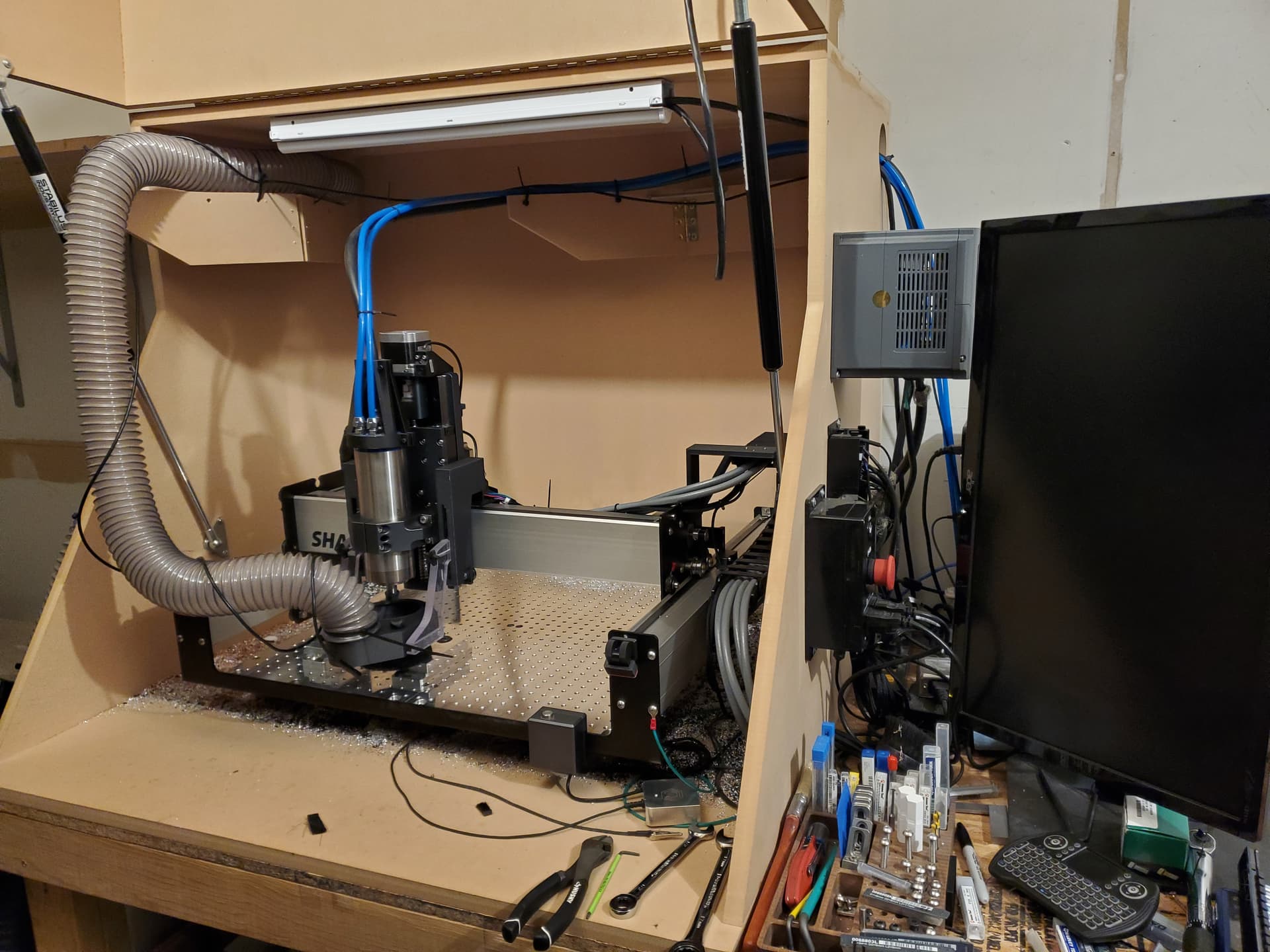
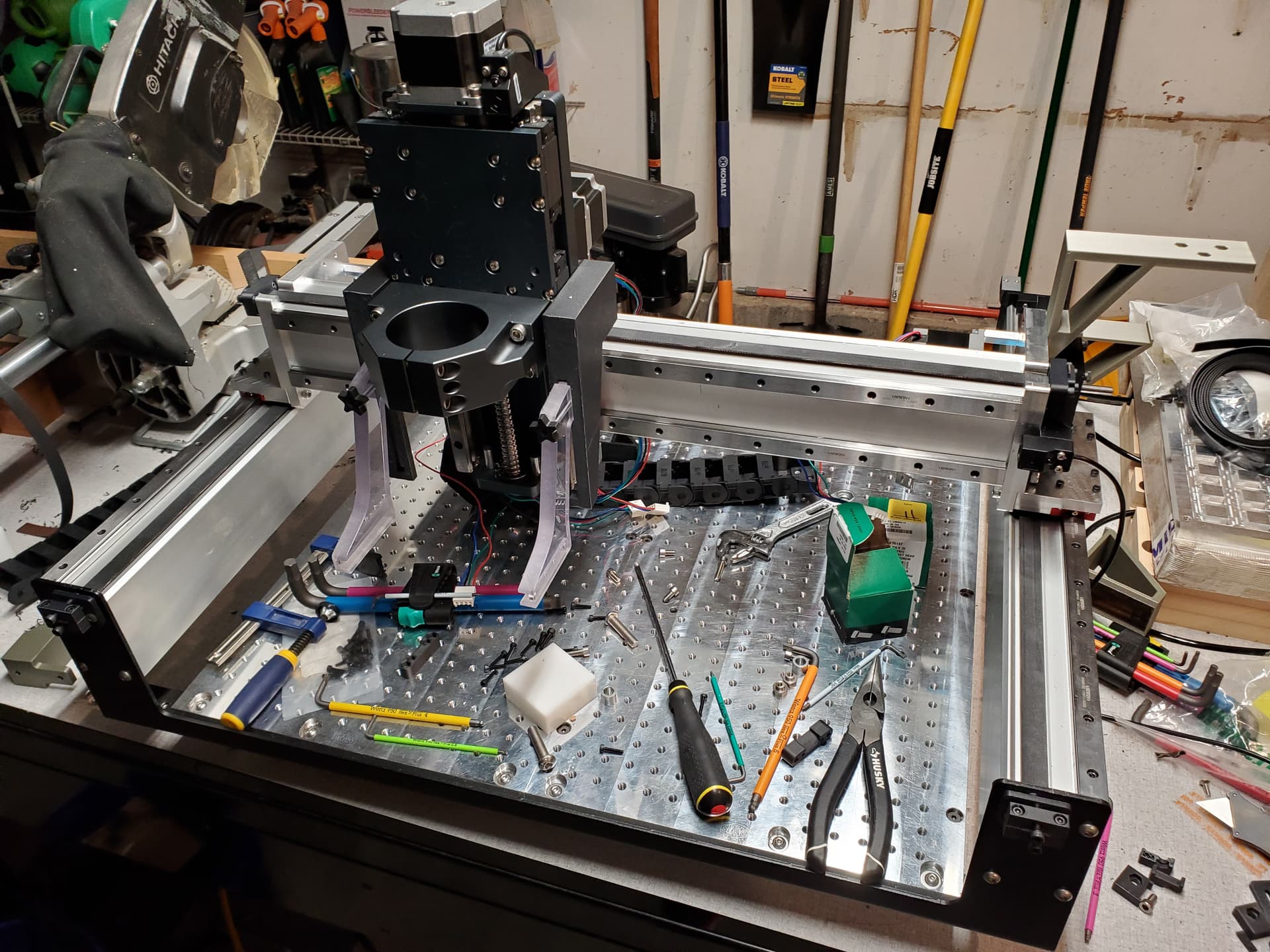
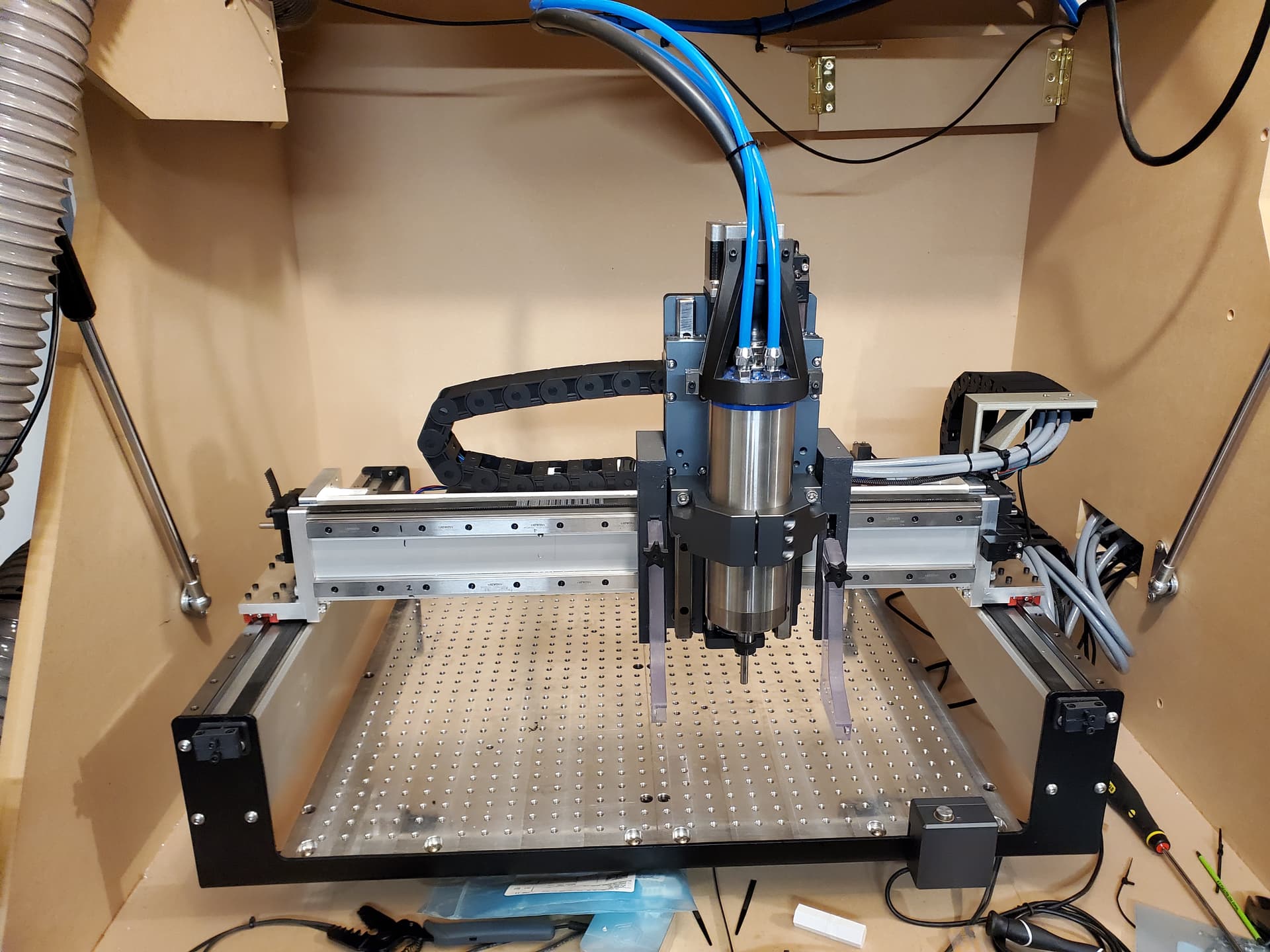
Glory shot of the completed machine with the first of the plates for this job ready to go.
Overall, I am incredibly happy with the upgrades I have completed so far. An MQL system, chip management and a new gcode sender will have to wait until I have more time. Maybe not that last one depending when and what comes on this new version of CM that Rob mentioned here:
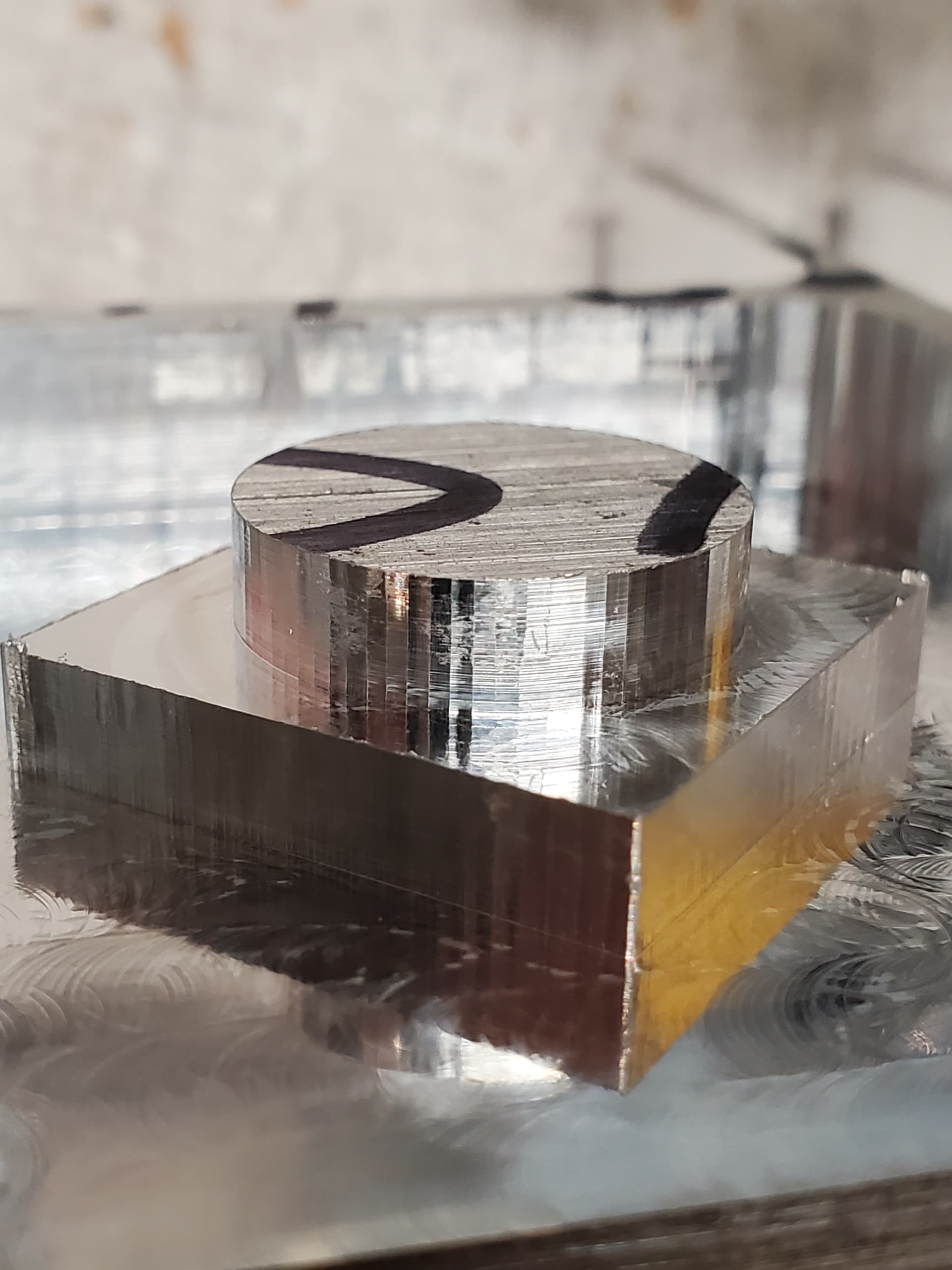
I was hoping to be able to push my feeds and speeds in aluminum 30% higher that what they were on V wheels. After testing I was blown away by how much harder I could push the machine. I am at just over double the DOC from before on adaptive and I hit chip clearing issues on my slotting tests before I hit rigidity limits. Once I add that MQL system, I expect that I will be able to do 2-3x the DOC while slotting from before using the same tooling. The job I am running right now is about an hour and a half of adaptive at 0.0625" DOC, 75% optimal load, 24000 RPM with an 8mm Datron 4-in-1 single flute. Prior to the upgrade my max reliable DOC was 0.03" at those same settings. The chips coming off this look great!
I think I could increase the chipload if I had that MQL system. The heat from going faster is just a little more than I am comfortable with currently.
I haven’t done much work on really chasing down accuracy yet but without calibrating for belt stretch or any spring passes, all my tests were within 0.005" which is good enough for this job I have to run. It is going to be a while before I am able to get back to upgrades on this. I have about 70 hours of machining in ATP5 to do. It would have been about 120 prior to the upgrade.
Is this with the finishing pass or after roughing only? If it’s after the finishing pass than it’s insane what a difference in quality ballscrews can make. Even cheap Chinese screws can dramatically improve surface finish.
I was pretty sure there was something wrong. I haven’t had time to investigate it yet. After all this plate work is done I plan to chase it down while working on accuracy.