Ok,
So I ask about how to do this in the past and got some great feed back. Some of the explanations on how to do inlay seemed overly complicated. I did get pointed to a guy on You Tube who showed a pretty simple method. It is his method I have been experimenting with to learn how to do inlay.
Following his instructions I took a image of a star, two inches tall.
I created a file first to cut the female part of the inlay. That was the simpler of the two operations.
I used Advanced V Carve to do that. I used a 1/8" end mill for the pocketing and a 30 degree V cutter for the rest. I started at the top of the material and cut to a max depth of 0.200".
I created a new file with the same star image for the male part of the inlay. I drew a circle around the star this time so I could pocket away this material. This time, follow the instruction from the YouTube guy, I set me start depth not to zero but at 0.100 and my max depth once again to 0.200.
The reason he explained for doing this is so you will leave a small pocket under the inlay for glue.
I assume if I increase the depth of the starting depth say by using 0.110 instead of 0.100 I will decrease that pocket.
I also forgot to flip the image horizontally but since I was working with a image of a star it seemed not to matter. I imagine if you were working with say letters, flipping the image would be necessary.
Carbide Create does the pocking operation first with the 1/8" end mill. Its first cut is pretty deep since the start depth is set to 0.100" and since that tool has a depth of cut per pass of 0.050 the first cut ends up being 0.150.
On person commented that you get a cleaner cut if you do the V bit cut first then the pocketing but Carbide Create doesn’t work that way.
I thought about skipping the Advanced V carve to do this and going with a simple Vcarve operation to cut out a image with the start depth set to 0.100 and max set to 0.200
Then following that with a pocket operation that has a start depth of 0.000, top of the material and a max depth of 0.200
I figured this way the end mill will not be taking such a deep cut the first time and I’ll get a cleaner cut with my V bit.
I’m going to practice this a few times using letters so I get used to flipping the image. Also going to experiment with that start depth to see how it effects the glue pocket.
I’m still trying to wrap my head around how starting below the surface of the material gives you a glue pocket. I’m guessing it has something to do with the fact that the top of the inlay material will be at the bottom of the inlay pocket and your cutting the image out with a V bit.
If anyone knows of a even simpler method I would love to hear it.
It doesn’t. Starting below the surface is what allows the male inlay to sink into the pocket. The difference between the Pocket Max depth and the Male Start depth is your “glue gap”. That gap is not for glue, but to give the opportunity to really clamp it together and not bottom out the male inlay.
The “simple method” you found is the way V-Carved inlays are done.
Thanks.
Now that I have your explanation to work off of I’m going to try some practice inlays that I can cut in half so I can see how adjusting the min and max on the inlay material effects the fit. I’m kind of a visual person. Reading what you write and then trying it will really help me make sense if it.
Watch this, then watch it again. I have been homing the technique for a while now and Andy’s suggestions are all spot on. Use his depths - they are ideal. He also comments that for endgrain do clearance first then v and for face grain do the opposite - I tested this and he is right.
Ok,
I took your advice and watched this video and then watched it again with a pad a pencil to take notes.
It was a great video. Very informative. I was very interested in the numbers he used for his pocket and his plug. Now he used Vectrics. So he has a start depth and a flat depth where Carbide Create has a start depth and a max depth. I made the assumption that in Vectric’s the sum of start depth and Flat depth equals Max depth in Carbide Create.
Andy said the numbers that worked best for him where when he used for his pocket, start depth of 0.000 and a Flat depth of 0.200. In Carbide Create that’s a start depth of 0.000 and a Max depth of 0.200.
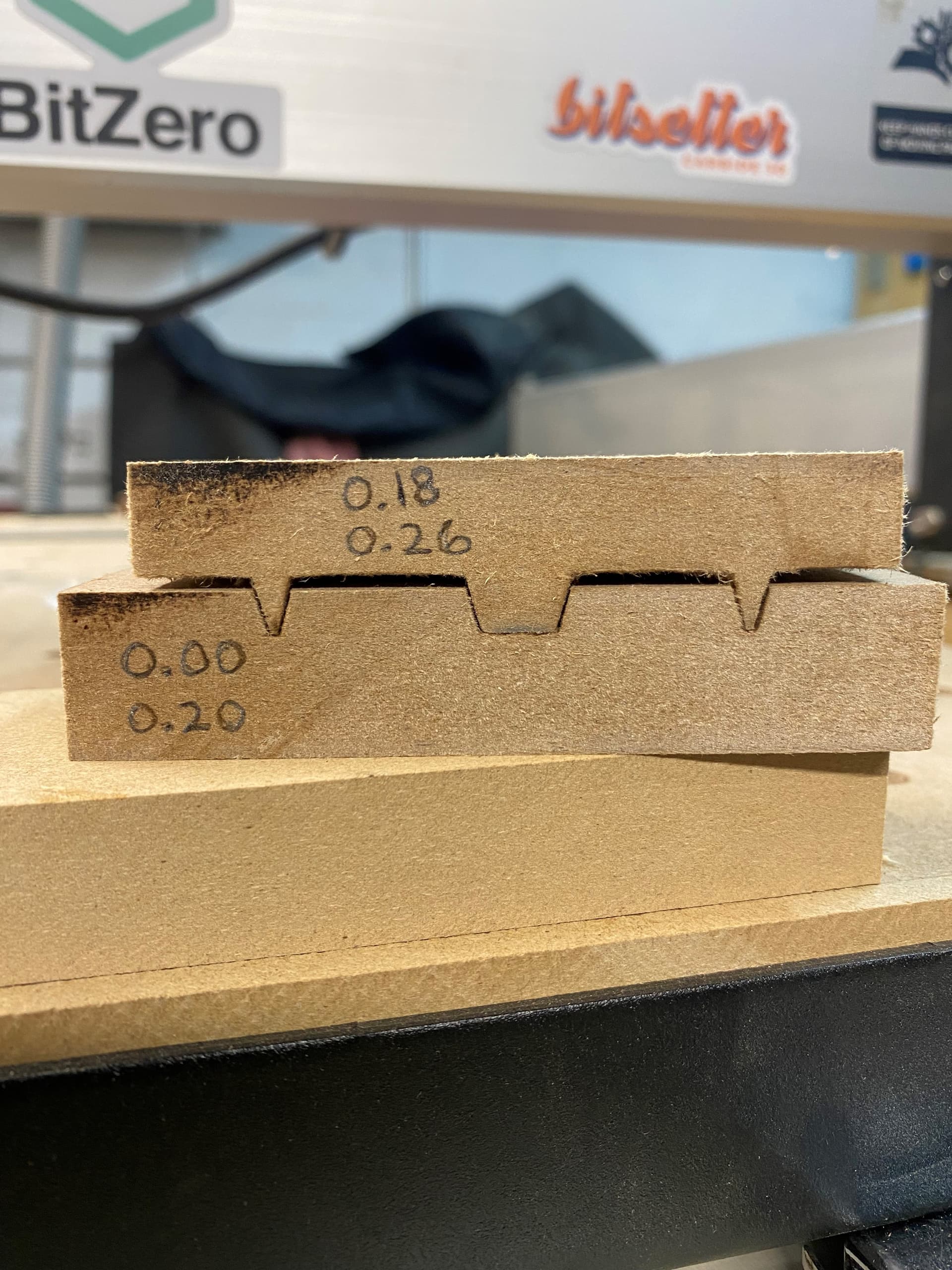
On his plug he said he likes to use a start depth of 0.18 and a Flat depth of 0.080. In Carbide Create I made the assumption that this equates to start depth of 0.180 and a Max depth of 0.260
0.180 + 0.080 = 0.260
I used the same bits he used. A 30 degree V bit and a 1/8" end mill. I ran a simple program where I cut out a 2-1/4" tall letter “S”. After it was finished I put them together to check their fit. What I found was a sloppy fit. The plug bottomed out in the pocket before it made a tight fit.
Not sure what I did wrong. I obviously misunderstood what he was saying because he was so certain these numbers will give the best fit when you are doing inlay.
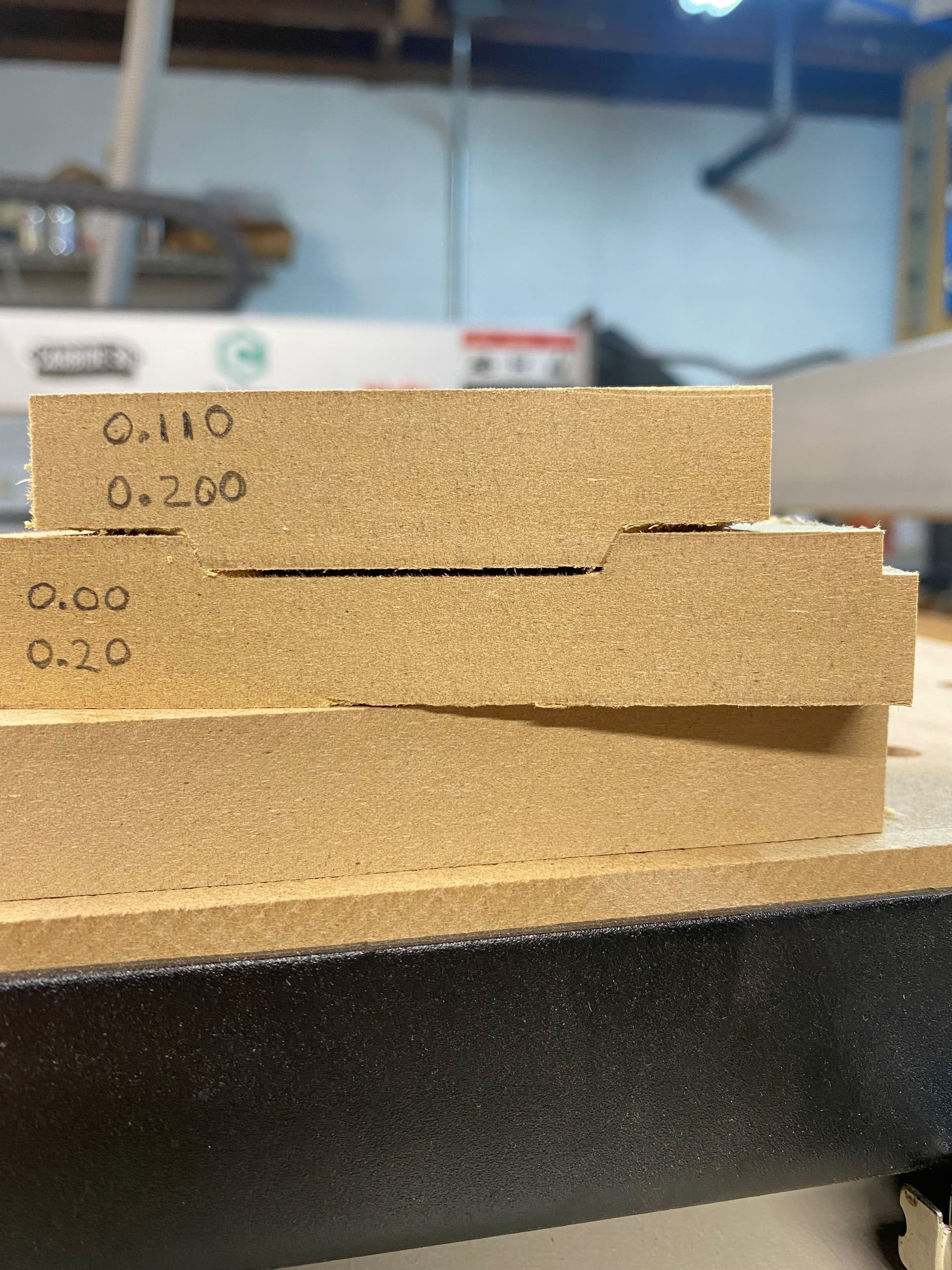
I have been using, up to this point, a pocket with a start depth of 0.000 and a Max depth of 0.200!
. For the plug I used a start depth of 0.110 and a Max depth of 0.200
Using these numbers has given me a pretty good fit so far but Andy actually called those very numbers out in his video saying he did not get a good fit with these numbers witch prompted me to try his numbers for even a better fit.
I attached two pictures. The first one was using Andy’s numbers which gave me a lose fit. The second pictures is using the numbers I have been using. I wrote the numbers on the pieces for clarity.
If anyone knows what I did wrong you could save me sometime from watching Andy’s video a bunch of times to figure it out.
Interesting discussion. I’ve used F-Engrave (free software) that does most of the calculations for you. They call their gap the “prismatic overcut”, heaven knows why. Life would be simpler with a consistent terminology.
I don’t have Vectric software so I’ve been trying to develop a method using Fusion 360, but it’s a slow process.
You’re barely giving yourself any room (half a mm) for error with the numbers in your first pic.
Most likely your Z-zero is set a bit too low. How are you setting that zero? Does your 30° bit have a flat at the tip.
The bottom one looks good. When you clamp that it’ll be nice and tight.
The numbers I used in the first picture came from the video that i3oilmaker attached in this feed. It was done by a guy named Andy Johnson. Don’t know if you watched it but this guy seems to know
What he’s talking about. He did some really nice inlay with his CNC.
So I’m not sure why his numbers were so off for me. I can only conclude that I misunderstood what he was saying. I plan on watching again. As mentioned he uses Vectrics to run his machine. Numbers get inputted into Vectrics different then Carbide Create so I had to do a little converting. I think that’s were I might have screwed up. Maybe someone else reading this could watch the video and comment on what numbers they come up with.
The second picture shows the numbers I have been using from the start. They have been working pretty good for me so far. As you mentioned, once I glue and clamp those parts, I will get a nice tight fit.
I kind of under stand how starting below the surface of your inlay stock effects how it fits in the pocket you create but i think im going to play around with that start depth number so i can see how it effects the fit.
It seems that the max depth on both the pocket and plug remain the same. In my case 0.200. The pocket start depth is always 0.00 so the only number that get manipulated is the plug start depth. I’ll post what I come up with.
Thanks,
I have seen this thread before when I first looked into how to inlay but forgot about it until you just reposted it. Now that I understand the steps required to do inlay with a CNC, this article’s makes a lot more sense now so thanks for bringing it up again.
Hi Neil - I will probably have more than one question! Hope I’m not hijacking this thread –
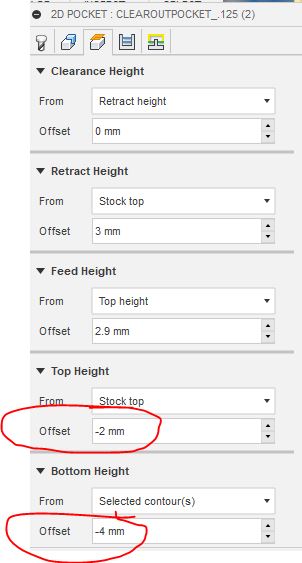
I’ve been studying the female-side toolpaths in your “dawg” example. I see most of what you are doing, but I’m puzzled by a couple of settings. The MainPocket mills -4 mm from the selected contour; that makes sense to me. But the ClearOutPocket Top Height setting of -2 mm puzzles me. What is that setting accomplishing? The toolpath still mills down to -4 mm from the selected contours, so…?
Also, I noticed that in the MainPocket you have radial stock-to-leave of 0.2 mm but in the ClearOutPocket you have radial stock-to-leave of 2.5 mm. Any significance for those two numbers, or for the difference between them?
Finally, you said in your writeup The pocket is set to have an overall depth of 5mm. But your flat bits are only milling to -4 mm, and only the last V-bit inlay toolpath goes down to -5 mm. Doesn’t that mean the flat spaces in the female side will only be at -4 mm, with a -5 mm v-groove from the v-bit around the periphery?
Off the top of my head, the “clearout pocket” was to catch some things that were not cleared by the tapered MainPocket. I used the same toolpaths for several designs, and it was more essential in some designs than others.
The MainPocket leaves a bit for the V-bit. The ClearOutPocket is not tapered, the stock to leave was to prevent it cutting through the tapered steps and just get the bottom.
Yes. I don’t remember. That may have been a mistake or I noticed something in the preview. The bottom of the pocket was not pretty, but that didn’t matter for inlays.
I hope that helps clear up a couple things. It was mostly an exercise in proving it was possible to myself, but it was cool to see it work with just a sketch in Fusion. @MarkDGaal used my toolpaths to make a cool cutting board. I believe he used a 1/16" endmill on the ClearOut pocket to get even more cleared out. I remember telling him to “trust the math” and go for it. I was half expecting him to waste some expensive stock (sshhh…I didn’t tell him that), but that inlaid cutting board turned out great, right Mark? I can’t find the link to his post.
I struggled with inlays also, but I finally found a recipe that works. Using a 30 degree v-bit, I use 0.0" and 0.2" for the pocket, and 0.18" and 0.08" for the inlay.
I pretty much came to the same conclusion and numbers as you.
I watched a lot of how to videos on inlay and it seamed so complicated so when I saw a video basically using your numbers except for the numbers on the inlay. I thought I just lucked out but it worked a second time.
I’ll try your numbers of 0.180 and 0.08 on my inlays to see how it works.
Ok so I asked a lot of questions on how to inlay. Got the basic concept down regarding one species of wood into another. So now I want to try doing a inlay project that will require me to inlay three species of wood. In this inlay I will need to inlay different woods next to each other. While thinking how I would do this I came up with a few different methods. Each time I run the order of operation through my head I see problems.
I thought I would take the image and divided it up be the different woods I will be using and then cut out all three inlays first. Then I would mount the pocket material on my machine and pocket out the entire image. Then I thought I would glue and clamp each species on at a time until all three are inlayed. I don’t see the different woods fitting very well next to each other doing it this way.
I see projects out there that have several different woods next to each other so I know there most be a correct way to do this. Could someone who has done this before point me in the right direction?
I would consider doing inlays into the inlays. Pocket and inlay the first wood, then pocket that and inlay the second, etc. The second pockets don’t have to sit within the first, but could do or overlap - the key is that you are cutting a pocket/inlay pair and thus get an exact match.