Am wondering if someone can explain to me how to cut the male side of my inlay so that it will actually go into the female side. Am using a 30° V cut bit at a max depth of .2 on the female side. On the male side I have a box around the design and in advanced Vcarve have enabled the pocket tool, the V carve bit is set at zero start and .2 stop. The simulation looks good, however, I don’t believe this is going to fit into the female side. I’m lost as to how to make this work. Can anyone help?
Hi @Lookin4help,
Have you seen this ?
2 Likes
I have watched the demonstration in the link you sent. However, I am not the brightest star in the sky and I still do not understand. Is the cutting start and stop point dependent upon the V bit used (90, 60, 30 degree)? In your demonstration you use a start point of zero and stop point of .2 on the female side. You then give set points for the male side that a different. What if my female side was start zero and stop .4? Would the numbers you gave change? Should there not be some sort of mathematical formula that helps you calculate this?
The angle of the bit just depends on the detail you need. I use 60deg for most.
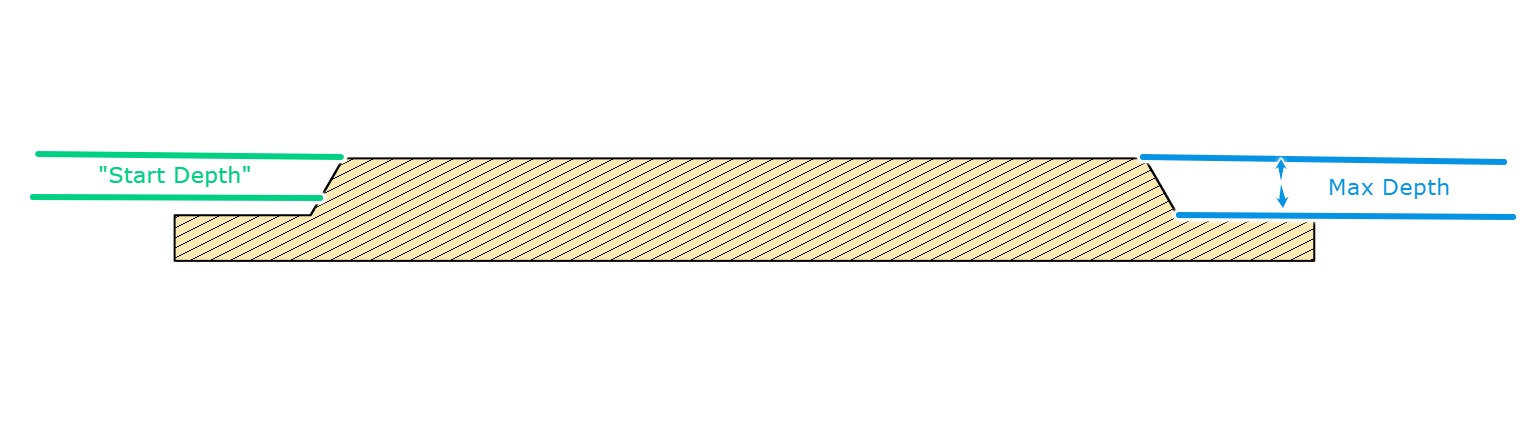
The “Start Depth” is the amount the inlay will insert into the pocket before the design matches up. You want this to be most of your pocket depth.
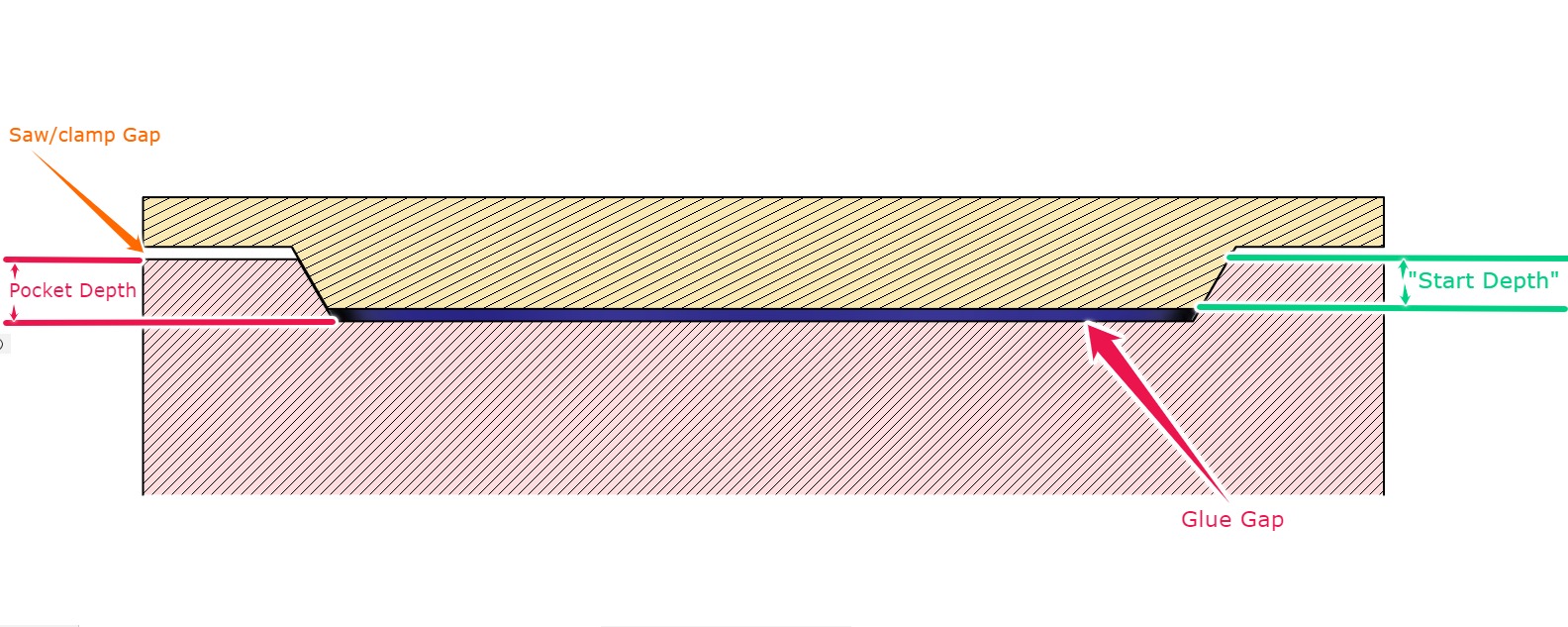
Glue Gap = Female Pocket Depth - Male Start Depth
Saw Gap = Male Max Depth - Male Start Depth
I don’t see a reason to go more than 5mm or 0.2" on a pocket depth.
Glue gap isn’t as much for glue as it is for clamp force (works better when you REALLY clamp it).
Saw gap only needs to be bigger if you’re actually sawing the excess inlay scrap off (I use the machine to face it off). You do want that gap to be at least the same as the glue gap for clamping (again, smash the inlay in there).
There’s nothing crazy to it. When you use the same bit, the angles match up. The key is “tricking” it to match up part way down the male inlay. Create’s “Start Depth” takes care of that for you, but you can just set Z-zero below the surface to achieve the same thing.
5 Likes
This was VERY helpful, but I’d like to follow-up with a question to make sure I understand. In your example the female side is cut from zero to a depth of .2. The male side is cut from .1 to a depth of .2 , leaving a .1 glue gap. If you wanted no glue gap would the cut be from .2 to .2 and at that point the male and female surfaces would be in full contact with each other?
In theory, yes. I don’t use Create, but I don’t know that it would be able to generate a toolpath in that case. The stock above your start depth is essentially ignored. Starting at 0.2" and cutting to a depth of 0.2" means you’re not cutting anything.
Also, for the inlay to work, you want a gap. When you apply clamp pressure, you do not want the inlay to bottom out. That said, 0.1" is too much for a gap in my opinion. I use 1-1.5mm (.04"-.06"). I’m not sure which example you’re referring to.
1 Like
Was referring to the example that came with your first reply. At any rate I do understand this. On my project the female depth of cut is .2 and I will probably make the male cut at a start depth of .17 and a max of .2 which should leave me a .03 glue gap. Again, I do so appreciate your help. May all your projects go smoothly.
1 Like
Post pics when you get one done!
I will be quite some time before I can do that. My workshop is not heated and it is not insulated. Temperatures in the morning are around 17 degrees. Handling metal tools with your bear hands is literally painful. So, until the weather gets up into the 60 degree range I won’t even venture into my shop. Until then I sit inside and plan projects for warmer days. When I do get things done I will try to post a picture. Thanks.
1 Like
I spent a lot of time doing this for two of my Christmas presents. I drew up parts in Solidworks to calculate the required offsets in Carbide Create. Then you can just cut to the programmed depths without offsetting your coordinate system. I will try to post that this evening so you can see.
1 Like
I look forward to seeing those.
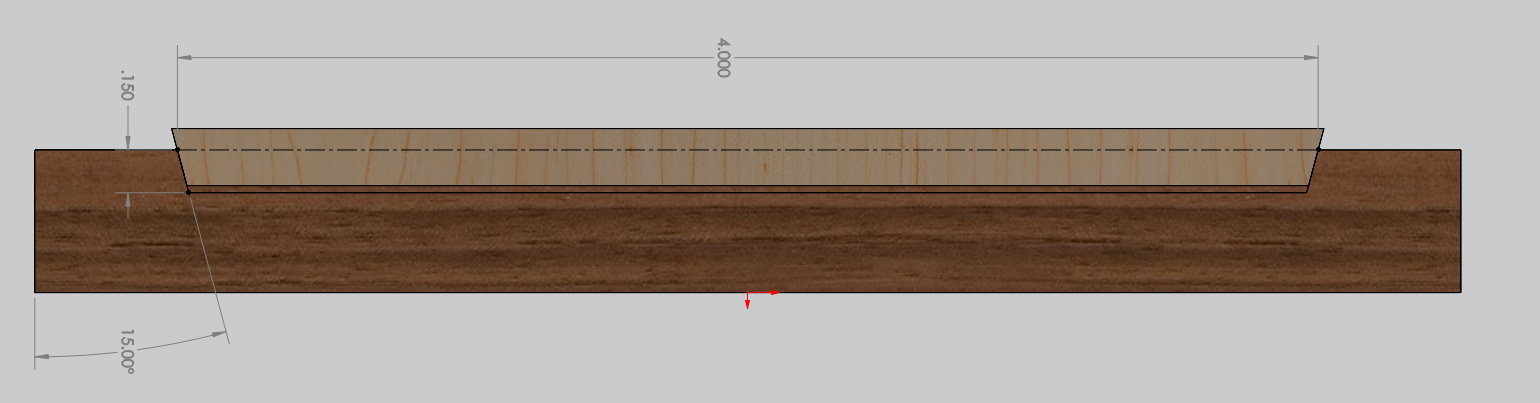
Here you go. The first shows the section view of a very simple rectangular inlay with a width of 4" and a depth of 0.150".
This picture shows the drawing for the inlay piece. You can see I base have the 4" width drawn in as a construction line. From there I go down my desired thickness(0.125") at the angle of my bit and find the width of that line. I use a 30 degree bit based on input from others here and it works great. This gives me 3.933, or 0.033" per side. So with a inlay pocket of 0.150" deep and an inlay piece 0.125" thick with a 30 degree bit, you need to offset you v carve line 0.033". Creating a simple rectangle helps visualize the scenario. It really just comes down to some simple geometry.
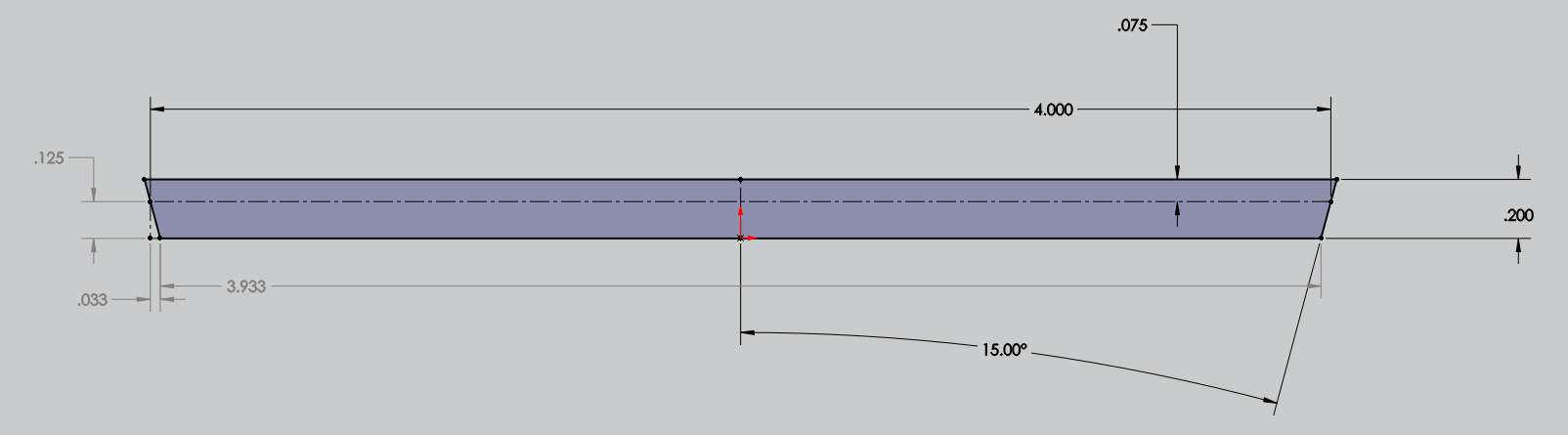
My process is to create the pocket for the inlay and my desired depth, then save as to create a separate file for the inlay piece. Then offset the lines by the calculated amount toward the inside and adjust the depth.
3 Likes
Here’s an example of the first project I got completed.

Had a few small issues with chipping on the birds eye maple and should have glued each letter in separately to keep them lined up better, but overall it looks pretty good.
1 Like
Are you doing the CAM in Solidworks too? If not, I’m confused about what you’re doing in Solidworks.
That’s the way I’d do a flat V-carve (or V-inlay) with Create before the new “Advanced V-carve”. It’s definitely easier to just offset the Z over generating new geometry.
That said, I like doing it the complicated way too.
Nope. I’m doing the cam in Carbide Create. Just using solidworks to show the idea and calculate the offset. It really boils down to just offsetting the drawing by the sin of half your bits included angle.
I’m not a fan of offsetting the depth like some other have posted about since the cutting conditions can get pretty aggressive. I’d rather have control over the whole process without having to watch the machine and adjust feed rates during the operation.
1 Like
That’s why I do inlays with Fusion as I linked above.
What do you do with the areas that are too small for a clearance pocket? Do you just go down to a 1/16th end mill?
Well, to speed up your calculation.
tan(15°) * .125" (your cut depth) = 0.0335"
sin(15°) = 0.259 (and is a unitless number)
Yep. Just came back to update those values. I’m bouncing around between the computer and kitchen. It just hit me that I didn’t finish writing that out. I’ll have to go through your post in detail and see how you do it in fusion. I was referring to the method that mentions V461 with just offsetting your work coordinates.
Is this example for a 30 degree v-bit? I am really struggling getting a good fit using a 15 degree v-bit using Carbide Create. I have tried varying start depths from .1 - .02 in .02 increments with a .20 final depth and am getting horrible results. If I was going to set the above up in Carbide Create, would I have the starting depth .125, Final Depth .150? Are you calculating your start depth on the .033 required offset? I am trying to work out how I would vary the start depth depending on the v-bit used.
In my example I don’t mess with the start depth. I program in the depths I want, but offset the contour lines based on the angle. For you this would be Tan(7.5*)*0.125 or 0.0165". You can offset the inlay piece towards the middle or the pocket towards the outside.
This topic was automatically closed after 30 days. New replies are no longer allowed.