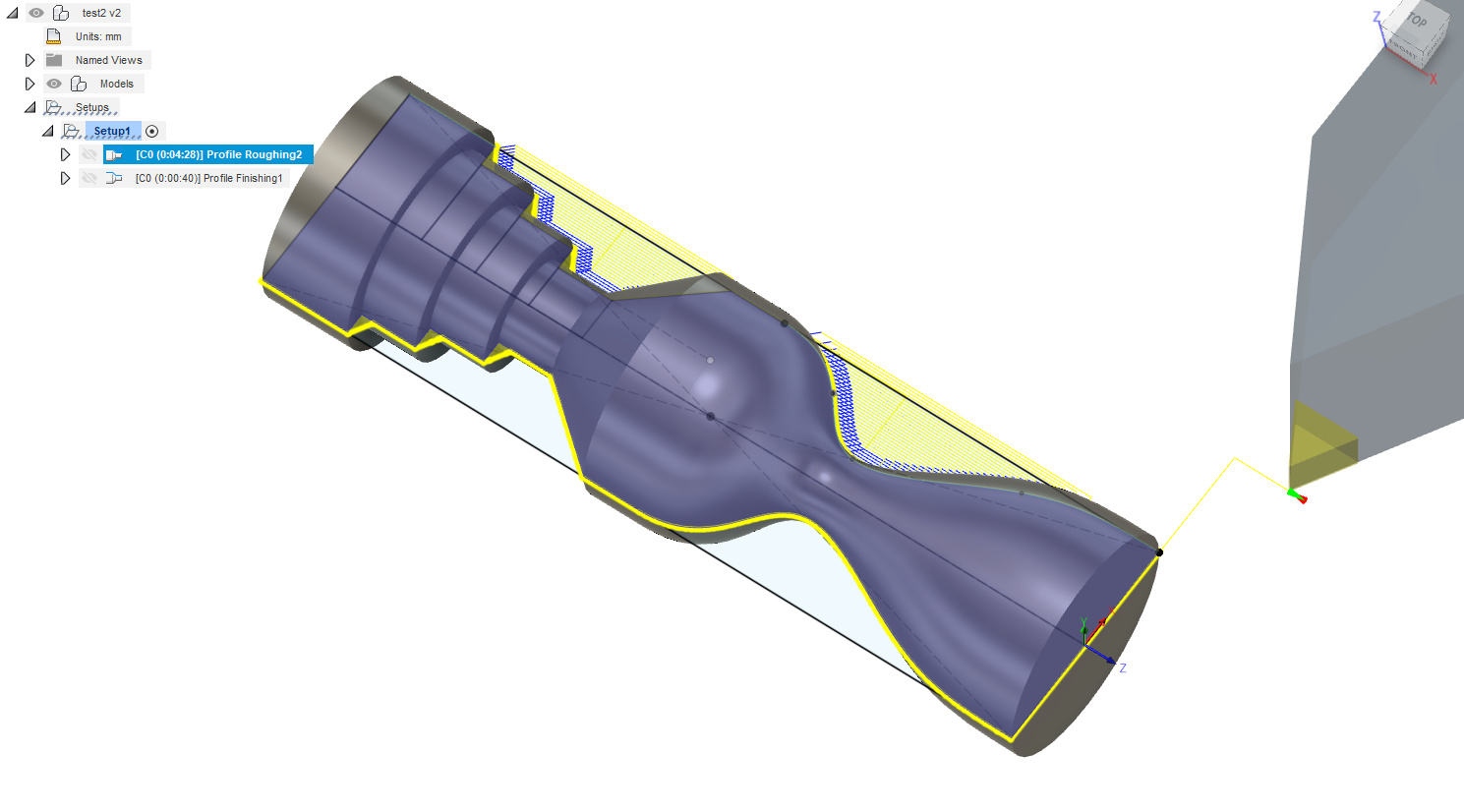
Using my hacked FANUC post, I generated the turning toolpath, which revealed:
that GRBL does not speak turning langage (of course it doesn’t…) so I had to comment out a number of lines like O1001, G98, G50, G28 U0, G99, G96, G97…who needs those anyway (just joking, I did go and learn what they do, and confirmed I should removed them for my very specfiic setup)
I had already substituted X for Y and Z for X to get back to CNC coordinates, but I scratched my head for a minute when I noticed that the Y values where twice as much as they should have been. A minute of googling later I learned that even though the zero reference for X is the lathe axis, the X value is a diameter, not a distance from X0 (radius)…D’oh. So I hacked the post further to divide all X values (well, Y values, if you followed) by 2.
at this point, someone at FANUC is yelling at me for BUTCHERING their post processor
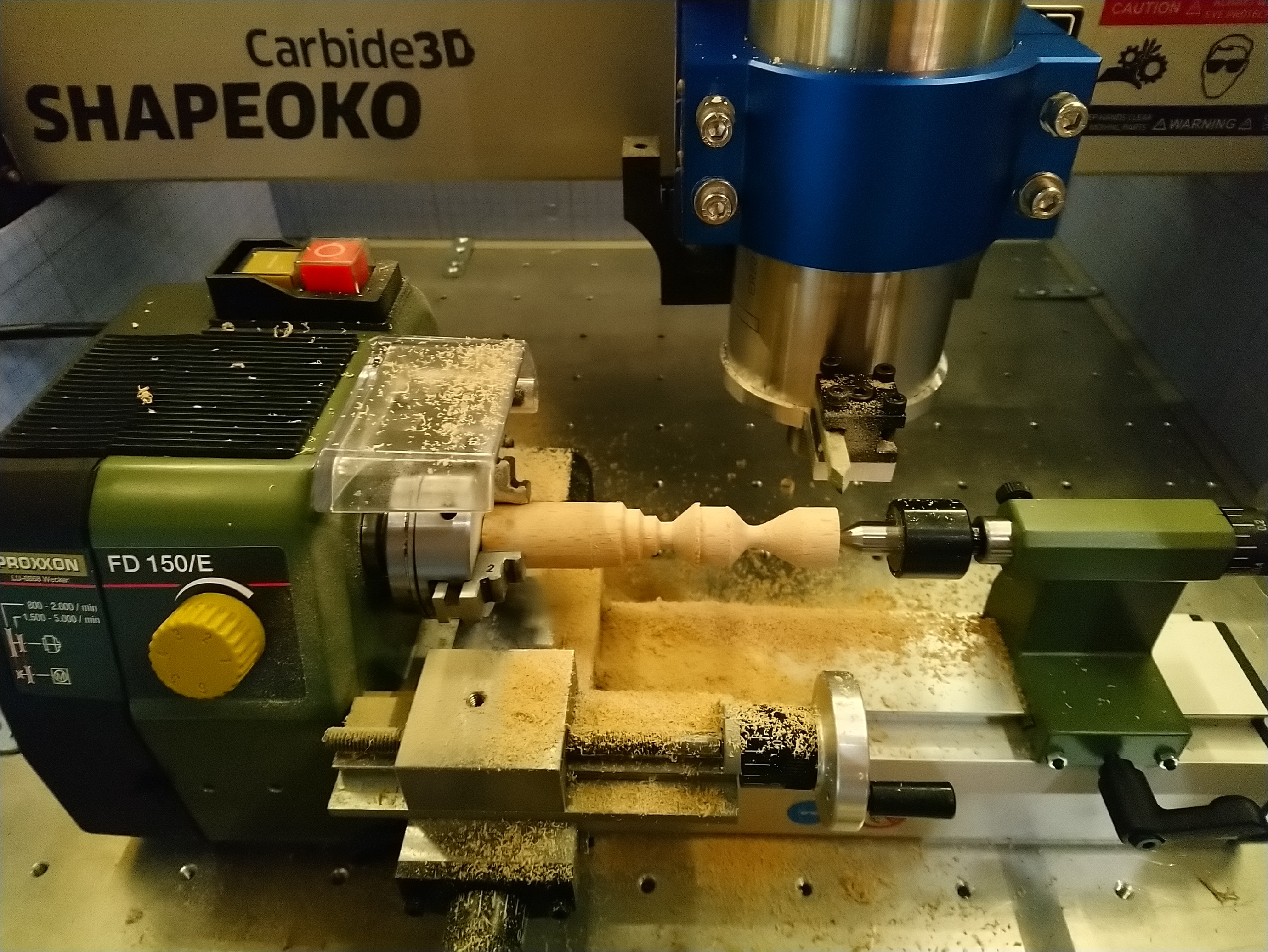
(sorry no video, I had my hand on the emergency stop and all my attention on the cut)
(and yes the resulting piece does not look 100% the same as the model, that’s because I started from my partially turned blank from the first test)
Pre-post Disclaimer: I’ve never even seen a running lathe in person. I have no idea what a toolpath looks like.
Could you create a trace operation in Fusion that would just follow the profile in 2d?
Julien I’ve been wanting to make just such a setup since I bought my shapeokos. I just got a Laguna Revolution lathe last week, and am bouncing off the walls to finish this semester up so I can finally finish building up my XL (just need a HDZ), then pull it up to the Laguna, square it to the ways, push all the buttons at once and get some carbide between my teeth.
@neilferreri: it’s essentially what the turning toolpaths in F360 do, except they allow to define the equivalent of a depth per pass, to get to that 2D contour in multiple (many) passes. And then there are the finishing passes that do what you would expect (follow exactly the 2D contour once roughed out)
@MonkeyMan, yep, someone mentioned This Old Tony earlier, and I watched my first video from his YT yesterday evening, the one where he made a…CNC lathe/4th axis. It’s a good thing that I’m not susceptible at all to the "darn, this other guy has already done everything I have planned and more, and 1000x better", and that I enjoy the process more than the final result, or I would have quit at this point
Julien, have you tried running the lathe at a relatively low rpm, and using a small ball endmill in your spindle rather than the static tool & toolpost?
Just thinking about the nature of turning wood vs turning metal this morning, you know how you get the best surface turning wood with a skew, bc it’s essentially a knives edge slicing through the wood lengthwise, rather than how, when you’re turning metal, you want just a point tearing a consistent chip off the workpiece… While trying to envision the complicated bit of programming it’d take to make a CNC linkage controlling a skew tool, I realized it’s not entirely different than using an endmills spiral cutting edge rotating through a spinning workpiece, it’s just that the rpms of the tool & workpiece were used to are high, and at high speed the inconsistency of the grain or deflection of the tool would ramp up quickly & break either. …I imagine if you slowed the endmill speed down, but had a high rpm on the lathe, you’d get a cutting edge that would want to dig in quickly, but if the endmill had a high rpm and the lathe was turning the work at a relatively slow rate, the tool load would be small, and since it’s CNC & not a handheld tool, the usual inconsistency problems of turning at a slow speed wouldn’t be present.
…if using a ball endmill, the workpiece makes a full revolution before the endmill position advances the next step, there’s some interesting geometry to think about. …& more, the more I think about the forces on the spindle, & how to orient… oh and using the tip of endmill vs the side, into the material via climb milling, but then as the material contacts the center of the ball & that backside…
This is a really fun bit of mental geometry to play around in.
That is an interesting rabbit hole to explore inside the original rabbit hole of using a Shapeoko for turning
My first goal is (still) to succeed in turning a simple ring using traditional turning tools, and then…I’ll go from there.