FEED RATE
RPM’S
PLUNGE RATE
DEPTH PER PASS
STEP OVER
in easier to understand terms.
I just had a massive stock of 2" thick slab and all was going great until it went for cut out.
I was using double sided tape and massive clamp downs but the machine had a mind of its own and skipped on cutting.
I was using a OEM roughing bit.
I am thinking I dont understand the above in CAPS.
i was to have a training call tonight but have to admit the scheduled time they did not call me until 1.5 hours later and I was running the machine and the i ruined wood.
FEED RATE == how quickly the machine moves as it cuts
RPMs == speed == how quickly the router/spindle turns
PLUNGE RATE == how quickly the machine moves downward to begin a cut
DEPTH PER PASS == how much the machine advances in depth if it is unable to make a cut in one pass
STEP OVER == how much the tool overlaps each pass
There is a glossary on these terms at:
and they are also discussed in:
If you were trying to cut a 2" thick piece of stock the first question is:
How long were the cutting flutes on the tool?
Second question is:
Were you trying to cut a slot just as narrow as the tool?
Where possible avoid slotting and add geometry and cut as a pocket
and/or
and consider leaving a roughing clearance and taking a finishing pass.
I’m not sure if my advice would be helpful or cause more confusion . . .
Noobies have to start someplace, and I suggest being conservative and use scrap pieces of wood.
I use Fusion 360 for both design and generation of toolpaths and g code. I used it before I got my Shapeoko. I’ve never used Carbide Create, so I’m not sure my approach and techniques will apply to the current topic of discussion.
Fusion 360 provides a tool library for hundreds of common endmills of all sizes and flute patterns. The library has been generated over the years based on thousands of users’ input. It gives values for all those parameters listed by OP, based on material being cut (i.e. plastic, ferrous- and non-ferrous metals, hardwoods, softwoods, etc). Those numbers and values in the library are a good place to start. They are on the conservative side, and I’d suggest being a little more conservative. Then see what’s what and make adjustments as you go along. Like I said above, start with some scrap poplar or something before clamping down a $200 piece of walnut. Personally, I listen for chatter and observe the wood chips. (Yes, wood chips; if you’re making sawdust, you’ve got other problems to deal with). Hint: chips should have a nice figure eight double curve sort of profile; hard to describe, but you’ll know it when you see it.
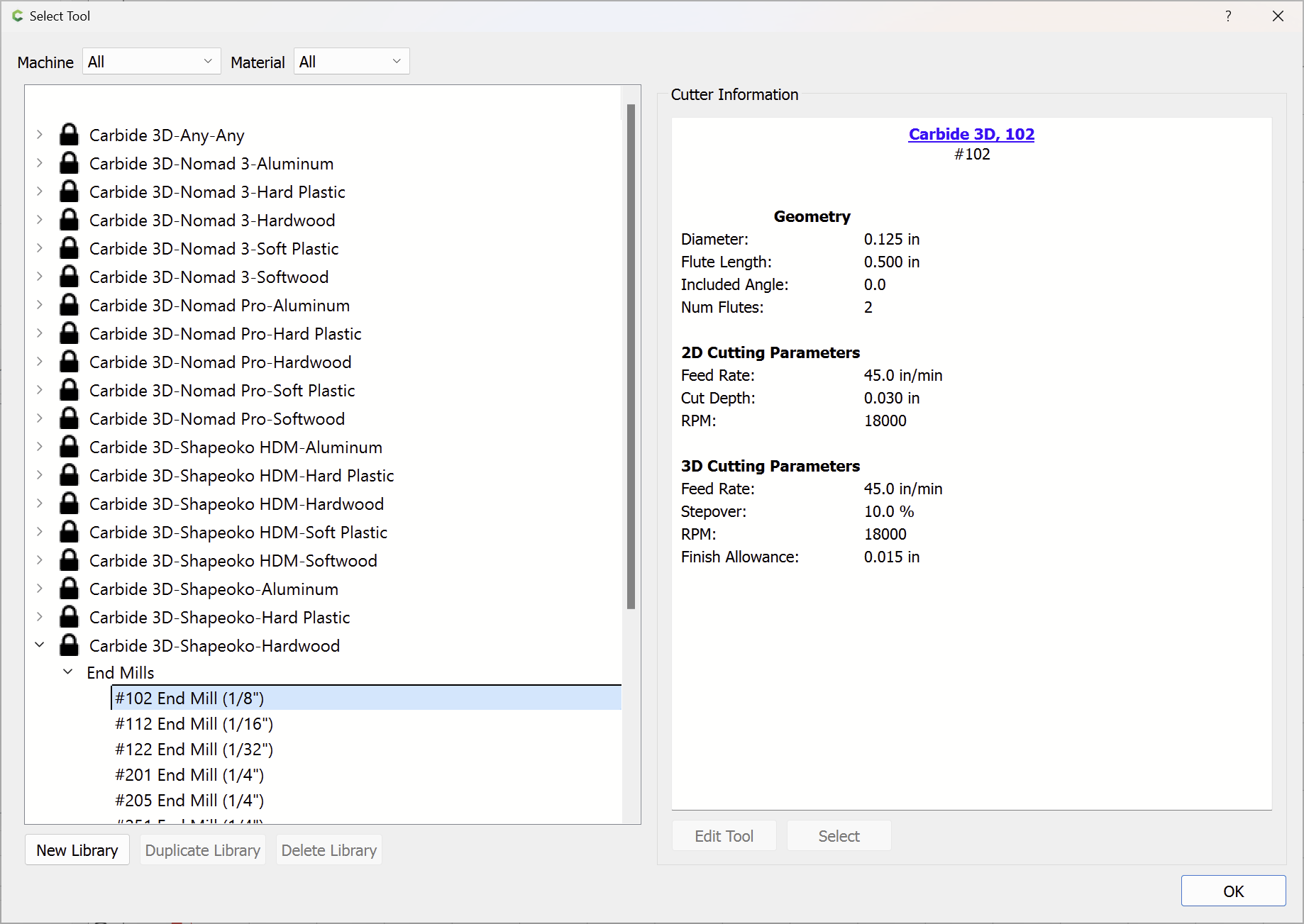
I’m pretty sure I’ve seen spreadsheets and similar data sheets on this forum with some values and parameters for various materials for the terms listed in OP, but does Carbide Create have a built-in tool library?
Yes, Carbide Create has a built-in tool library, with curated feeds and speeds which are quite conservative for the Shapeoko, intended as a beginning point which will work on all machines so as to familiarize a new user with what a “good” cut sounds like.
Before that, we had a chart and for a brief while, Carbide Create calculated feeds and speeds based on chipload — there have been extensive discussions on it:
but FWIW, we’ve had a lot fewer cut problems and questions about feeds and speeds since we added them to Carbide Create — these days the question is usually, “How do I reduce cut time.” which is a far more comfortable situation for everyone.
C3D does not make any tools capable of cutting 2" thick material. Like the #251 down cut has a .75" cutting max. You can go a little bit more but when the smooth shaft of the bit starts rubbing on the wood it can burn. Plus the over all length of the bit is not really long enough to get enough bite in the collet and stick out far enough to cut 2" thick material. I have a 4" Melin 1/4" up cut bit that I bought at Zoro that is 4" overall length and can cut 1.5" material. The issue is with that much stick out of the bit it vibrates and can come loose in the collet. Plus run out is exagerated so you have to be very precise in placing the bit and tightening. When using that bit I pause periodically and re-tighten my collet. Usually it is not loose but on occasion it has slightly loosened.
There may be bits capable of cutting a 2" depth but a trim router would not be the best router/spindle to do that. The power of a trim router would be extremely taxed to spin a bit capable of cutting 2" deep. It can likely be done but expect problem solving to part of your equation.
After reading your post again you may not be trying to cut out a 2" piece but what I stated above is true about cutting out a thick piece of material. Are you trying to surface the slab?
One of the biggest issues with trying to run a longer endmill that has a longer cutting edge, is the diameter of the tool first off, and then the amount of force being applied to the tool per pass. Deflection is the arch nemesis to longer tools/bits. We depend on rigidity of our tools to properly cut material in as fast as possible without sacrificing surface finish, and combating deflection. The bigger the diameter of the tool, of course, the better the rigidity.