I’ve had the Shapeoko since the tiny version 1 and the first XCarve iteration. I finally upgraded to the Shapeoko Pro late 2021. Since then I’ve done projects in aluminium, walnut and HDPE.
One issue I’ve faced repeatedly is over- or under- on the Z-axis. With most projects this didn’t matter since 0.25 - 0.5 mm difference in depth with a 1/2" thick part doesn’t matter. But with the 1/16" aluminium, it is a major problem. Trying to cut 0.5 mm slots when the stock is just 1.5875mm doesn’t leave much room for error.
The most recent job in HDPE the 2.54mm slots came in on average at 2 mm. This is after zeroing with the BitZero v2, then checking zero accuracy at all 4 corners of the stock.
Reading the forums, it sounds like my problem is backlash so I got a replacement backlash nut to install. But I also started thinking: should I just skip that and upgrade to the HDZ?
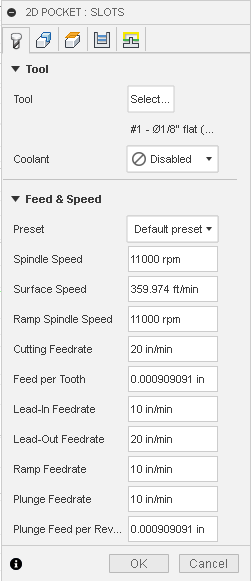
1/8" end mill for the slots Feeds and speeds compliments @wmoy video on machining aluminium. 20 IPM feed, DOC of 0.012" or 0.308mm. The alloy is 6061-T6.
Please note that all other features in the X and Y are very accurate to within 0.02mm. The only axis I have problems with is the Z.
I have an SO3 XXL that started life as a belt driven Z. I upgraded to the HDZ and it is fantastic. I had a used SO3 XL with Z-Plus and was not impressed. However like @WillAdams asked have you checked your router bearings. The SO3 XL had a C3D router that the bearings were shot. The router shaft would wiggle around when you put your finger on it. The previous owner never said exactly why he was selling it but I suspect he could not get a good job out of it. The machine was lightly used. I bought a Makita router and it really made a difference. My SO3 XXL has a Dewalt router and has performed flawlessly since day one. With the HDZ it is great combination. Now I do not cut metal only wood but I am very happy with my HDZ. The HDZ has more steps per MM than the Z-Plus. I think the Z-Plus is an adequate Z axis but the HDZ is superior. Plus the Z-Plus is likely sellable here on the forum. The Shapeoko 3 originals with the belt Z are likely being retired but I suspect there are still a lot of them in use.
The compact router that comes with the Pro. The bearings are fine. No wiggle or screaming. As I said before, I get 0.02mm accuracy on the X and Y. You can’t get that on worn bearings and the noise would be unbearable. See for yourself here from marker 4:35. This was recorded in January but I’ve noticed this Z problem since mid 2022: Making a Cigar Bowl - From Design to Finish - YouTube
In case you’re wondering about the level on my enclosure, I recently filled the bed with self-leveling concrete to smooth out any irregularities and get a solid, perfectly flat surface.
When the machine is powered (locked in place) and you grab the router and try to wiggle it up and down, do you feel any play ?
Some users have had the nut on their Z axis leadscrew get loose (and it’s quite hard to notice since it’s obviously “hidden” behind the moving Z plate), and just tightening the nut part fixed things. There’s a procedure somewhere to do this without having to disassemble the Z axis. Worth a check ?
Since you ordered the replacement backlash nuts, go ahead and replace. You’ll know right away when you pull them off and get the spring tension off if they are good. It’s very possible for the Z to feel solid, but you get “wind-up” because of the way the tension nuts work. In the post @Julien mentions I go through the full disassembly, but you can actually short cut this and check in the nuts in less than 5 minutes.
Remove the router and support the z-axis with a box or block of wood
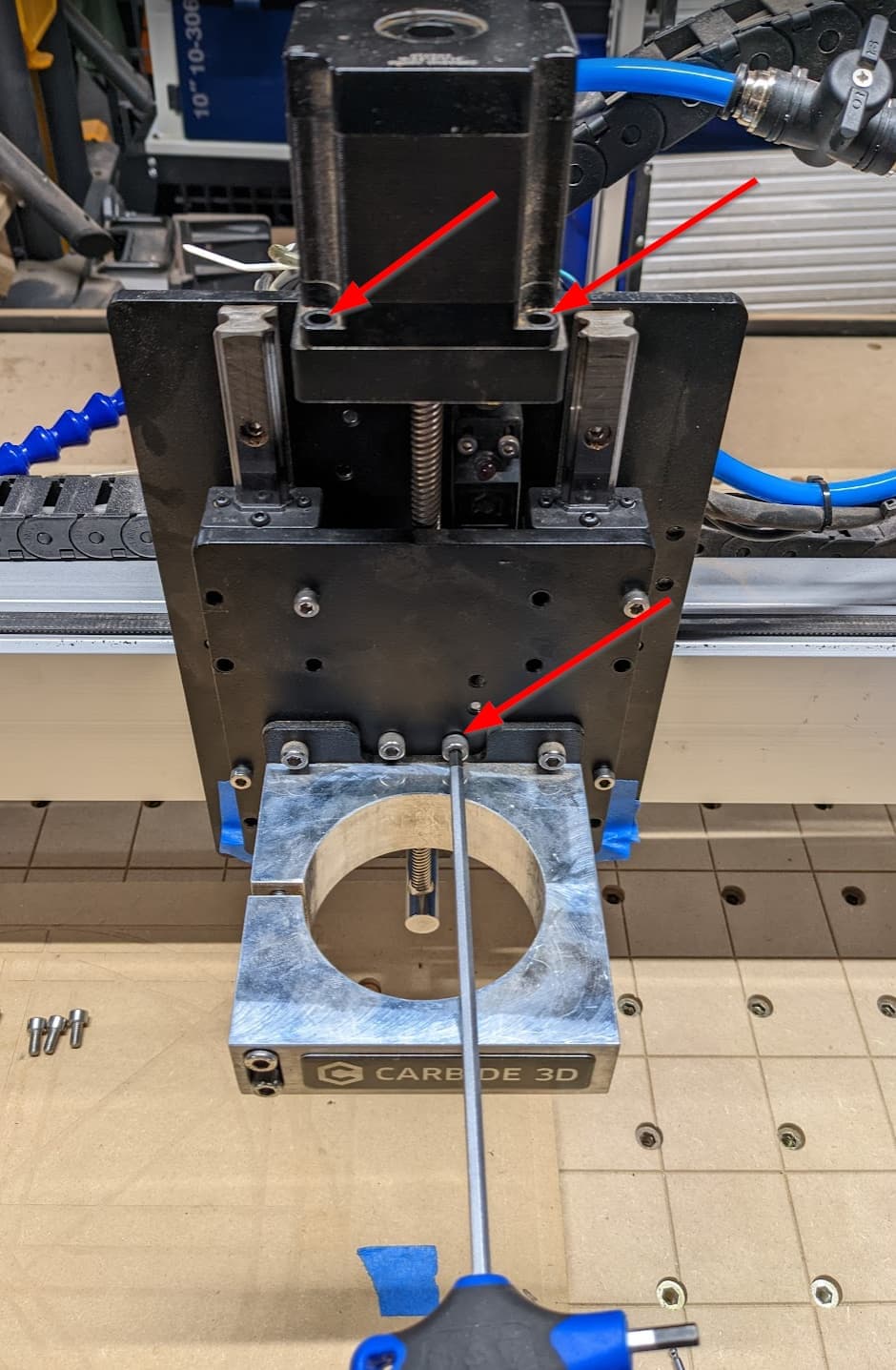
Disconnect the wires and remove the 4 screws on the top z motor
Remove the 2 screws in the center of the z plate between the router mount screws
That’s it - now you can pull the assembly straight up and check the backlash nuts. Unscrew the lower nut to release tension on the springs. Both nuts should feel solid. Since you have them ordered, replace regardless. If you want to grease the bearing slides (not a bad idea if you have never done it), go for full disassembly.
You’ve already hit on the bed being solid, that was another major issue for me I solved a few weeks ago. I would also check your v-wheels on all axes. All it takes is one being worn or loose, even on the y-axis sides, to create enough lift or drop to mess up the depth of a cut.
Last - is the HDZ worth it? I think so. I got my Z-Plus running nice again, but decided to get the HDZ and new spindle mount as a present to myself. Definitely more rigid and accurate than the Z-Plus. I also upgraded to a spindle which I have not regretted. It was a ~$1K investment to do both (including the spindle mount), which is a lot for a hobby machine I use for my own entertainment. But the improvement in overall accuracy through harder materials, like aluminum, was significant and worth it just for me to be able to toy around in the garage and be happier with the outcomes.
Quick update on this. I just replaced the backlash nut in the Z-plus. There actually was significant play in the old nuts (didn’t know I had machined for that long).