Does anyone have this problem of there machine is going along fine and then less than a minute left it just goes wacky and chews a big cut right across your work?
Also it does other things such as cutting a circle then instead of staying on the same cut path it will move in either direction and cut off by an 8th of an inch¿
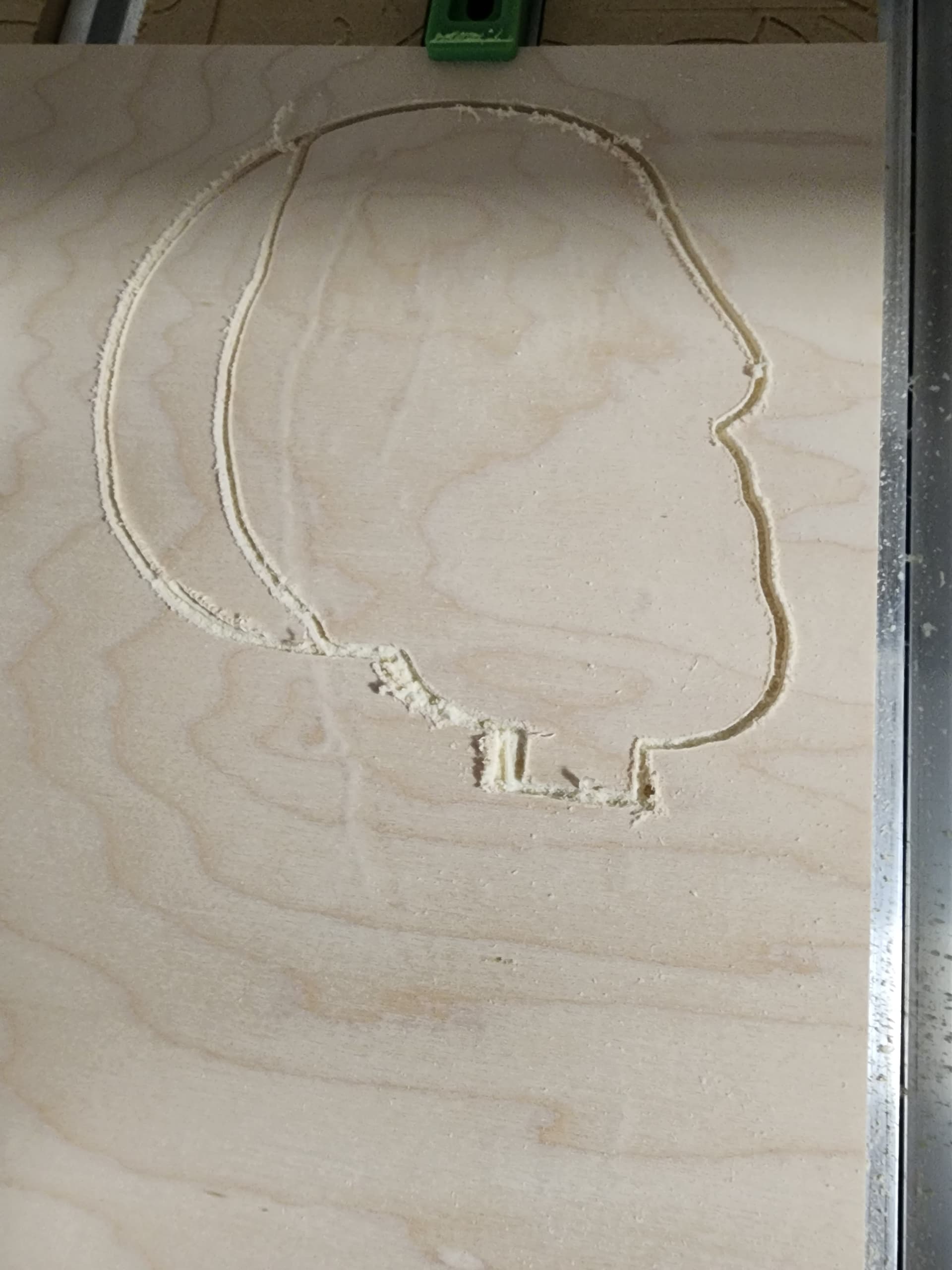
These both where run right after each other. I did another one days before that turned out perfect but it was given to someone. I used the exact same settings and nothing was changed. I should also mention this was the rough pass and never made it to the finish path. Ive had many issues such as this with other jobs ive done and some will run perfect and look great. My brother and I have been trouble shooting this problem for about a week now with no luck, any help will be greatly appreciated. Thanks
Heres a pic of one almost finished and what it should be doing.
So, it looks like you’re missing steps but intermittently. It also looks like the steps lost are on the X axis.
Some things to check:
dirt / debris on the tracks / rails / belts. If the problem happens in the same place, check the belt there for failure.
Stepper motor pulley. Put a witness mark there to see if it’s rotating on the shaft.
Wiring. Set up a job where it will just keep going left-right-left-right a lot. Run it as an air job, and manipulate the wiring connectors. If there’s a bad connection, you will probably hear it, and you’ll see that it’s ‘moved’ off the path it’s travelling.
I have a SO3 xxl and have never had lost steps except when gantry drag chain fell off the back and got hung up.
I regularly clean and adjust my v wheels. I try to keep the rails clean. My belts have been on the machine since 2016 but are good.
Do regular maintenance and keep your machine clean. Although I use stock f&s and they work flawless. SO3 cannot be pushed too hard or it pushes back.
So when a relationship breaks up and the other person says it is me not you they mean it is you. Evaluate your procedures and see if there is anything you can improve.
If you have a hand held controller you can try operating the machine on all axis with the router off. while doing that wiggle the harness and connectors for the movement you are testing and listen for any change in sound of the motors and any movement stops. You can also do this by setting up the job and run and air job with the router off and do the wiggle test
usually if it is wiring or connector problems it should show up during one of these test. I like the first test because you are only testing one motion at a time.
A couple of folks have mentioned wiring for an SO3. I have been a member of the forum for a while and the newer machines seem to have rashes of wiring issues. I cannot remember anyone with an SO3 having wiring issues. That is not to say that you could not but it is more likely F&S or mechanical things go wrong with the SO3 over wiring. Usually the final solution is a stepper motor pulley is loose or the machine is just being being pushed too hard and goes off the tracks. If this was one of the newer machines I would look at the wiring more closely. The SO3 wiring is rock solid as attested to by the lack of complaints here on the forum. Both can be check, mechanical and electrical, but check mechanical first.
I agree with the others, looks more like a mechanical issue. I have a 3 XXL and have had the drag chain catch, here’s how I fixed that:
What’s frustrating is it would catch, then correct itself, so if you weren’t standing by the machine, you may not know. I’ve also had mechanical interference with hold down clamps poorly placed on my part. And I’ve had mechanical interference with things I’ve set on the router table (vac attachment has gotten me a few times…).
Also suggest a full mechanical check. Lots in the forum on this, but high-level:
Belt tension and teeth (had mine stretch causing skips with more aggressive cuts)
V-wheel tension (slop in the v-wheels may be fine with initial cuts, but get worse as you get deeper)
Stepper motor screws (make sure they are tight, not moving)
Electrical connections at the motor and board
I haven’t had any electrical interference issues causing lost steps, but it is possible too. I would rule out all mechanical issues first before trying to chase that down. This past fall, I realized I had an embarrassing number of issues with my 3 XXL, all deferred maintenance on my part. Replaced the belts, v-wheels, checked literally every screw (multiple loose), oiled rails, checked electrical connections, etc. Runs like it’s brand new now.
Thanks all for the help here this is something new to me and my brother we’ve been wanting to start for sometime now, We figured there would be some issues but not as many as we have been having. We’ve lost $100’s in materials because of these issues but we’re not ready to throw the towel in yet. We have went through the whole mechanical part of checking and tightening all screws and belts, marked pulleys to see if there is slipping, checked all wire connects & did a cleaning of the machine with air compressor and wiping down everything, We then ran a job and the first one we did messed up. we have ran this job in the past many times without issues? Than we ran a similar file from same source and it ran perfect which makes me think that maybe the files we download are changing someway eachtime we run them, is this a possibility?
Here’s a couple pics of what happened and what it suppose to do. Again thanks for the help and we will continue to troubleshoot this thing and hopefully come up with the solution.
Are you cutting a slot just as narrow as the tool?
If the machine is mechanically sound. Per the machine operating checklist: Machine operating checklist , the basic points of adjustment for a machine are:
Belt tension (see the relevant step in your instruction manual, e.g., Getting Started with Carbide Machines) Note that the X-axis motor is held in place on standoffs and if those bolts are loose this can cause belt tension issues. Also, belt tension for the Y-axis stepper motors needs to be even/equivalent on each side — a significant difference can cause skipping on one side eventually resulting in lost steps on both. Measuring belt tension, squaring and calibration
Ensure that all screws are in place and secure, esp. on the linear rails on a Pro.
And check the toolpaths. Where possible avoid slotting and add geometry and cut as a pocket
and/or
and consider leaving a roughing clearance and taking a finishing pass.