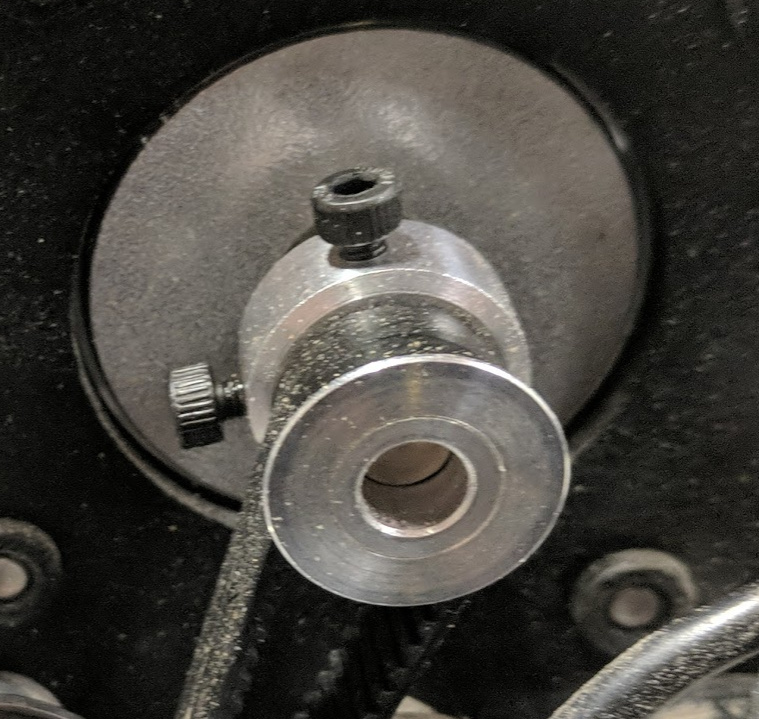
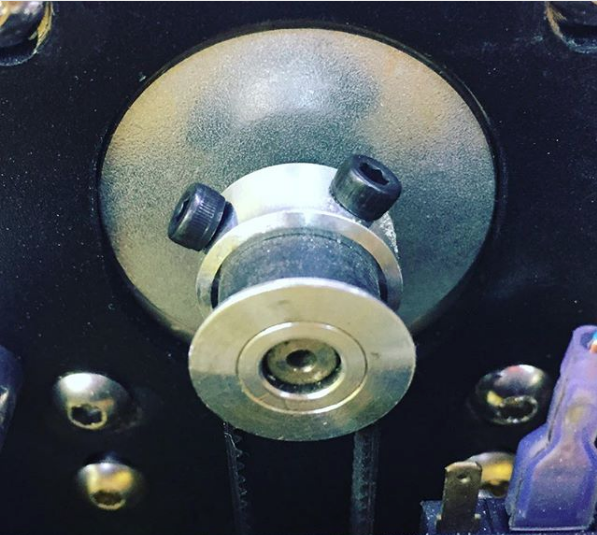
After dealing with the Y1 pulley set screws backing out numerous times on my XXL and messing up jobs, finally decided to implement regular socket head screws - covered here and other places, but a couple points to add for others with the same problem.
The socket head screw size you need is M3 x 8mm, you can get a multi-size box from Amazon for $6 that will be more than enough.
You want to use “purple” thread locker, it’s low strength and made for set screws. Several brands out there for about $5.
Easy fix for about $11. If you have an Ace Hardware nearby, the screws are about $0.15 each, you need 6 of them (8 if you have the belt driven Z). Either way, well worth the few dollars to not have these backing out and the pulley slipping!
PS. Really! Thank you. A link to Dana Fred shows so many of the metric stuff needed. And ACE Hardware is a good link, too. I’ve bought most of my onesy items there.
Haha - I know, I love it! Of course, now I have 94 extra M3 screws… The purple threadlock was the real find. I was all set to use the blue “medium” when I read the back of the package and saw the low strength purple. I think the blue would fine on these larger socket cap screws where you can get more torque, the original grub screws are too small and I’d worry about stripping the head.
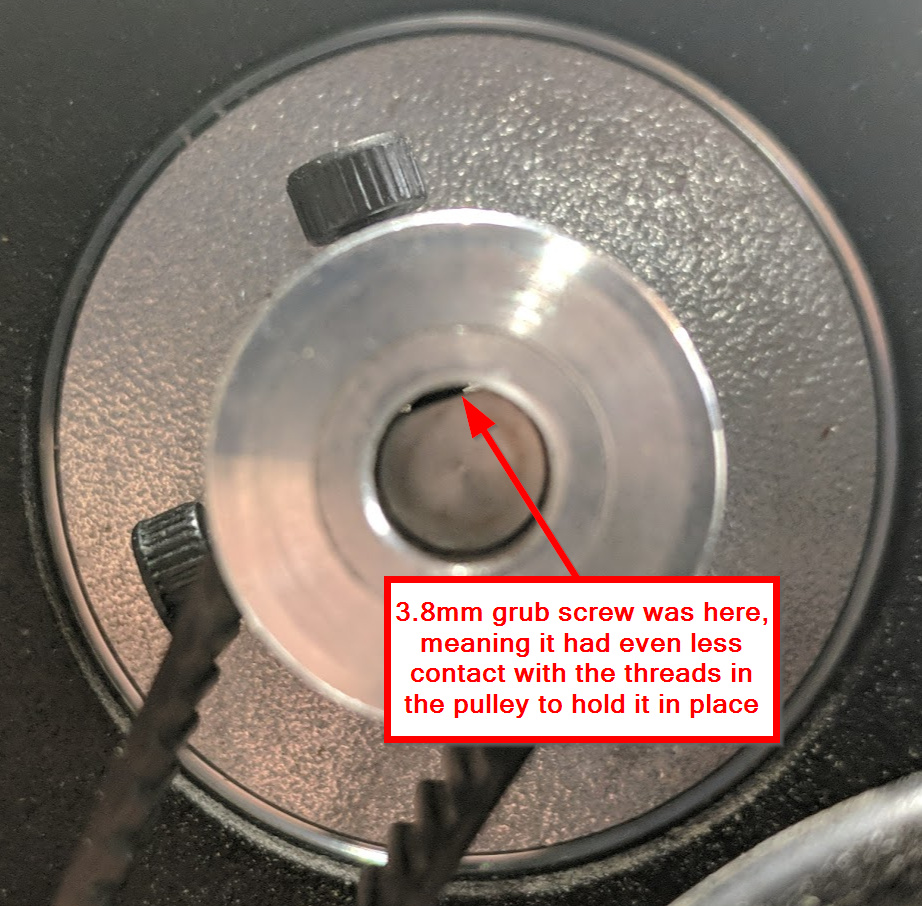
What’s interesting, a few of the original grub screws were 3.8mm long and some were 5mm long. The 3.8mm was in the hole against the flat spot on the shaft. I think this was leading to my problem, and may be why not everyone has an issue. This shorter screw had less thread contact to hold the torque in place.
This would be a simple and almost no cost change (a few cents difference in the screw cost) for Carbide to switch new builds to the socket cap and give everyone a more secure anchor on the pulleys.
Your (and other’s) pulley vs. setscrew problem are first the result of poor Quality Assurance and then add to that poor Quality Control. The first is a plan. The second is verifying the plan has been put into action by the manufacturing. The problems we’ve seen addressed on this forum are the result of the QA or lack of it. IMHO.
That may well be the underlying problem, these set screws stay in place on lots of different machines, either loose threads in the pulleys or the short set-screw in the long hole as you say.
One note of caution, don’t go gorilla tight with the new bigger hex key, the threads in those pulleys are quite small and relatively easy to strip out, relying mostly on the sticky loctite to hold them in place should work, now that you have full thread length.
Not disagreeing, but in Carbide’s defence, when you have a small and rapidly growing company it can be very hard to make sure your procedures and all your insourced and external work is all up to the standards you want to meet. As you develop and ship new product there’s lots of things to put in place and you have to balance customer demand for new products and features against time to market and how much you can test your QA and delivery processes. All the people I’ve dealt with at Carbide3D have been engaged and well motivated and very keen to deliver a really strong customer experience.
I know this stuff is hard to get right running a software company where fixes are patches you roll out automatically, with hardware going to customers it’s at least an order of magnitude harder. Overall, I’d certainly far rather be dealing with the folks at Carbide than a large corporate where next quarter’s share price and the CEOs bonus are the only things that matter.
Agree - I had a couple small issues with my order that were fixed quickly and with no fuss. I could nitpick at a few things (I wish there were an easier way to tram; the sticker for my Bitsetter doesn’t fit on the Bitsetter…), but I’m really impressed with the machine, quality, and support. The pre-build quality on the machine was spot on, only required minor adjustments as would be expected. And the components are solid. I’ve run Multicams (toured their factory here in Dallas, really cool to see them being built), Gerbers, Zunds, etc for work. Even the big machines have areas that need improvement and a require work to maintain. If the grub screws are my only real complaint, that says a lot!
So Carbide team - there ya have it. Slightly improved set screws, an adjustable Z plate to tram with, and a smaller sticker to go on the front of my Bitsetter. Happy to be your beta tester when ready
I have all kind of problems with C3D since I got my XXL. The most problem I have with C3D is money. C3D for some reasons they don’t want to take my money. The machine buying experience was one of a kind. I paid C3d a few times for the XXL and every time I paid them, they refunded my money. I ended buying my XXL from MH. This was almost 2 years ago, since then, C3D still refuse to take my money. I received a damaged spoilboard, and they replaced it for free. When I mentioned that I received extra set of items that came with the spoilboard, they said to keep them and didn’t let me even pay for shipping. I lost the items that came with my bitsetter, and they replaced it for free. They didn’t even let me pay for shipping.
The 2nd most issue with C3D is that they solve your issues very fast leaving you with plenty of time to suffer being married with children. I keep asking them to take their time solving customers’ issues but they don’t listen. And to add to the drama, they are never wrong, leaving you no chance to escape your married with children situation and feel free a bit longer. What to expect from a group of CNCers loving people giving you a CNC that made your wife see it as a 2nd wife.
I have had the same problems with C3d. They always make things right and don’t charge for shipping. Definitely the best customer service I have ever had.
Somehow the tone of the thread now has made my comment seem to me like I was dissing C3D in general. Not. Last year, I assembled my XXL without problems (except for documentation), and I haven’t done anything but adjust the Vwheels since. That’s not complaining.
However, I spent 30+ years in manufacturing, certifications and sales. I was taught early on by my customer auditors how to implement a QA program and verify that it works. Its all very particular to an individual company. Mistakes do happen. There have to be enough QC checks to make sure that mistakes are corrected and don’t get out of the door.
I’ve seen this before where a manufacturer fixes QA/QC problems with excellent support, and before long they run out of money rebuilding machines that they’ve already sold. Sound familiar? Makes me worry just a bit.
But I’m not just complaining (even though it may seem like it. )
Well it may not be the post you were thinking of, but I laughed at “The Grateful Cow” song so I’ll link it, it seems appropriate as a continuity of this thread
We appreciate any and all constructive feedback — might be a bit better going in at support@carbide3d.com so that it can be assigned and tracked, but I did raise this post on the team chat and we do have something of a push on QC/QA at the moment, so hopefully things will get better presently.
Exactly, just a little dot is enough. I was having the same problem @Todd mentioned with distorted shapes on 1 axis. Mine was on Y1, so as I cut closer to the front left, the problem got worse. If you switch to the larger head socket screw I mention, may be okay to use blue, but the purple is meant to the removable for these smaller screw.
Last thought on set screws. Actual “grub” screws or set screws are coned and dished on the bottom.
I could speculate as to why (more force in discreet area, etc.). For this use, I don’t think it is a “big deal”, the shaft has a flat spot for the socket cap screw to interface with and the second screw is apply force to lock the whole thing in place.
Yes, I think that’s the key point, we’d like C3D to continue to be around to build, sell and support the machines we buy and use, the trick is to figure out how to get the feedback from the user base, many of whom have quite relevant experience, to the right folks at C3D.
Same manufacturing-hardware issue here. And lots of frustration gained as well.
I am using an XL in a school setting and need reliable/predictable performance. I have had each of the pulleys slip so often, ruining numerous projects. I learned to spend 10 or so minutes making sure that every screw on every moving part is tight. (not very efficient is it?) Although it’s taken longer than I am proud of to search the community forum, I am happy to see this thread today because it’s clear that its not “me.” (at least not completely)
New member here. Got my XXL about 3 months ago and have had to redo the grub set screws on the X and Y about 4 -5 times. It seems a combination of vibration and repetitive direction changes really do a good job of working those set screws loose, even with loctite on them. I just ordered some M3x8mm SHCS (thanks @WillAdams for the suggestion) and am hoping that solves the issue because it is unbelievably frustrating to have an axis come loose mid cut…
Its often a good idea to prep hardware before using a thread locking compound. Alcohol or otherwise quick flashing solvent that does not leave substantial petroleum distillates, or purchase a prep specific treatment. I doubt very much that the Shapeoko would release something like Loctite 262.
I professionally wrench on all manner of hardware. Just finished installing a pair of CAT C12’s yesterday. On site I typically use nothing more than Permatex Anaerobic Gasket maker on uncleaned hardened hardware. I have little concern, i.e no concern, that it will back out. In my shop, I use various thread locking compounds on cleaned hardware, no concern. On small hardware, something like Red 262 would require a soldering iron or induction hardware heater to safely remove.
Anyway, my shapeoko is assembled with Blue 249, a medium strength thread locker. Nothing has ever backed out. and a sharp hex is required for disassembly.





{kind=link}