Okay, making progress on the 3D modeling (w/ some help from the OpenSCAD mailing list/forum):
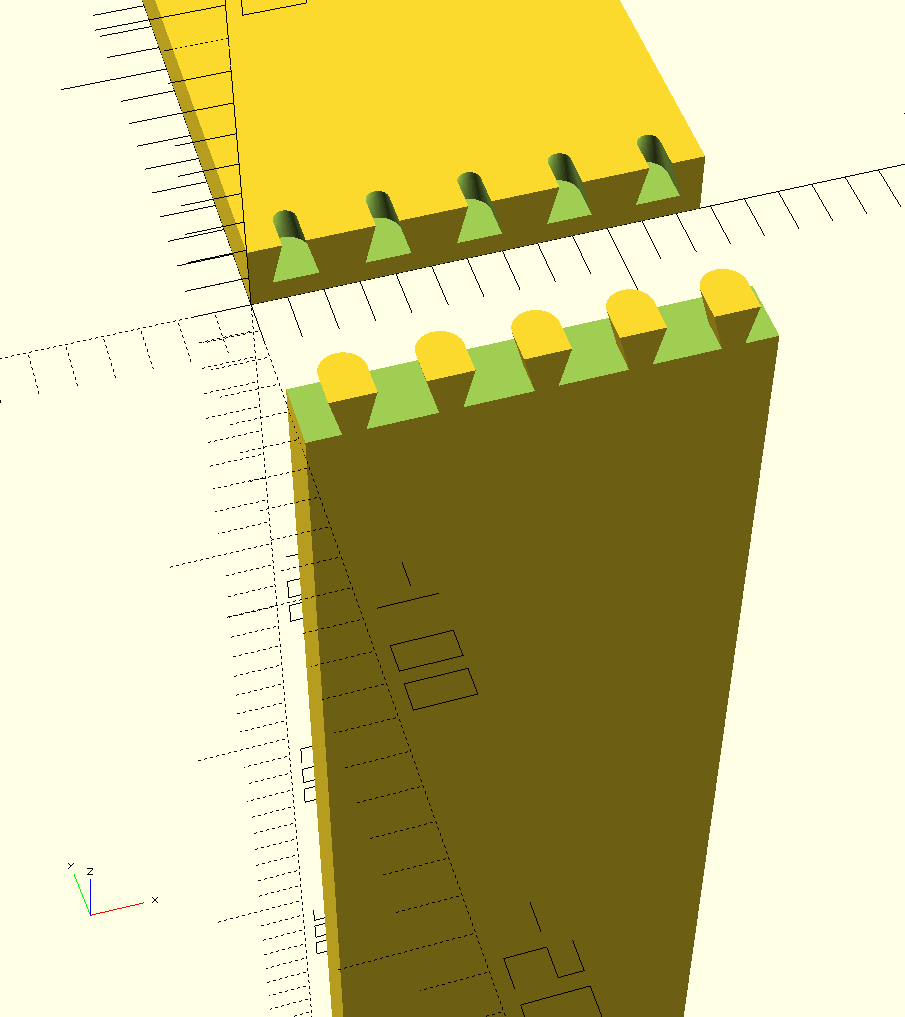
EDIT: Subtracting one from the other is easy — now I need to work out the toolpaths / geometry to make that as an actual cut.
Okay, making progress on the 3D modeling (w/ some help from the OpenSCAD mailing list/forum):
EDIT: Subtracting one from the other is easy — now I need to work out the toolpaths / geometry to make that as an actual cut.