Considering my current custom dust shoe design failed big time last time I cut deep pockets,
I started looking at a different design. I still want a fixed-Z shoe, but I thought I would bring the vacuum hose much closer to the endmill. It would also help when the shoe is moving over the edge of the stock and the hose ends up on top of nothing, sucking air instead of chips.
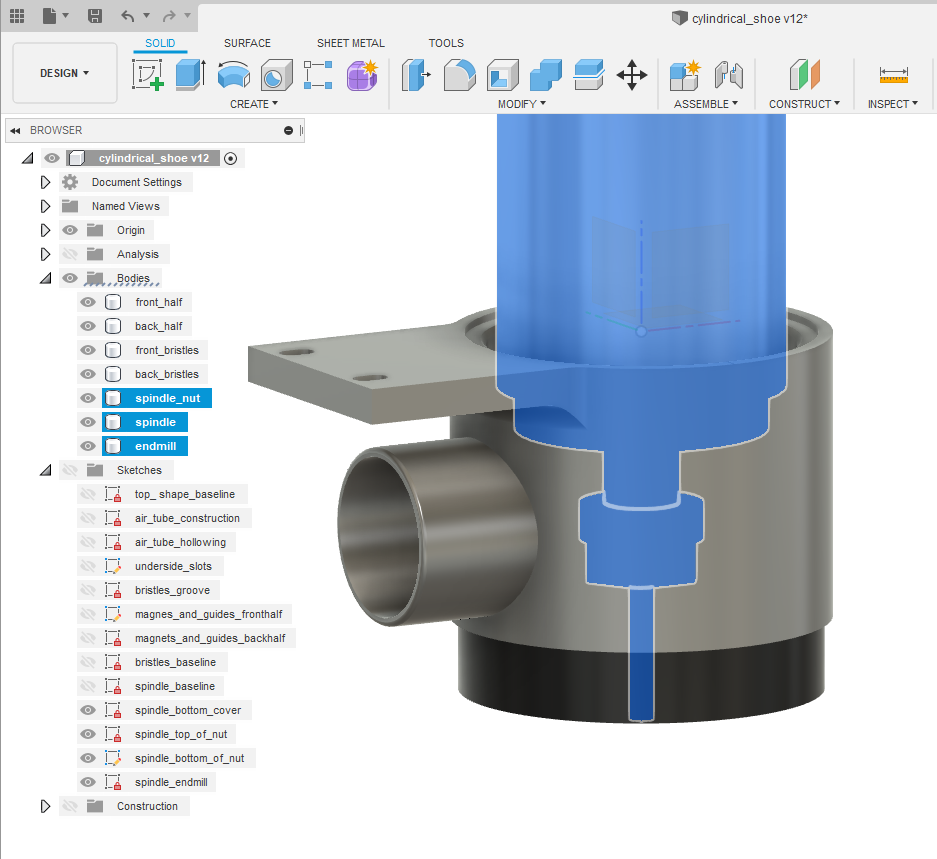
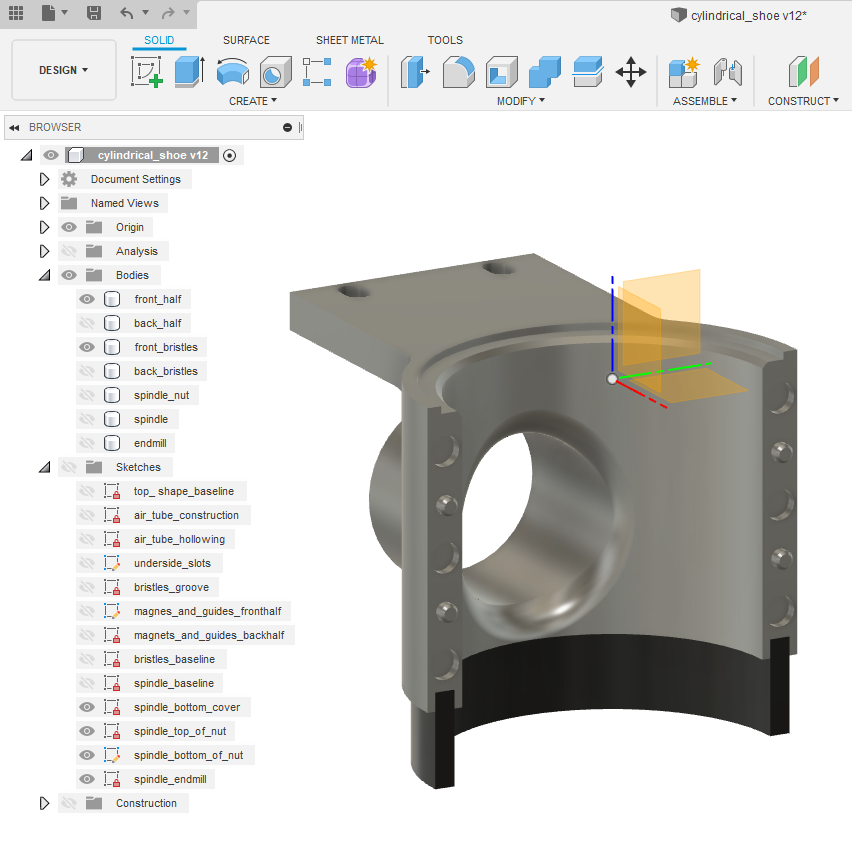
And since I have a water-cooled spindle (hence no fan/downward air flow to care about) I figured I would try a “spindle shoe” that covers the head of the spindle, and plug the hose there:
The inner diameter is larger than the spindle by a good margin (6mm), so the flat recess on top is where I would glue somekind of a smaller but flexible material that would go flush against the spindle body, more or less sealing the top while not hindering the Z movements.
Note: I don’t care about endmill visibility while cutting, the end game is still to install a USB camera in there someday.
Now my question is, before I print this, and since I have no idea what I am doing with respect to air flow design, does this seem like it could work, or do you see any obvious flaw in that plan ?
it’s funny and weird as I was thinking of the exact same thing in my head last night to the point the picture of different designs was in my dreams till I got up 2 hours ago. I was thinking of a different design that split the attachment to 3 pieces not two, my only drawback is the air mist that I have, and how to bypass it so the mist won’t be vacuumed instead of cooling the cutter. One idea was to have one of the three parts blowing air at a very high rate pushing the chips into the other two parts that both has the sucking power.
Just curious, what usecase do you have for using both a dust shoe and a mister/air blast at the same time ? I remove the dust shoe completely when I have to use the air blast/mister (for cutting metal)
@Julien, and I just wanted to say thank you. I do not miss any of your posts, I learned a lot from you, and I think you are an awesome asset to the Carbide community.
@Julien Also wanted to ask you about wd40. Spraying the workpiece with wd40 produces a much cleaner & shiny result. Do you advise to add wd40 to the mist liquid? would this affect the amount of liquid being sprayed on the cutter?
Personally I either spray WD-40 manually before the cut, or use another water-soluble cutting oil I have (5% oil / 95% water) in my mister, I never tried using WD-40 in the mix (nor do I know if this is recommended, others may know)
It’s a water-soluble microlubrification oil that I bought here, but that won’t help you as it’s a local French site. Others may be able to recommend something (maybe something like this?). Or for a simpler/less messy mix, maybe just try @Vince.Fab’s 50/50 mix of alcohol and water ?
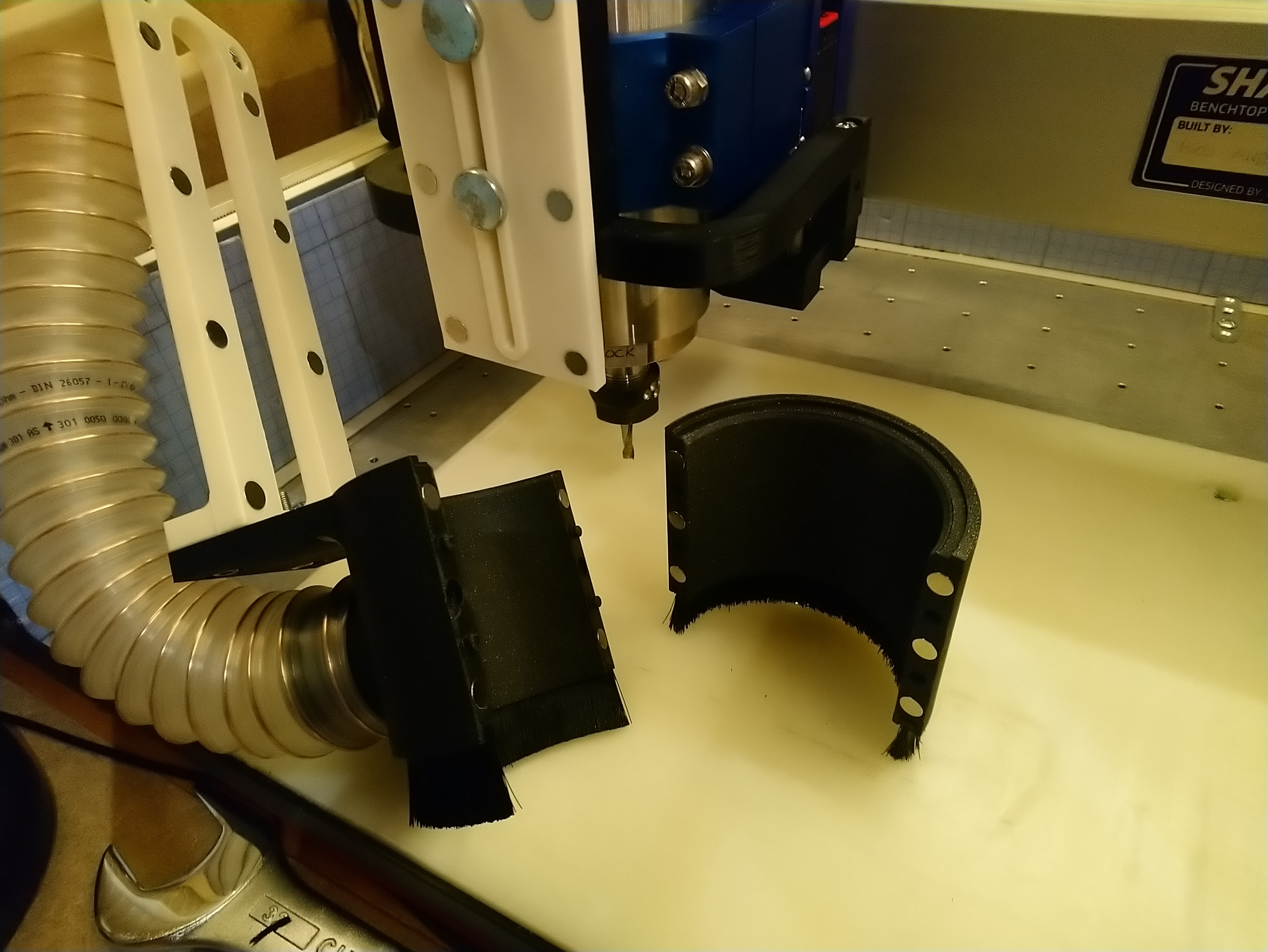
Minor progress report:
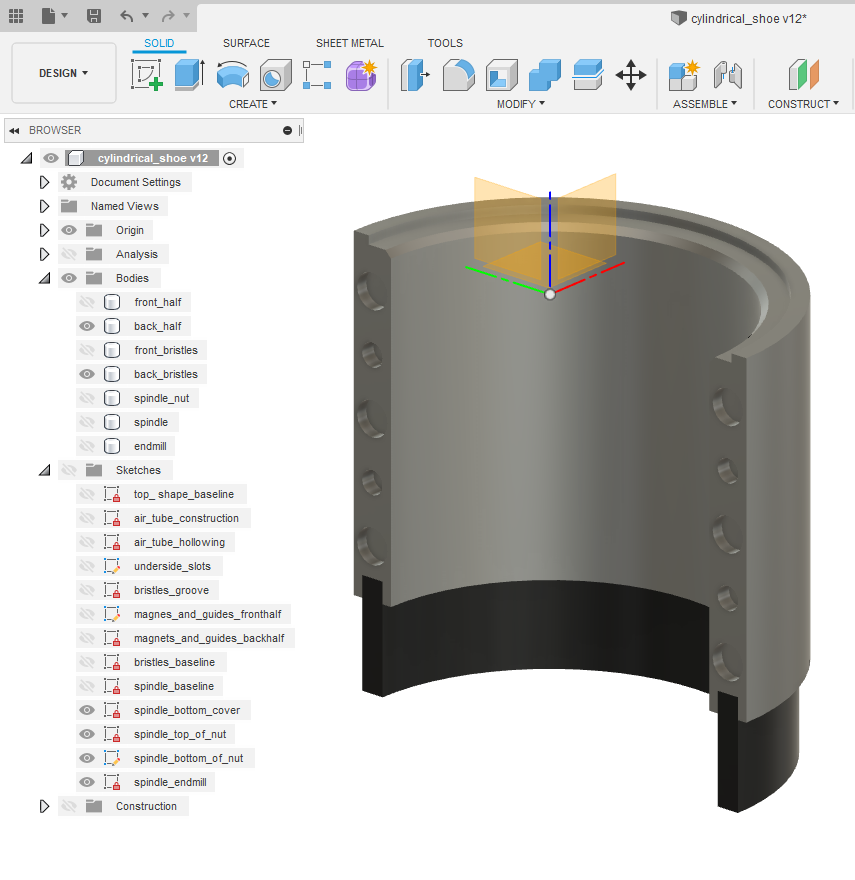
I have now printed the cylindrical dust shoe, but not tested it yet. I like where this is going though, it already feels better than the old Suckit-style shoe, while retaining the fixed-Z height feature :
The two part design turns out to be a convenient enough way to install/remove the dust shoe (well at this point it’s not really a “shoe” anymore). I sacrificed the bristles strip from my old Suckit, cut it in two segments and it fit perfectly.
Next step: testing. I really hope I won’t be disappointed by the performance (yet I know that the quest for the perfect dust shoe follows a long and winded path…we’ll see)
Actually I NEED a front evacuation, on a standard shapeoko the controller is mounted on the back of the X rail so it’s difficult to attach something there, also my enclosure would not allow having anything in the back, I could not home.
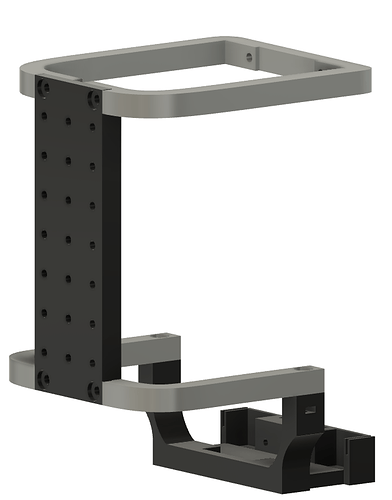
This whole HDZ frame thing is to be able to attach things from the front of the spindle
The 3d-printed frame is attached to the back plate of the HDZ using two of the threaded holes near the top, and using a custom piece that plugs into the “foot” of the HDZ (and covers lower v-wheels at the same time)
Details here. It’s kind of ugly/bulky, but so far it has worked out to be convenient.
Got the hose from a local (French) supplier for wood workshops, it’s just a 50mm (2") antistatic hose that they sell by the meter, I bought 3 meters to be able to route it from the top of my enclosure down to where the cyclone/vac is. I bought it specifically because of the antistatic property / ability to ground it by connecting that copper wire that runs inside it, but I have been too lazy to actually do it yet.